PID手动设定值在燕家河煤矿洗煤厂密控系统中的应用
2011-01-06李一鑫刘雁鹏
李一鑫,刘雁鹏
天地科技股份有限公司唐山分公司,河北唐山 063012
PID手动设定值在燕家河煤矿洗煤厂密控系统中的应用
李一鑫,刘雁鹏
天地科技股份有限公司唐山分公司,河北唐山 063012
密控系统在洗煤厂重介控制系统中起着非常重要的作用,洗煤产品质量与其调试完善程度有着直接的关系,而PID是密控系统的核心,通过其使密度值与加水开度形成对应关系,以达到对密度稳定性的控制。
密控系统;手动值;PID
1 概述
陕西燕家河煤矿洗煤厂原为生产动力煤,后改为生产炼焦煤,对产品灰分的精度提出很高的要求,而随着其入洗量的增大,其工艺系统必须进行改扩建,需要加入一套密度自动控制系统对生产工艺进行控制与在线监测。
2 改造方案
重介系统中产品的灰分与密度密切联系,密度不稳定的波动都会对灰分产生较大影响,从而影响产品的质量。重介系统理想状态下是一个封闭的循环系统,但由于实际生产中跑、冒、滴、漏现象不可避免的发生和产品带走的循环水和介质,这些因素都会对系统的稳定性造成一定的影响,所以要想使系统密度保持一个相对稳定状态需对系统进行加水作业来进行控制,加水的作用是当系统密度增高通过加入循环水使系统密度下降,工业现场中一般用执行器配上阀门,通过控制阀门的开度对加水管道的流量进行控制,以达到密度的稳定。
3 控制原理
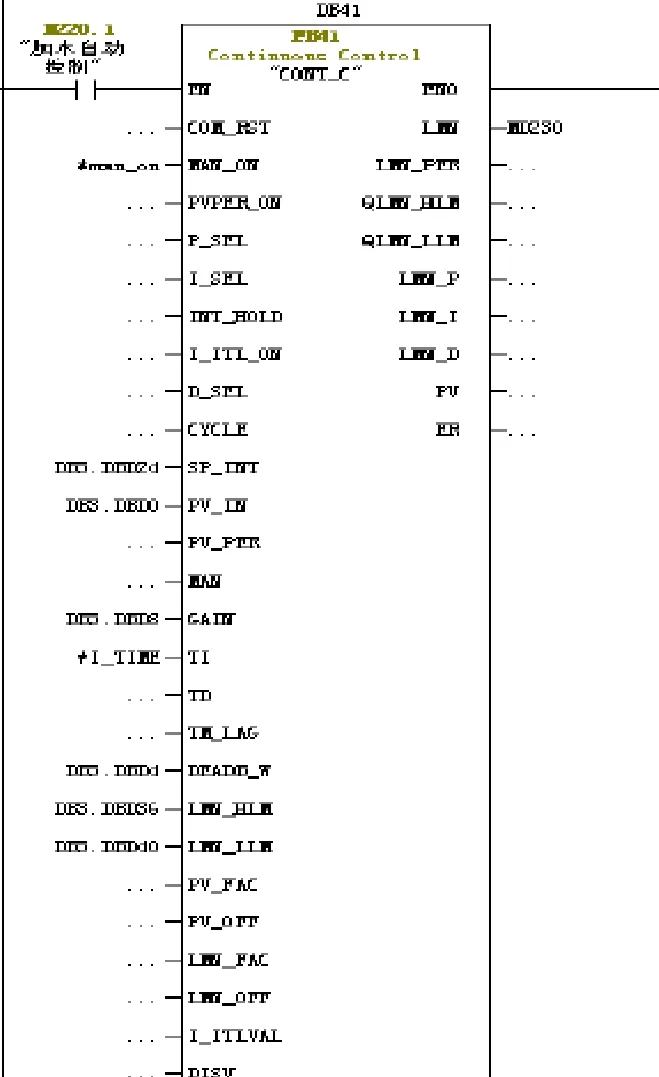
图1
加水自动控制系统主要由密度计、加水执行器、可编程逻辑控制器(PLC)形成闭环控制系统,通过软件中的PID来调节加水执行器的开度。
在PID调节系统中,其过程控制方式就是将被测量,如温度、压力、流量、成分、水位等,由传感器变换成统一的标准信号送入调节器,在调节器中,与给定值进行比较,然后把比较出的差值进行PID运算。密度控制系统是把密度计的测量值送入可编程逻辑控制器(PLC),其值和洗煤设定的密度值进行比较,如果比较值大于设定的误差值,可编程逻辑控制器(PLC)通过PID就会产生一个输出信号对加水执行器阀门开度进行控制,从而通过控制循环水量的大小对密度进行调节。
可编程逻辑控制器采用西门子S7-300,编程软件采用STEP7,其PID梯形图如上。
图1中DB3.DBD24为密度测量值、DB3.DBD0为密度设定值、DB3.DBD8为比例(P)控制、#I_TIME为积分(I)控制、DB3.DBD4为死区、DB3.DBD36为加水上限值、DB3.DBD40为加水下限值,MD230为阀门开度控制值。
控制原理为:密度测量值与密度设定值进行比较,其偏差值如果大于死区,则PID自动控制阀门的开度,其中:LMN_P=GAIN * e(t);即比例作用项P;

由此可知,PID的运算输出是OUT(t)是比例作用项P(LMN_P)、积分作用项I(LMN_I),和微分作用项D(LMN_D)三项同时作用的总和。
I参数越大,积分作用越弱,而D参数越大,微分作用越强。从现场的实际应用情况来看,通过采用PID对密度进行控制发现密度实际测量值在密度设定值上下进行波动,但波动超出了正常生产的范围,由于采用的是介质桶上加水,水进入介质桶后需要一定的时间与桶内液体混合作用到介质管上,而密度计安装在介质管上,从而使水量的控制出现滞后,产生超调现象,导致密度值波动偏大,从而使产品灰分达不到要求。

图2

图3
观察实际生产中的密度测量值,发现之所以出现水量控制滞后现象是由于重介系统循环周期时间长,加水量的变化没有及时使密度测量值发生改变,从而使密度与加水没有产生对应的线性关系,PID的调节没有及时与实际参数结合,分析原因是PID调节产生了延迟,观察发现PID调节参数中可以设定手动值参数,那么通过适当方式加入手动值是否能解决延迟问题,通过这个思路决定在PID中加入手动值调节。
下面对PID系统进行了改进如图3:
其原理为:图2中首先对密度测量值与密度设定值进行比较,如果比较偏差在死区范围内,则启动PID手动值功能,图3中加入了手动值设定DB3.DBD16,,当偏差在死区范围内则开度的控制由手动值来控制,其手动值可根据实际情况进行设定,当偏差在死区范围外则由PID进行自动控制。
4 改造效果
由于在PID控制中加入了手动值,使密度测量值刚进入死区时阀门的开度就根据设定的手动值进行了调整,当密度测量值偏离死区时,阀门开度从手动值开始进行调整,手动值的加入使PID产生了一个预判,有效控制水量的调节,从而使滞后现象得到明显的改善,密度值的波动范围满足需要。手动值的加入使系统根据煤质的变化灵活的进行控制调节,使系统的适应性增强,对产品的产率有一定的提高。
洗煤厂密控系统需根据煤质、生产工艺进行适当的调节,具体问题具体分析,根据实际情况调节参数使系统达到稳定状态,这样洗煤的效果是最佳的。
[1]魏泽国,黄章,等著.自动控制原理[M].煤炭工业出版社.
[2]微型计算机控制技术.黄一夫主编[M].机械工业出版社.
[3](SIEMENS)西门子 S7-300/400 PLC编程软件.西门子公司参考手册.
TD8
A
1674-6708(2011)50-0184-02
李一鑫,工程师,工作单位:天地科技股份有限公司唐山分公司,主要从事自动控制领域方面的工作
