浅谈在水泥生产中提高定量给料机的计量精度
2011-01-20唐建江
唐建江
新疆天业集团天辰化工有限公司水泥分公司(832012)
浅谈在水泥生产中提高定量给料机的计量精度
唐建江
新疆天业集团天辰化工有限公司水泥分公司(832012)
在建筑行业中,随着社会的发展,水泥生产的规模越来越大,水泥生产工艺技术日新月异,随之对水泥生产的自动化要求也越来越高,为了保证水泥生产中生料配比的精确性,保证水泥成品的稳定性,定量给料机在水泥生产线中大量应用,为大规模水泥生产线的稳定运行提供了保证。天辰化工有限公司天辰水泥分公司是隶属于新疆天业集团天辰化工有限公司的配套水泥公司,天辰化工有限公司是采用干法乙炔工艺生产聚氯乙烯的生产线,在乙炔生产中产生大量的电石渣废渣,该电石渣废渣的水分正常情况下一般保持在3%~8%左右,从而确定了天辰水泥分公司采用了新型干法窑生产线工艺,同时可以采用大量的定量给料机以保证生产中稳定精确配料的要求,根据在电石渣水泥生产线中定量给料机的使用情况,浅谈在生产中如何提高定量给料机的使用精度,保证工艺稳定运行。
定量给料机在国内的快速发展,与我国水泥行业在技术上、规模上的快速发展是同步的。10年前,国内大部分水泥厂是技术相对落后,污染大的立窑水泥厂,一般使用的定量给料机是单悬臂皮带称或双悬臂皮带称,其特点是产量低,间歇式配料。近10年来,在国家政策的引导下,逐步关停了立窑水泥生产线,兴建了大批的生产工艺先进,污染较小,产能较大的新型干法旋窑水泥生产线,为了满足水泥生产线对配料系统不断提高的产量、精度要求,国内开始大量采用申克皮带秤或者是仿申克皮带秤,尽管在控制器参数等方面国内还没有完全达到原装申克仪表的功能,当时采用申克原理的定量给料机基本满足了新型水泥生产线高产量、连续配料的要求,起到了不断提高新型水泥生产线自动化水平的作用。
通过研究申克定量给料机的工作原理,我们可以知道,假设:Q代表水泥配料的设定流量(吨/小时),P代表物料压重(kg/m),V代表实际皮带速度(m/s)。申克定量给料机(以下简称定量给料机)的称重计算公式为:
从以上公式可以得知,当物料压重P变化时,控制软件通过实际流量跟踪设定流量Q改变变频器的速度,控制电机转速,从而改变给料机皮带的线速度V,最终达到稳定设定目标Q的目的。
根据定量给料机的测量原理,各个制造公司虽然采用了不同的控制仪表,但是实现定量给料机计量称重的方法基本一致,即都是通过测量皮带速度和称重信号来得到即时称重,通过积分等方式得到累计重量。首先我们来看皮带速度V的标定。在常规的定量给料机中,皮带速度V的来源有三种:
1)在定量给料机的传动轴上安装齿轮盘脉冲测速传感器(以测速齿盘上齿个数为80计算),以控制仪表采集脉冲个数来代表实际的皮带速度V。
2)在尾轮上安装编码测速传感器(编码器选用:4 000脉冲/转),同样以脉冲个数来代表实际的皮带速度V。
3)取变频器上的反馈速度来代表实际的皮带速度V(控制器的A/D分辨率为4 000即比特率),同时在在尾轮上安装测速传感器来坐监控给料机的运行。
在生产过程中调试设备时标定速度得出的数据见表1。
从表1我们可以明显看出,第一类由于测速齿轮数量限制,采样间隙时间大,采样脉冲个数最低,同时,由于安装测速脉冲传感器距离测速齿轮距离、秤体震动带来的传感器偏移、皮带打滑等都会带来速度采样误差,因此,我们得知第一类的测速误差是最大的。
第二类测速方式是尾轮安装光栅编码测速传感器,由于其脉冲基数高,提高了分辨率,速度精度大幅提高,但是由于慢速运行时,脉冲数相对满量程变得很小,从而降低了速度计量精度,尤其是小流量或者皮带物料料层较厚时,这个问题显得更加突出,相比定量给料机的变频器工作情况,假定变频器5Hz运行时速度脉冲分辨率下降为1%,即全速运行时有(以最大1 000/s)1 000个脉冲每秒,速度分辨率为0.1%,以25Hz运行时有500个脉冲每秒,速度分辨率为0.5%,以5Hz运行时有100个脉冲每秒,速度分辨率为1%。从上表可以看出,只有皮带转速比较高的定量给料机测速精度比较高,对于其它的转速较低的定量给料机,光栅编码测速传感器的精度就显得不尽人意。虽然有不足,尾轮安装光栅编码器测速克服了皮带打滑、卡料不易发现的现场故障,给操作人员提供了判断的依据,可以及时根据参数到现场处理问题,有一定的优越性。
第三类定量给料机的测速信号由变频器的反馈速度获取(同时也要根据实际情况与皮带带速进行标定),则速度分辨率为:即全速运行时速度分辨率为1/4 000;以25 Hz运行时,速度分辨率为1/2 000;以5Hz运行时速度分辨率为1/400。精度比使用光栅编码测速传感器高一个数量级即10倍,这样大大提高定量给料机的测速计量精度。但是由于直接从变频器采样,皮带打滑和卡料造成的失控故障,就显得比较突出,因此可以采用尾轮加装测速传感器,对皮带转动情况进行监控,不管采取何种测速方式,只要控制器采样得到测速传感器的脉冲信号即可,当变频器和测速传感器测得的信号有任意一个速度为“0”时,控制器按照皮带转速为“0”处理数据,不记流量,同时,如果速度监控传感器无脉冲信号,可以判断现场定量给料机皮带打滑或者堵转,控制器发出故障报警信号,采用此种方式,即提高了速度测量精度,又解决了现场故障检测的问题,比较合理。
速度测量结束,还要进行压重的标定。一般情况下定量给料机的标定首先标定速度,然后再标定压重或流量(二者只能标定其一),我们假定压重或流量的标定误差均为2%,同时都是正误差(偏高),以中型产量的定量给料机为例,假如最大无料压重为200 kg/m,最大流量为100吨/小时。根据公式Q=P×V,可以得出给料机在在最大产量时的皮带线速度为0.138 89 m/s,两种标定结果见表2。
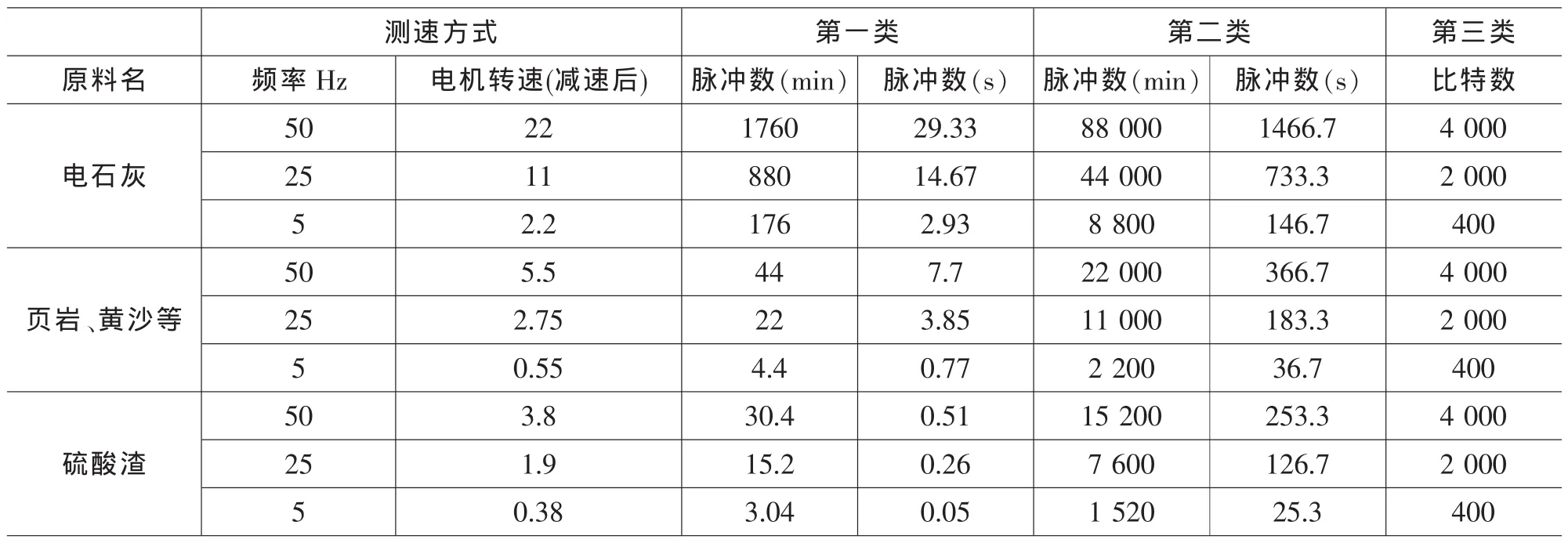
表1 生产过程中调试设备时标定速度得出的数据

表2 流量标定和实际流量标定结果
从表2我们可以得出,不论给定量给料机采用流量标定或压重标定,如果二者的标定误差相差不多,对于计量标定我们可以任意采纳其中一种。
在生产过程中,我们发现设计精度在实际应用中并不能达到可靠的精度,还有许多因素影响定量给料机的计量精度。首先我们常见的是皮带跑偏,对于这个问题,许多制造公司没有很好的解决,天辰水泥公司采用全电石渣钙质原料生产水泥,电石渣的钙质含量几乎达到100%,同样的计量误差,对于采用石灰石或电石渣两种原料之间产生的对生料配料的影响是不一样的,电石渣相对影响更大,一般的定量给料机都是主动轮和尾轮采用直辊传动,皮带跑偏后,由相关人员调整,调整后,严格来说,皮带张紧度发生了变化,标定零点自然发生漂移,误差变大,频繁调整跑偏,对生产的影响很大,为了保证生产,提高产品质量,我公司采用频繁标定的方法以保证计量精度,达到稳定生产的目的,经过研究,我们采购了主动轮和尾轮均采用纺锤型设计的定量给料机,大大降低了定量给料机的皮带跑偏情况,减少了标定次数,降低了工作量,起到了稳定生产的作用。其次,皮带打滑也是生产中常见的故障,尽管控制器能够及时报警,但是发生打滑,还是会对生产造成影响,对精度也有较大影响,经过与制造公司沟通,我们采用主动轮包胶增大摩擦系数的方法,取得了很好的效果,极大减少了打滑的现象。第三,物料压重变化较大对提高计量精度有很大影响,尤其是颗粒较大、容重变化较大、落料情况不稳定的物料影响尤其突出,在生产实践中,我们采用落料插板、物料整流挡板的方法,使皮带上物料尽可能规整稳定,减少皮带压重的波动,从而提高了定量给料机的计量精度。
经过以上论述,我们认为,采用变频器采样速度,使用压重采样皮带称重,补充尾轮测速监控,在实际生产中可以达到提高定量给料机计量精度的要求,同时,在使用中,我们要认真考虑皮带压重和测速两个基本计量单元的稳定性,不断从设备本体和使用环境,保证转速和压重的稳定性,从而达到在生产中不断提高定量给料机精度的目的。

