调节阀在石油化工装置紧急泄压中的应用
2011-01-12范咏峰陈争荣
范咏峰,陈争荣
(中国石化工程建设公司,北京 100101)
0 引 言
高压加氢装置反应系统的紧急泄压是确保装置安全的关键环节之一,通常通过切断阀和限流孔板串联实现,也有采用调节阀按几种不同的预定开度进行分段泄压的方式,该文介绍一种通过调节阀连续开度调节实现按期望的泄压速率进行紧急泄压的方法,该方法在国内某高压加氢装置中成功应用,下面针对设计实施过程中应注意的一些问题进行简要阐述。
1 概 述
采用切断阀和限流孔板串联实现反应系统紧急泄压已有很多的应用实例,但在实际操作中存在泄放流速不稳定的缺点。在泄压初期,由于限流孔板前的压力等于泄压启动前的反应系统工作压力,压力值相对较大,这时通过限流孔板的泄放流速比较大。随着时间的推移,反应系统压力下降后,通过限流孔板的泄放流速会相对较小。为在规定时间内降压到目标值,降压初期的泄放流速峰值较大,泄放流速过大对固定床反应器影响相对小些,但对沸腾床反应器将带来诸多不利,如催化剂流失、反应器内件受损等。采用调节阀按几种不同的预定开度进行分段泄压,虽然对此有一定改善但尚有不足,通过调节阀连续开度调节进行反应系统紧急泄压可以有效地解决该问题,即在整个泄压过程中尽量保持同一泄放流速泄压,初期调节阀开度较小,随着反应系统压力的下降,调节阀开度逐渐开大,补偿因阀前压力下降而引起的实际流通Cv值的下降,以实现平稳泄压的目的。泄放流速的相对平稳对于保护反应器内件、防止催化剂流失等具有非常重要的作用。两种泄压方式泄放流速对比如图1所示(图中所示曲线仅为示意,实际应用中会有偏差)。

图1 两种泄压方式泄放流速对比
2 紧急泄压模式
反应系统的紧急泄压模式需根据装置工艺条件确定,包括不同紧急状态下的泄压顺序、泄压速率、泄放流速及时间。对于因操作条件越限引起的联锁泄压,一般先将系统压力泄到一个相对安全的点,然后根据装置的状态决定是继续泄压还是等待恢复系统;对于非常紧急的情况,则将系统压力直接泄到最安全的点。下面以该高压加氢装置为例具体说明。该例中通过控制调节阀开度,调节泄放流速,从而达到在规定的时间内按期望的泄压速率进行泄压。
紧急泄压设 18 MPa(G)—10 MPa(G)和18 MPa(G)—3 MPa(G)两种模式,泄压速率控制在0.6 MPa/min。从反应系统的正常压力18.461 MPa降到10 MPa约需15 min。
18 MPa—10 MPa的泄压模式由相关的联锁条件自动触发启动,18 MPa—3 MPa的泄压模式由紧急泄压手动按钮启动(放置在控制室辅助操作台上)。
泄压过程由2个并联的调节阀 HV-101A/B按预定的斜坡函数(ram p1和 ramp2)给定值实施分程控制,采用2个调节阀使泄压系统安全可靠,并且具有较宽的可调范围。如果实际操作中由于各种原因1个调节阀的流通能力不能实现规定的泄压速率,调节阀HV-101B会在调节阀 HV-101A打到全开位置后,投入控制逐渐开启,以实现期望的泄压速率。
HV-101A/B分程控制如图2所示。

图2 调节阀分程示意
3 紧急泄压
紧急泄压流程如图3所示。
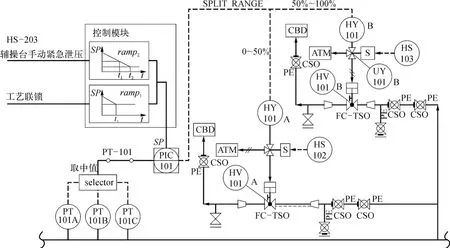
图3 紧急泄压流程
a)当工艺联锁触发后,泄压程序被启动,第一步泄压目标是10 MPa。当达到10 MPa后,如果没有进一步的潜在风险,系统会自动关闭 HV-101A/B,维持系统压力在10 MPa,随后操作员可根据具体情况进行相应的操作,如恢复系统压力等。
b)当达到泄压目标10 MPa时,系统仍然存在潜在风险,操作员可以在判断情况后,手动启动第二步泄压(HS-203),将系统压力进一步降低到3 MPa。在某些比较紧急的情况下,操作员也可以直接启动手动泄压按钮(HS-203),这样 18MPa(G)—3 MPa(G)的泄压模式立即被触发,系统压力将分两步连续泄压,第一步泄压到10 MPa(G),第二步继续泄压到3 MPa(G)。两步泄压曲线如图4所示(ramp1和 ram p2可根据不同的工艺操作要求做适当的调整)。

图4 泄压(PT101)曲线示意
4 反应系统压力值的选取
由于紧急泄压采用以反应系统压力为目标值的分程控制,所以压力控制回路测量值(PV)非常重要,设置了3个独立的压力变送器,采用取中值(等同于三取二)的算法,确保压力控制回路 PV值的可靠性。
5 调节阀的选取
由工艺提出期望的平稳泄放流速,按此流速及差压值 9.6 MPa(第一步系统泄压目标压力10 MPa减去阀后管网的压力0.4 MPa),计算出相应的Cv值,然后留一定余量,得出调节阀的选用Cv值。利用该 Cv值核算调节阀 HV-101A/B是否有足够的流通能力完成第二步的泄压,即按照0.6 MPa/min泄压速率将系统压力从10 MPa进一步降低到3 MPa。核对方法:只要2倍选用差压为2.6 MPa时的流通能力(Cv值)能够满足泄放流速的要求,并有适当的余量即可。仪表专业应提供调节阀的最终 Cv值给工艺专业作紧急泄压配套管网设计依据。由于紧急泄压系统管路相对单一,中间没有换热器等设备,调节阀前后压力基本上等于反应系统压力和管网压力之间的压力差,在选取调节阀Cv值时只要留有很少的余量即可,这样可以减少系统管网的设计成本。需要注意的是,在系统管网设计时需要考虑可能由于控制的故障或调节阀本身的故障造成HV-101A/B都处于全开的位置;阀前压力为反应系统的正常压力时,泄放流速会相对较大,管网设计应能承受这个泄放流速。
该装置反应系统的泄压方案为今后更改留有余地,调节阀HV-101A/B可以根据反应系统压力PT-101进行压力回路PID的分程控制,同时又可以根据实际操作需要实现控制室或现场的手动两位式开阀或关阀操作,调节阀选用双气缸调节阀,同时具有连续调节/两位式开阀/两位式关阀功能,以2位3通电磁阀为例的气路连接如图5所示,实际应用中可以根据具体功能的不同要求简化气路连接。

图5 2位3通调节阀气路控制示意
电磁阀S1和S2的状态和调节阀状态对应值见表1所列。

表1 电磁阀和调节阀状态对应
装置正常运行中应避免紧急泄放阀 HV-101A/B的故障打开,为此 HV-101A/B选用 FC阀门。为了在气源故障时也能实施紧急泄压,调节阀HV-101A/B均配置了储气罐,在气源故障时,调节阀仍然可以正常打开和关闭一次。
6 控制和逻辑的实现
紧急泄压由装置的相关联锁逻辑触发,紧急泄压的分程控制和泄压速率的斜坡函数等由相应的运算及控制模块实现。
a)在正常工况下,PIC-101处于锁定状态,输出强制为0,确保HV-101A/B处于全关状态。
b)当泄压逻辑被触发后,泄压曲线 ram p1被自动启动,PIC-101被强制到自动模式,通过分程控制自动调节 HV-101A/B的开度。系统压力将按照0.6 MPa/min的下降速率通过 HV-101A/B的逐步打开下降到 10 MPa。当系统压力达到10 MPa后,如果手动泄压(控制室辅助操作台手动按钮)没有被启动,系统自动强制PIC-101到手动模式,并输出为0,HV-101A/B处于全关状态。
c)当泄压逻辑被复位后,PIC-101自动被强制处于锁定状态,输出强制为0,确保HV-101A/B处于全关状态。
d)当手动泄压被触发后,泄压曲线 ramp2被自动启动,PIC-101被强制达到自动模式,通过分程控制自动调节 HV-101A/B的开度。第一步,系统压力将按照0.6 MPa/min的下降速率通过 HV-101A/B的逐步打开下降到10 MPa;第二步,系统压力将按照0.6 MPa/min的下降速率通过HV-101A/ B的进一步打开而下降到3 MPa。当泄压逻辑被复位后,PIC-101自动被强制处于锁定状态,输出强制为0,确保HV-101A/B处于全关状态。
e)当手动泄压被触发后,泄压系统首先判定当前是否正处于第一步泄压过程中,如果不是,则按步骤d)中的程序开始泄压。如果正处于第一步泄压过程中(即在手动泄压被触发前,泄压逻辑已经由于工艺过程的原因而被触发了),则需要等待系统压力被降低到10 MPa后,再从 ramp2的 t1处继续开始泄压到3 MPa。
7 结束语
该装置在调试、联运及投产后的计划开停工过程中,采用调节阀方式的紧急泄压系统进行了多次测试及实际应用,都达到了良好的控制效果,符合设计要求,泄压过程中保持了相对平稳的泄放流速,在预期的时间内达到了设定的泄压目标值。通过实际应用说明了调节阀在石油化工装置中的应用为一种有效的方式。
[1] 朱 江.加氢裂化装置紧急泄压系统限流孔板的核算[J].中国特种设备安全,2006,(1):15-19.
[2] 孙剑利.加氢裂化紧急泄压系统的试验和泄压孔板内径的理论计算[J].石油炼制与化工,1996,(2):62-66.
[3] 藏忠涛.浅析加氢裂化装置安全保障体系[J].石油知识, 2009,(2):24-27.
[4] 李立权.加氢裂化装置操作指南[M].北京:中国石化出版社,2005:240-256.
[5] 韩崇仁.加氢裂化工艺与工程[M].北京:中国石化出版社, 2001:796-819.
[6] 刘 军.切断阀采用电磁阀达到相对连续控制的探讨[J].石油化工自动化,2009,(3):62-63.
[7] 唐丹蓉.电磁阀在石油化工装置安全联锁保护过程中的设计与应用[J].石油化工自动化,2003,(4):12-15.
[8] 陆德民,张振基,黄步余.石油化工自动控制设计手册[M]. 3版.北京:化学工业出版社,2000,350-352.
[9] 孙 旭.气动切断阀实现三位控制的探讨[J].石油化工自动化,2003,(5):85-87.
[10] 周超群.电磁阀的原理及其在工程设计中的应用探讨[J].石油化工自动化,2006,(5):92-94.
[11] 国家石油和化学工业局.SH 3005—1999石油化工自动化仪表选型设计规范[S].北京:中国石化出版社,1999.
[12] 田 静,刘 棋,苏广全.火灾泄压放空时限流孔板的实验论证[J].天然气与石油,2010,(8):26-28.
[13] 侯长江,唐松林,于靖民.化工装置调节阀的维护与常见故障分析[J].自动化仪表,2010,(9):73-75.
