振实及加砂系统在消失模铸造生产线上的应用
2011-01-24王新智庞创院
王新智,庞创院
(陕西法士特集团铸造分公司,陕西 宝鸡 720049)
消失模铸造采用无黏结剂干砂造型,将模型簇放入砂箱后再填入砂粒,同时振动砂箱,使得砂粒紧实。其目的有:第一,将砂粒充填到模型的型腔内;第二,充分振实,得到足够的砂型强度,承受金属液充型中的压力。
砂粒的充填和紧实是获得消失模铸件的关键因素之一,如果充填不良或紧实度较低,容易造成铸件变形、粘砂、涨砂等缺陷。因此在造型过程中,不但要求砂粒能够完全均匀地充满模型周围的各个部分,而且要求有高而均匀的紧实度,不会使模型发生变形和破坏。砂箱内部各个部位的砂粒必须达到适当的振实,以保证模型尺寸的稳定性。
要获得有效、一致性的振实效果,一个振实和加砂循环必须满足以下要求[1,2]:
1)干砂必须具有一定紧实度和充填度;
2)要有较高的生产效率;
3)在加砂和振实循环结束时,砂箱内的砂子必须达到一定的密度,以便有足够的型砂强度,承受浇注时金属液的压力;
4)上述要求必须快速获得,确保生产效率和成本。
1 美国GK公司的振实及加砂系统
GK振实台是自由漂浮、无夹紧装置的垂直振动振实台,使用3个顶柱支撑砂箱,砂箱振动工作时,不用任何夹紧装置。振实台下部的4个空气弹簧组成的装置将砂箱顶起,开始型砂的充填与振实。
1.1 主要组成
该振实台主要由振实台面、振动电机、减震装置、振实机架组成,如图 1 所示[3]。

图1 振实台和雨淋加砂器
1.2 工作原理
1.2.1 振实台
振实台面上装有3个带锥度头部为尼龙的顶柱,同时砂箱的底部带有同样锥度孔的法兰。空气弹簧充气,台面升起,顶柱与砂箱底法兰接触,2个振动电机转动,在振动过程中把空气弹簧和橡胶弹簧有机地组合起来,使两者产生联合作用,迫使砂箱里的砂子连通振实台作垂直振动。
1.2.2 雨淋加砂器
砂流量控制闸门的位置是通过一个传感器和一个水平连杆来控制的。通过电-液传感器和振动电机,实现对砂流速率的完全程序控制。砂子通过上部固定板的孔落到较低位置的可调板上,这个较低位置的板也有孔,不过孔的位置相对于上部的板孔在水平方向上有所偏移[3],如图2所示。
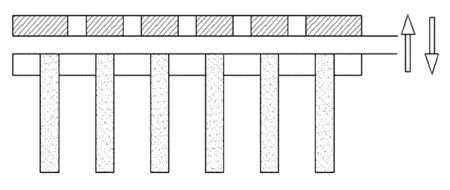
图2 雨淋闸门示意图
砂流量在0kg/s~50kg/s内任意可调,这意味着对一个800mm×800mm×1200mm的砂箱只需要23 s就能填满。加砂口下部分布的筛网,实现了真正的雨淋加砂充填方式。
1.3 技术参数及特点
1)振实台能在30s内将型砂堆积密度达到1.730g/cm3~1.778 g/cm3,它可以用来处理长度 800mm×800mm×1200mm的消失模砂箱,最大装载量为2200kg。
2)振实台带有两个气动提升框架和减振系统,提升高度为75mm~100mm。
3)当振动电机转速为3000r/min时,该振实台可产生 5.5 g~6.0g的加速度,最大振幅为1.2mm。
4)通过HMI可以调整振动时间、加砂速度、振动频率。每个振动配方可以分10个区段,同时可以保存多个不同产品信息。
5)雨淋加砂器配备环形除尘装置,防止粉尘外溢,保护操作环境。
2 美国Vulcan公司的振实及加砂系统
2.1 主要组成
振实与加砂系统由振动框架、振动电机、空气弹簧、液压卡紧、控制系统组成,如图 3所示[1,4]。

图3 振实台示意图
2.2 工作原理
2.2.1 振实台
该振实台与GK重载高效振实台相比较,在结构设计和操作上有所不同。该系统沿着砂箱移动方向中心线对称分布并与其垂直,驱动力由4个偏振电机提供,信号传感器将反馈信号送进PLC构成闭环控制,中心控制系统检测四个电机工作的同步性,通过电机不同的相位组合,实现多种振动方式。
2.2.2 雨淋加砂器
雨淋加砂器主要组成如图 4所示[1,4]。该系统可实现时间和体积加砂模式。

图4 雨淋加砂器示意图
时间加砂模式:PLC控制液压闸门的打开时间,最小控制时间为0.1 s,加砂高度精度可控制在±3mm内。
体积加砂模式:加砂斗上的传感器透过树脂玻璃窗口对斗内砂量进行实时检测(加砂斗与砂箱为等截面积,也就是说传感器的位移就是砂箱内砂粒的增加量)。控制砂量使得每个砂箱得到相同的砂量。
具有两种加砂速度:快速加砂和慢速加砂,如图 5[1,4]所示。 在时间和体积加砂模式下都可以实现这两种速度。
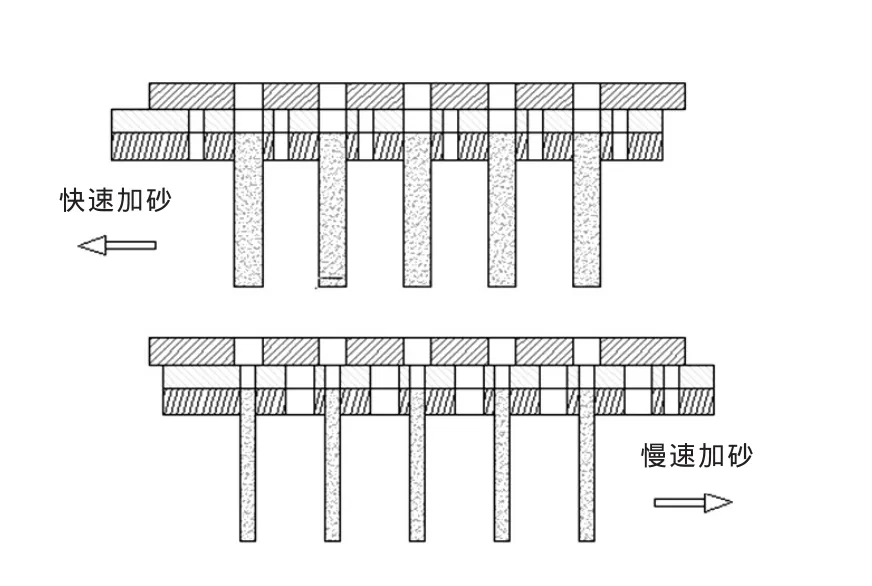
图5 雨淋闸门示意图
2.3 技术参数及特点
1)该振实系统可提供水平式、垂直式、角度式和无振动式输入模式,以实现砂粒的更有效的移动和紧实。该系统不但能在0.2 s内改变振动方向,而且能在2 s内完成控制停机(在全速的状态下)。
2)可以灵活的进行振动输入调节,可以选择固定不平衡质量下的变速模式,也可以选择固定速度下的不平衡质量模式。
3)振实台操作控制能够保证每个砂箱振动参数的重复性、可靠性、一致性。将加速度、电机转速实时读取,更好地监测振实台性能。
4)采用人机界面系统,每个振实配方可以分40个区段,同时可以保存20个不同产品信息。还有,振动频率、加速度和方向的改变不需要机械调整,在振实循环运行过程中,可以通过HMI对其设定值快速更改。
5)装置外加除尘设备,使得加砂环境变得更加优越。
3 两种振实及加砂系统的对比
型砂的填充与振动紧实是一个复杂的工艺过程,沿着砂箱高度,根据铸件的形状及其复杂程度分为多个工艺控制区,采用分层填充与振动紧实的方式,每个工艺控制区内,分布调整振动时间、加砂速度、振动频率等参数。沿砂箱填充的高度,随着砂箱填充高度的增加以及该部分铸件充填紧实的要求,增加加速度。
美国GK和Vulcan公司的振实及加砂系统,都可以实现分段控制,分步调整振动时间、加砂速度、振动频率及激振力,进行加砂量、振动加速度及振动时间等参数的全过程编程控制。工艺人员通过试验,找出最佳的紧实程序,并存储于电脑中,作为该铸件品种的造型程序,重复使用。
美国Vulcan公司振实台能够呈现的不仅是砂箱的振动频率,而且是振动加速度和方向。这种能力的提高允许产品设计师设计铸件的时候可以有更大的灵活性,不仅提高了生产率、降低了循环时间,而且提高了产品尺寸的稳定。例如,对于同一种变速箱壳体,为保证同一个充填死角不粘砂,GK振实加速度为2.5 g~3 g,Vulcan振实加速度为0.8 g~1.2 g。较低振动加速度不仅减少了模型在振动过程中的变形量,而且减少了对工艺支持筋及涂层强度的依赖。但是该振实台的振动方向只限于垂直于砂箱移动方向的平面上。
GK公司的雨淋加砂器可将砂流量控制在0kg/s~50kg/s,选择柔性大,砂流对模型的冲击小。同时,该系统对砂粒的均匀性和洁净度要求苛刻,如果砂粒颗粒不均匀,含有粒径大于4mm的杂物,容易导致在固定配方的前提下、雨淋加砂添砂不均匀,砂层波动较大,在使用中需随时观察,及时调整相关参数。
4 结束语
振实及加砂系统在消失模铸造中是十分重要的环节,它们的使用效果与铸件的质量息息相关。随着电机控制技术和结构设计技术的发展,振实和加砂系统不仅提供振动频率、加速度、方向,而且是全方位、多角度和智能化的,对消失模铸造工艺的发展将具有重要作用。
[1]Sheldon D S.The Evolution of sand fill and compaction Equipment for Lost Foam Casting[J].AFS Transactions,2002(02):19.
[2]Creed,Paul S.Sand Fill and Compaction:Getting them Right[J].Modern Casting,1989,79(11):50-51.
[3]叶伟.高频震实台在消失模铸造生产现上的应用[J].铸造,2004(6):479-481.
[4]黄天佑.消失模铸造技术[M].北京:机械工业出版社,2004:113-117.
