不同切梗丝厚度和膨胀方式对梗丝物理质量的影响
2011-02-09傅怀云田景军李正春
傅怀云,田景军,李正春
(重庆烟草工业公司黔江分厂,重庆 409000)
梗丝闪蒸膨胀主要利用压差膨胀和湿膨胀的机理对梗丝进行膨胀;梗丝HT膨胀主要是利用湿膨胀,通过增加梗丝水分来膨胀梗丝细胞。不同厚度的梗丝经两种梗丝膨胀方式,制出的梗丝各有优点,为了更好地控制好梗丝质量,特对其主要物理质量检测数据进行对比分析。
一、材料和方法
1)材料:大生产配方烟梗;1250kg/h制梗丝设备;国产QY-2烟丝振动分选仪;国产GDS410梗丝填充值测定仪。
2)对比方案。切梗丝厚度的选择:1水平0.12mm;2水 平0.15mm;3水平0.17mm。
二、结果与讨论
(一)对梗丝结构的影响
由表1、表2和图1、图2可以看出:1)在1水平时,两种膨胀方式产出梗丝的整丝率都低,碎丝率高,但HT膨胀比闪蒸膨胀产出梗丝的整丝率相对较高,碎丝率相对较小;2)在2水平时,两种膨胀方式产出梗丝的整丝率较高,碎丝较少,相差不大;3)在3水平时,两种膨胀方式产出梗丝的整丝率高,碎丝少,闪蒸膨胀比HT膨胀产出梗丝的整丝率更高[1]。


表1 不同切梗丝厚度和膨胀方式产出梗丝的整丝率对比

表2 不同切梗丝厚度和膨胀方式产出梗丝的碎丝率对比
(二)对梗丝风送整丝率降低的影响
由表3和图3可以看出:1)在1水平时,两种膨胀方式产出梗丝的风送整丝率降低都大,但HT膨胀比闪蒸膨胀产出梗丝的风送整丝率降低相对较小;2)在2水平时,两种膨胀方式产出梗丝的风送整丝率降低较小,但HT膨胀比闪蒸膨胀产出梗丝的风送整丝率降低更小;3)在3水平时,两种梗丝膨胀方式产出梗丝的风送整丝率降低都小,但HT膨胀比闪蒸膨胀产出梗丝的风送整丝率降低更小[2]。
(三)对梗丝填充值的影响
由表4可以看出:随着切梗丝厚度的增加,两种膨胀方式产出梗丝的填充值略有上升,但上升不大。

图3 不同切梗丝厚度和膨胀方式产出梗丝的风送整丝率降低对比

表3 不同切梗丝厚度和膨胀方式产出梗丝的风送整丝率降低对比

表4 不同切梗丝厚度和膨胀方式产出梗丝的填充值对比
(四)对梗丝形态和使用状况的影响
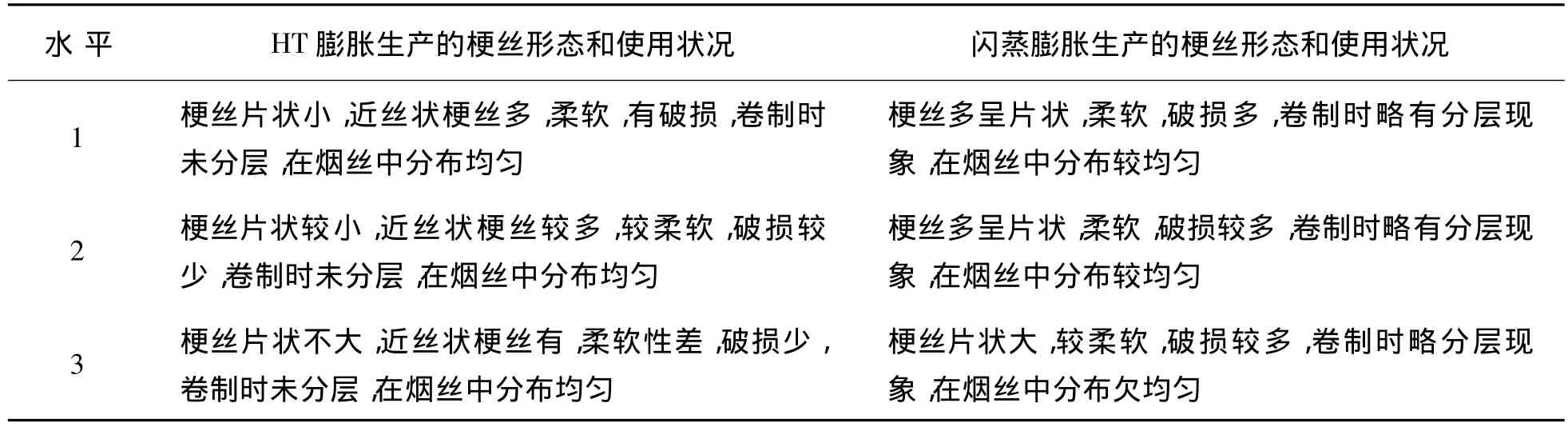
表5 不同切梗丝厚度和膨胀方式产出梗丝的形态和使用状况对比
三、结论
通过不同切梗丝厚度、两种膨胀方式产出梗丝的物理质量对比得出:1)随着切梗丝厚度的增加,两种膨胀方式生产出梗丝的整丝率上升、碎丝率下降、风送整丝率降低减少,但填充值上升不大;2)HT膨胀生产出的梗丝比闪蒸膨胀生产出的梗丝耐加工性相对较好,风送整丝率降低更少,碎丝率相对较小,片状较小,在烟丝中分布均匀性相对较好,但梗丝柔软性稍差。3)在采用薄压薄切的梗丝处理工艺时,以选用HT膨胀方式为宜。
[1]席年生,刘锋,范英丽,等.梗丝膨胀工艺参数的研究[J].中国烟草科技,1998(6):7.
[2]周俊,康金岭.梗线风选风送对梗丝结构的影响分析[C]//中南片2003年学术交流会论文集.北京:中国烟草学会,2004.
