喂线蠕化工艺在博杜安6M26气缸体上的应用
2011-01-23张敏之于化顺张晓蕾许景峰
张敏之 ,于化顺 ,张晓蕾 ,许景峰
(1.山东大学材料科学与工程学院,山东,济南 250061;2.潍柴动力股份有限公司,山东,潍坊 261001)
发动机发展的趋势是减少排放、降低油耗、提高功率和增加舒适性。近几年,随着潍柴动力柴油发动机产品的升级换代、功率覆盖范围扩大,导致发动机的比功率(kW/排量·升)越来越大,铸件材质问题成为潍柴动力柴油机升级换代及技术贮备的关键技术制约。
近几年,蠕墨铸铁的应用,特别是在欧洲,得到了长足的进展。这是人们在发现蠕墨铸铁后,国外首次把它广泛应用在发动机缸体等重要铸件上[1]。我国自20世纪60年代开始研究蠕墨铸铁,在铸造性能、金相组织、机械/物理性能和某些使用性能、铸件加工的工艺特性以及他们之间相互关系等方面的研究基本趋于完善,并制订了蠕铁金相和牌号的部级标准[2]。
蠕墨铸铁具有接近球墨铸铁的力学性能和接近灰铸铁的良好的工艺性能,同时还具有优异的抗热疲劳、抗磨损以及较高的弹性模量和抗变形能力[3]。故近几年,潍柴动力在蠕墨铸铁研究方面投入了大量的人力、物力,并成功应用于博杜安6M26柴油机气缸体生产。
1 博杜安6M26柴油机气缸体生产条件
1.1 熔炼设备
采用冲天炉—电炉双联熔炼工艺:10t冷风冲天炉熔炼,采用搅拌脱硫(硫量低于0.02%)工艺,20t中频保温电炉升温。
1.2 蠕化设备
采用喂线蠕化工艺。喂线技术最早起步于20世纪70年代的日本,主要应用于钢的精炼技术。主要在钢水中完成以下操作:进行精炼以获得氧(O)、硫(S)含量很低的清洁钢;进行加钙处理,以改变夹杂物的特性;添加合金元素,以精确调整钢水的化学成分或使其微合金化[4]。
采用喂线蠕化,由于铁液高度的压力作用和铁水包盖隔断空气的有效流动,再加上合金包芯线是以一定速度的连续插入,这样既可避免镁蒸汽的瞬间大量爆发,保证高镁合金的安全加入,又可避免镁的大量逸出和烧损,提高镁在铁液中吸收率[5]。
1.3 蠕化剂及孕育剂
蠕化包芯线直径为9mm,芯剂量约为165g/m,芯剂中Mg含量为3.5%~5%;孕育包芯线直径为9mm,芯剂量约为210g/m,芯剂中Re含量为8%~12%。
1.4 检测设备
炉前快速热分析仪,用于快速检测冲天炉C、Si;红外碳硫仪;直读光谱仪;奥林巴斯金相显微镜;德国OCC热分析仪,用于观察蠕化后热分析曲线,判断处理后的铁水是否适合浇注(MgLn及LnLn值均在-2~2之间时适合浇注)。
2 博杜安6M26柴油机气缸体蠕铁工艺参数控制
2.1 博杜安6M26柴油机气缸体原铁水
原铁水成分控制范围见表1。

表1 原铁水成分(质量分数,%)
2.2 博杜安6M26柴油机气缸体最终化学成分
蠕墨铸铁的成分取决于铸件的性能要求及使用条件,原铁液成分应能确保最终成分和便于炉前处理。通常对原铁液的成分有如下要求:碳高、硅适当低、磷低(特殊耐磨蠕铁除外)、硫适当低且稳定,其他元素如锰、铬、钼、铜、镍等根据要求确定[6]。故博杜安6M26柴油机气缸体的碳当量选择为4.3%~4.7%,其化学成分为ω(C)=3.6%~3.8%,ω(Si)=2.0%~3.0%,ω(P)=0.05%~0.08%,ω(S)<0.03%,ω(Mg)残 =0.012%~0.018%,ω(RE)残 =0.02%~0.05%。
蠕铁的切削加工性能与球铁相近,比灰铸铁差。这是蠕铁应用于发动机缸体等有待于解决的问题之一[7];蠕铁中加入0.8%~1.0%的铜,可以稳定珠光体;加入0.2%~0.4%铜、0.2%钼、0.062%锡后,蠕铁淬透性、强度和硬度得到提高[8];博杜安6M26柴油机气缸体结构复杂,壁厚不均,考虑到缸体的强度、耐磨性及加工性能,加入铜及锡,其控制范围分别为:含Sn量为0.07%~0.09%,含 Cu量为0.60%~0.80%。
2.3 蠕化处理及浇注温度
电炉出铁水,根据原铁水成分计算合金加入量,进行炉前处理,要求处理后含Si量1.70%~2.0%。铜和稀土锭直接加在包底,75硅铁、硅钡和锡随流加入。
扒渣后,将铁水运至喂线处理站进行喂线法蠕化处理,喂线处理参数如表2所示。喂线时,先喂蠕化线,后喂孕育线。
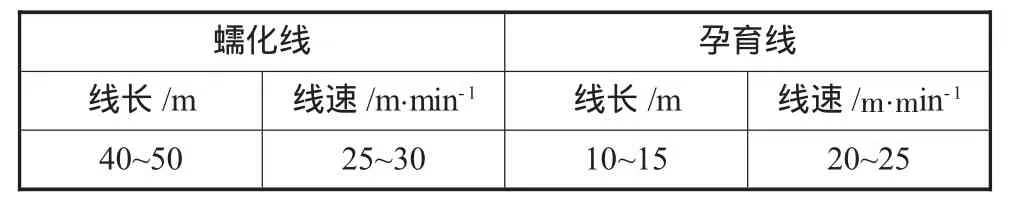
表2 蠕化处理要求
喂线处理结束之后,浇注热分析样杯(德国OCC热分析仪),观察热分析曲线,判断处理后的铁水是否适合浇注(MgLn及LnLn值均在-2~2之间时适合浇注)。
浇注碳硫试样和光谱试样,检测处理后铁水化学成分;将铁水运至预定位置,检测铁水的初浇温度,浇注温度控制1380℃~1400℃,浇注6M26气缸体和单铸试块。
3 结果及金相分析
对单铸试块和铸件本体进行理化检测,图1为本体取样位置示意图。
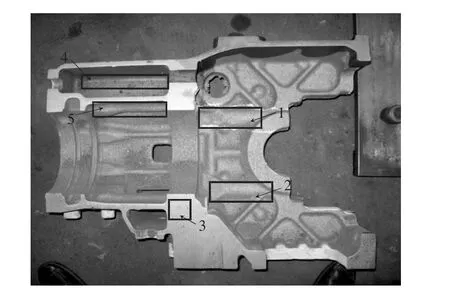
图1 本体取样位置
3.1 单铸试块
单铸试块的机械性能及金相检测结果如表3所示。
图2所示为典型的单铸试块的金相组织形貌。
3.2 附铸试块
表4所示为附铸试块的硬度及金相检测结果。
图3所示为典型的附铸试块的金相组织形貌。
3.3 铸件本体
6M26气缸体铸件本体的机械性能及金相检测结果如表5所示。
图4~图6所示为6M26气缸体铸件本体的金相组织形貌。

表3 单铸试块的机械性能及金相结果
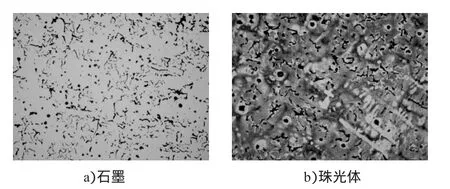
图2 典型的单铸试块的金相组织
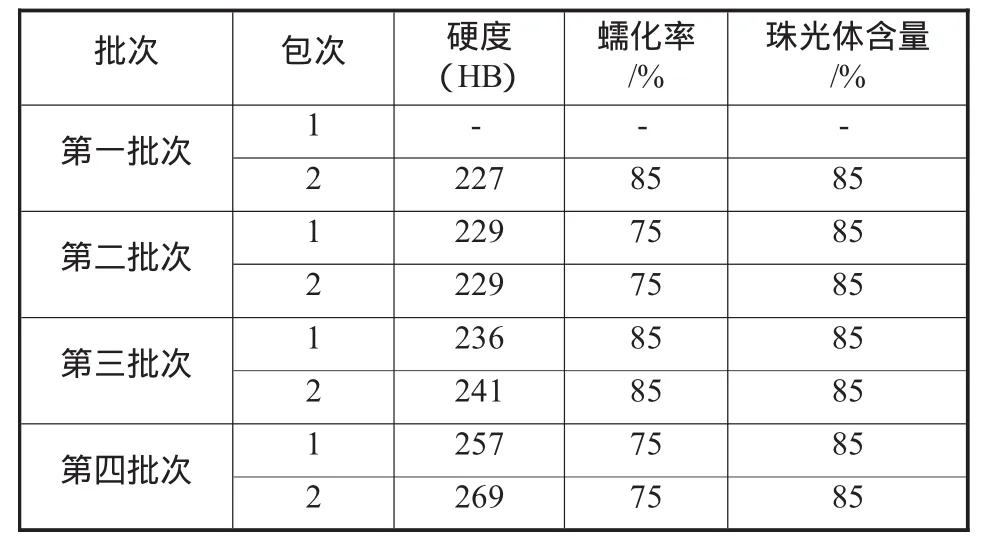
表4 附铸试块的硬度及金相结果
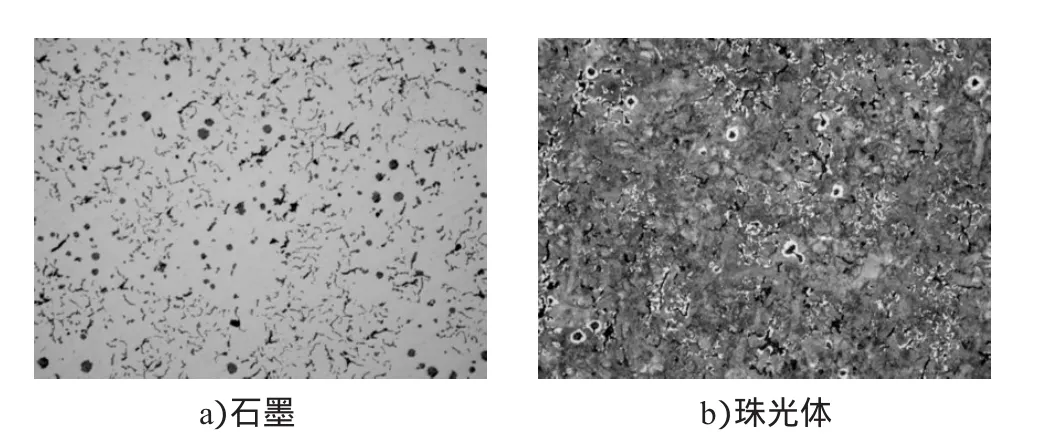
图3 典型的附铸试块的金相组织
4 检测结果分析
由表3、表4、表5中的金相检测结果及图2、图3、图4的金相组织形貌可知,石墨主要以蠕虫状出现,蠕化率在75%以上,还有部分以球状石墨出现,没有出现片状石墨;基体组织以珠光体为主,气缸体本体的珠光体含量在75%以上,单铸试块和附铸试块的珠光体含量均在85%以上。
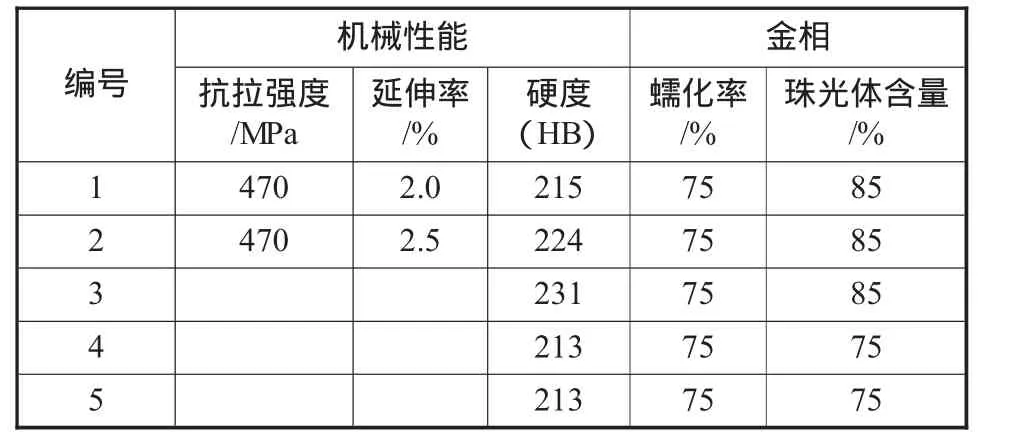
表5 气缸体本体机械性能及金相
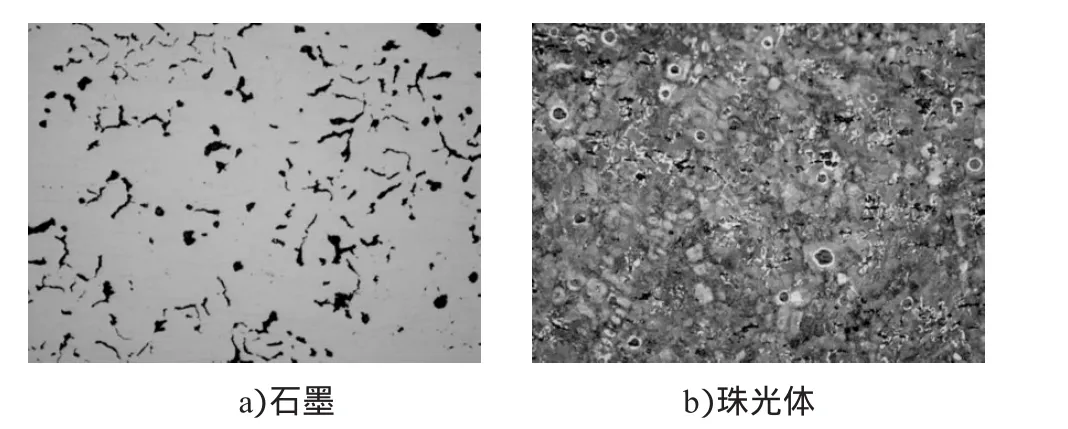
图4 本体试样1的金相组织
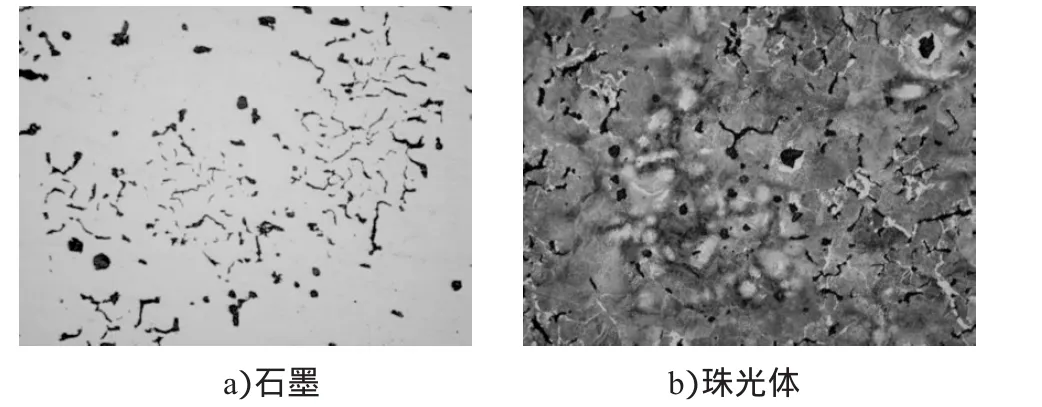
图5 本体试样3的金相组织
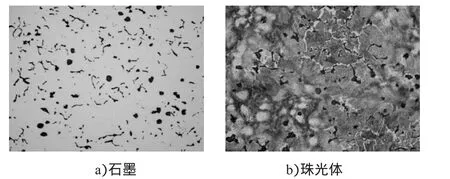
图6 本体试样5的金相组织
由表3、表4、表5中的机械性能检测结果可知,气缸体本体抗拉强度达到470MPa,单铸试块的抗拉强度在480MPa~600MPa范围内;气缸体本体和单铸试块的延伸率均在2.0%~3.0%之间;气缸体本体的硬度在210HB~240HB之间,单铸试块、附铸试块的硬度在200HB~280HB之间,单铸试块和附铸试块的硬度变化范围较宽,且部分硬度值较高。抗拉强度偏高的原因可能有:残Mg量较高,蠕化率较低,部分石墨以球状出现,提高了抗拉强度;Cu、Sn等合金含量较高,提高了抗拉强度。单铸试块、附铸试块的部分硬度值偏高可能是由组织中球状石墨的出现以及Cu、Sn等合金含量较高所导致的。
5 结论及有待解决的问题
5.1 结论
采用喂线法工艺生产的博杜安6M26气缸体本体的蠕化率在75%以上,基体组织以珠光体为主,抗拉强度达到470MPa,延伸率在2.0%~3.0%之间,硬度在210HB~240HB范围内;喂线法工艺可以生产蠕铁博杜安6M26柴油机气缸体。
5.2 有待解决的问题
采用现有喂线蠕化工艺生产的博杜安6M26柴油机气缸体中,球状石墨的含量偏高;蠕化率偏低;抗拉强度和硬度均偏高。因此,下一步在生产中从包芯线喂线长度、合金加入量等方面对蠕铁博杜安6M26柴油机气缸体材料工艺有待进行进一步的优化。
[1]张伯明.蠕墨铸铁最新发展[J].现代铸铁,2006(1):12.
[2]邱汉泉,张正德.中国蠕墨铸铁40年[J].中国铸造装备与技术,2006(1):1.
[3]陈位铭,金胜灿.蠕墨铸铁CA6110柴油机缸体的试验研究[J].铸造技术,2006(4):341.
[4]吴荷生,吴玉彬.用高镁合金包芯线生产球墨铸铁[J].铸造,1999,48(8):33-34.
[5]王会群,胡利民.利用“喂线法”处理离心复合轧辊芯部球墨铸铁水[J].铸造设备与工艺,2010(6):38-40.
[6]邓劲珊,刘治军,刘春雷,等.C6113柴油机蠕墨铸铁缸盖铸件的质量控制[J].铸造设备与工艺,2010:(4)27-29.
[7]于化顺.蠕墨铸铁生产技术及工艺[J].现代铸铁,2002(3):40.
[8]邱汉泉,张正德.中国蠕墨铸铁40年[J].中国铸造装备与技术,2006(3):19-20.
