ZK2101A型数控深孔钻床的系统改造
2011-01-31李春美
李春美
(中国重汽集团大同齿轮有限公司,山西 大同 037006)
1 机床简介
ZK2101A型数控深孔钻床是一种采用外排屑钻削法(枪钻法)钻削小孔径的深孔钻床。通过一次连续钻削可以替代一般需要钻、扩、铰工序才能达到的加工精度和表面粗糙度。它既能承担钻削等直径的深孔,又可以进行盲孔或阶梯孔的加工,增加特殊附件时,还能进行枪镗,以便进一步提高工件的加工精度和表面粗糙度。
2 原系统介绍
ZK2101A型数控深孔钻床配置大连大森Ⅲ型R2J50L数控系统,是一种采用并行方式的双16位处理器的高速双向处理的CNC,配有高速、高精度的安川交流伺服电机及高速微处理器的数字伺服系统,Z轴电机是其伺服电机。数控系统由LCD操作面板和控制单元组成,前者装在操作站面板上,控制单元和调速装置安装在配电柜内。系统结构见图1。

图1 系统结构
3 改造内容
改造后的系统使用的是南京大地数控系统、全数字式交流伺服单元及其配套的伺服电机、欧姆龙的PLC以及工艺所需要的自制操作面板。分别从以下几个方面进行介绍:
3.1 南京大地数控系统
南京大地数控系统是一款带全数字伺服或三相混合式步进电机的普及型数控系统,控制电路采用16位高速微处理器、超大规模可编程器件和标贴原件、多层印刷线路板,整个系统紧凑可靠。
(1)其X轴、Z轴精度都达到了0.001 mm,真正的μ级控制,运行更平稳。
(2)显示屏采用6英寸LCD液晶屏,显示无雪花,各窗口实时显示当前机床运行及所处状态。
(3)I/O口输入32个,经光电隔离,输出15个,可直接驱动24 V直流继电器。每个输出口均带有自恢复熔丝,由于误接线而损坏接口电路的情况可以避免。
(4)标准手轮接口,X1,X10和 X100 三档倍率,X,Y,Z和第4轴选择。0~10 V模拟量输出。
(5)标准RS232C异步串行口。数控系统之间或数控系统与PC机之间能互传程序,也可用串行口进行软件升级。
3.2 交流伺服单元
交流伺服单元是SDXXX系列的交流伺服,其核心运算模块是IRMCK201,它采用了复杂可编程器件EPLD及三菱智能功率模块,具有集成度高、体积小、响应速度快、保护完善、可靠性高等一系列优点。
3.3 可编程控制单元
可编程控制单元是欧姆龙的可编程控制器CPM1A。利用操作面板按钮指令,系统的功能指令和欧姆龙PLC的内部指令重新进行编程,输入点 31 个:X000~X011,X100~X111,X200~X206,输出点 20 个:Y1000~Y1005,Y1101~1107,Y1200~Y1205,利用梯形图实现对主轴电机、钻杆电机、冷却泵、液压泵电机等10个电机的准确控制和AL报警、冷却报警、润滑报警等信号的指示。
3.4 数控系统与控制单元的连接
大地数控系统通过电缆分别与交流伺服单元、手脉、PLC、自制操作面板、变频器进行连接,实现数据的传送、反馈、控制。
(1)与伺服单元和手脉使用航空插头可以直接连接。伺服电机信号接口是“DB15针”插座,插头应为“DB15孔”,输出Z轴电机驱动信号。手轮编码器接口5J5是“DB15孔”插座,与之相接的插头应为“DB15针”,输出手脉信号。
(2)与PLC不能直接连接,需要通过上拉电阻的方式实现。改造后的系统使用的是欧姆龙的PLC,没有内置24 V电源,且需要的输入信号是较小的电压信号。而大地数控系统输出的信号是开关信号,接入24 V电源后,通过上拉电阻的方式才能实现与其通讯,见图2。
(3)和自制操作面板上按钮的连接也需要上拉电阻的方式实现。为使系统更加完善,根据操作工人的使用习惯,还在新系统的基础上增加了一块自制的操作面板,见图3。
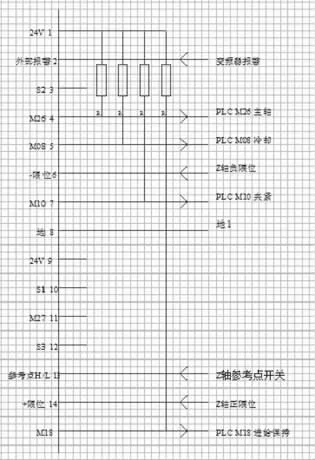
图2
操作面板上按钮与数控系统之间的连接也需要接入24 V电源,通过上拉电阻的方式实现降压,与图2类似,不再详细介绍。
4 改造成果

图3
ZK2101A型数控深孔钻床改造前,因为系统老化,机床经常出现故障,报警后自动归零,废品率高。使用南京大地数控系统改造之后,不仅能保证机床的工艺要求和生产要求,而且在使用近两年中基本未出故障,并且缩短了机床的停机时间,保证了生产的正常进行。机床循环启动后,不产生废品,不用重新调零,提高了产品的合格率。根据操作工人的习惯和操作特点,增加了操作站面板,使用更方便,大大提高了生产效率。