浅谈轻质高强高耐腐桥架
2011-01-05杨建华刘葳
杨建华 ,刘葳
浅谈轻质高强高耐腐桥架
A Perception on Light High-strengthh High Corrosion-resistant Bridge Frame
杨建华1,刘葳2
1 轻质高强高耐腐桥架生产工艺
轻质高强高耐腐桥架的制造采用了两道关键工序:一是辊轧冷弯数控一次成型工艺,辊轧冷弯成型是通过顺序配置的多道次成型轧辊,把卷材不断地进行辊轧横向弯曲,在侧帮立面形成有凹凸型瓦楞结构,局部关键受力部位采用了复合夹层板激光数控对焊加工工艺,以制成特定断面型材的工艺技术,完全取代了传统桥架以平板折弯成型粗糙加工工艺结构;另一个是表面高耐腐气相缓蚀(VCI)双金属复合涂层工艺,镀涂层采用鳞片状锌粉和铝粉混合配置的锌铝粉代替传统的球状锌粉作填料,由VCI分子扩散迁移到涂层封闭空间的每个角落,包括孔洞、凹槽等,形成了VCI气氛,连产品的断面和表面受创伤划痕等抗腐蚀最薄弱的部位也受到VCI气氛扩散迁移的覆盖,隔断和阻止了腐蚀介质的侵蚀,达到自修补修复的作用。
2 产品特点
轻质高强高耐腐桥架与传统焊接工艺热镀锌桥架相比,具有设计新颖、结构合理、自重轻、强度高、刚性好、耐腐蚀性强、成本低廉、可分拆包装等特点,其主要突出表现在轻质、高强、高耐腐。
2.1 轻质
轻质高强高耐腐桥架的重量要比传统焊接工艺热镀锌桥架轻20%左右,为包装、运输以及现场安装减轻劳动强度提供了便利(表1)。
2.2 高强
轻质高强高耐腐桥架产品强度高、刚性好,在支撑跨距2m的情况下,加载试验均布载荷6000N/m,挠度值为8.64mm,抗载能力达到C级以上。而传统焊接工艺桥架,在同样支撑跨距2m的情况下,加载4500 N/m额定均布载荷,挠度值不大于10mm(支撑间距P/200),抗载能力只能达到B级(表2)。
2.3 高耐腐
轻质高强高耐腐桥架使用的钢板减薄,用户担忧抗腐蚀裕度达不到使用寿命的要求,高耐腐气相缓蚀(VCI)双金属复合涂层技术的应用,彻底解决了节能桥架在防腐方面的难题。节能型桥架高耐腐双金属涂层经国家电工产品环境适应性检测中心3500h盐雾试验、1000h化学腐蚀气体(SO2)试验、240h酸碱介质浸泡试验、300h交变湿热试验检验,无腐蚀现象,全面提升了该产品的抗腐蚀裕度,达到高效、长效抗腐蚀性能和环保的要求,是最为理想的金属表面处理方法(表3)。而目前我国传统桥架生产厂家表面处理一般采用热镀锌工艺,热镀锌是通过锌层的氧化消耗来起到防腐蚀、保护基体钢板的作用,锌层的厚度决定其抗腐蚀裕度,从而造成锌的大量消耗,导致锌资源紧缺,同时工艺过程的污染也给环境造成很大的损害。

表1 轻质高强高耐腐桥架与传统焊接工艺热镀锌桥架重量对比

表2 机械负载性能试验结果(以400×100同规格桥架为例)
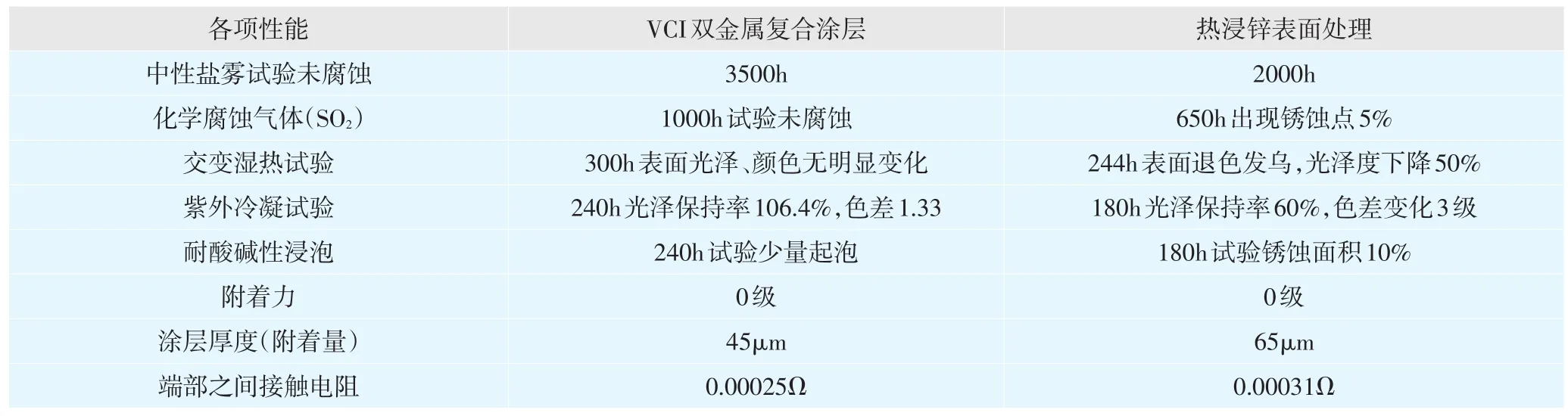
表3 桥架防腐层人工环境试验对比
通过上述试验对比可见,VCI高效防腐涂层表面处理较之热镀锌表面处理,耐腐蚀性能更强,更适合长途国际海运抗腐蚀。海滨区域、酸碱强腐蚀场所安装使用可保证15年以上不退色、不锈蚀,表面涂层耐高温也能达到400℃以上。
TQ172.8
BB
01-6171(2011)03-0110-02
通讯地址:1天津水泥工业设计研究院有限公司,天津 300400;2天津理工大学,天津 300191;
2010-09-01;
吕 光
