机械加工振动的防治
2011-01-31石鹏成
石鹏成
(中国重汽集团大同齿轮有限公司,山西 大同 037006)
机械加工过程中产生的振动,是一种十分有害的现象。如果加工中产生了振动,刀具与工件间的相对位移会使加工表面产生振痕,将严重影响零件的表面质量和使用性能;工艺系统将持续承受动态交变载荷的作用,刀具极易磨损甚至崩刃,机床连接特性收到破坏,严重时甚至使切削加工无法继续进行;振动中产生的噪声还将危害操作者的身体健康。
机械加工中产生的振动主要有强迫振动和自激振动两种类型,根据振动产生的原理及特点,主要从以下几方面消减振动:
1 消除或减弱产生强迫振动的条件
1.1 减小机内外干扰力的幅值
高速旋转的零件必须进行平衡,尽量减小传动机构的缺陷,提高带传动、链传动、齿轮传动等传动装置的稳定性。对于高精度机床,应尽量少用或不用齿轮、平带等可能成为振源的传动原件,并使动力源与机床本体分离。对于往复运动部件,应采用较平稳的换向机构。
1.2 适当调整振源的频率
在选择转速时,使可能引起强迫振动的振源频率f,远离机床加工系统薄弱模态的固有频率fn,一般应满足:

1.3 采取隔振措施
隔振有两种方式:一种是主动隔振,是为了阻止机床振源通过地基外传;另一种是被动隔振,是阻止机外干扰力通过地基传给机床。
2 消除或减弱产生自激振动的条件
2.1 调整振动系统小刚度主轴的位置
图1(a)所示尾座结构小刚度主轴x1刚好落在切削力F与y轴的夹角β范围内,容易产生振型耦合型颤振。图1(b)所示尾座结构较好,小刚度主轴x1落在F与y轴的夹角β范围之外。
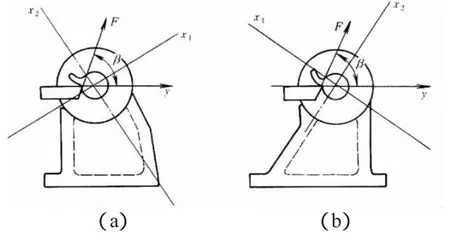
图1 两种尾座结构
2.2 减小重叠系数
重叠系数μ直接影响再生效应的大小。重叠系数μ的数值取决于加工方式、刀具的几何形状及切削用量等。
2.3 增加切削阻尼
适当减小刀具后角,可以加大工件和刀具后面之间的摩擦阻尼,对提高切削稳定性有利。但刀具后角过小会引起摩擦颤振,一般后角取2°~3°为宜,必要时还可以在后刀面上磨出带有副后角的消振棱。
2.4 采用变速切削方法加工
再生型颤振是切削颤振的主要形态,变速切削对于再生型颤振具有显著的抑制作用。变速切削是人为的以各种方式连续改变机床主轴转速所进行的一种切削方式。在变速切削中,机床主轴转速将以一定的变速幅度、一定的变速频率、一定的变速波形围绕某一基本转速作周期变化。
变速切削的减振机理可归结为3点:①采用变速切削方法加工时,只要变速幅度足够大,切削过程将在不稳定区与条件稳定区内交替进行。当切削加工在条件稳定区进行时,理论上加工系统的振动响应趋近于零。②变速切削系统的振动响应是变频激励的瞬态响应,与恒频激励相比,变频激励的振动响应要小。③在变速切削时,振动频率随机床主轴转速变化近似呈分段线性锯齿状变化。
在变速切削过程中,机床加工系统的振动频率随着机床主轴转速变动而变动,加工系统的振动响应移向幅频响应曲线的衰减区,与恒速切削相比,震动响应明显减小。一般来说,只要变速参数选择合适,采用变速切削可使振幅降至恒速切削时的10%~20%。
3 改善工艺系统的动态特性,提高工艺系统的稳定性
3.1 提高工艺系统刚度
提高工艺系统的刚度,可以有效地改善工艺系统的抗振性和稳定性。在增强工艺系统刚度的同时,应尽量减小构件自身的质量。
3.2 增大工艺系统的阻尼
工艺系统的阻尼主要来自零部件材料的内阻尼、结合面上的摩擦阻尼及其他附加阻尼等。材料的内阻尼是指由材料的内摩擦而产生的阻尼,不同材料的内阻尼是不同的。由于铸铁的内阻尼比钢大,所以机床上的床身、立柱等大型支承件常用铸铁制造。机床阻尼大多来自零部件结合面的摩擦阻尼,有时它可占总阻尼的90%,应通过各种途径加大结合面间的摩擦阻尼。对于机床的活动结合面,应当注意调整其间隙,必要时可施加预紧力以增大摩擦力。
4 采用各种消振、减振装置
如果不能从根本上消除产生切削振动的条件,又无法有效地提高工艺系统的动态特性,为保证必要的加工质量和生产率,可以采用消振、减振装置。常用的减振器有以下3种类型:
4.1 动力减振器
它是用弹性原件k2将一个附加质量m2连接到主振系统m1,k1上(见图2),利用附加质量的动力作用,使其加在主振系统上的作用力(或力矩)与激振力(或力矩)大小相等、方向相反,从而达到抑制主振系统振动的目的。
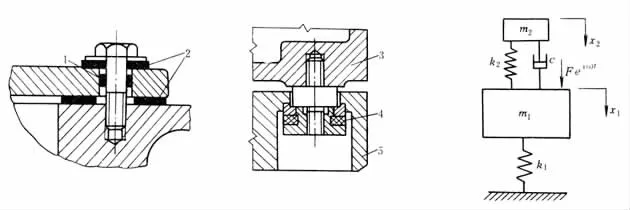
图2 动力减振器
4.2 摩擦减振器
它是利用摩擦阻尼来消散振动能量。
4.3 冲击式减振器
利用两物体相互碰撞要损失动能的原理,在振动体M上装有一个起冲击作用的自由质量(冲击块)m。系统振动时,自由质量将反复冲击振动体,以消散振动能量,达到减振目的。图3是冲击式减振器的典型结构及动力学模型。为了获得最有利的碰撞条件,要求振动体M和冲击块m都能以其最大速度运动时发生相互碰撞,这样才能得到最大的动能损耗。间隙δ的大小对减振效果影响甚大,为获得最佳减振效果,间隙δ应满足:
式中:T:振动体M的振动周期;
A:振动体M的振幅。

图3 冲击式减振器及其动力学模型
由于振动体的振幅A在产生碰撞之后要减小,且在切削加工中振动体的振幅A不可能是恒定的,因此,冲击式减振器的间隙应是可调的,以取得最佳减振效果。冲击式减振器具有结构简单、重量轻、体积小、减振效果好等优点,可以在较大的振动频率范围内使用。
[1]王先逵编著.机械制造工艺学(上下册).北京:清华大学出版社,1989
[2]宾鸿赞,曾庆福主编.机械制造工艺学.北京:机械工业出版社,1990
[3]吴博达等.细长轴车削振动的诊断与防治.吉林工业大学学报,1987(1);36~44