回转窑小齿轮的补焊修复
2011-01-05郝文静郭采凤
郝文静,郭采凤
回转窑小齿轮的补焊修复
Repair Welding of Pinion for Rotary Kilns
郝文静,郭采凤
1 前言
回转窑中小齿轮材质为35CrNi3Mo,锻件,重量为2000多公斤,因加工后轮齿超差,不能达到设计要求,故需进行补焊修复。
2 焊接性分析
35CrNi3Mo属于低合金高强钢,有很高的强度韧性及淬透性和抗过热稳定性,有回火脆性倾向,焊接性较差,焊后易产生裂纹。因回转窑小齿轮已加工完成,也已进行了调质,故焊后不能再调质处理。焊后要求等强且有抗裂性能,为了防止应力集中,要严格保持低氢状态,所以需制定合理的焊接工艺方案,以避免裂纹的产生,并要进行焊后回火处理。
3 焊接工艺方案的确定
3.1 焊接方法
采用焊条电弧焊
3.2 焊接材料
除要求不产生冷热裂纹外,还应遵循等强度原则。经过对小齿轮锻件机械性能的分析得知,其抗拉强度为600MPa,而A507抗拉强度为610MPa,选择抗裂性能好的铬镍基奥氏体不锈钢焊条A507焊条作为焊接材料,并控制焊缝的扩散氢含量,则能满足要求。
3.3 焊接参数
为减少热输入量,我们选择小的焊接工艺参数,使用A507焊材,直径2.5mm,直流反接,焊接电流60~80A,电弧电压16~18V。
3.4 焊前预热
为了防止出现焊接裂纹,采用较高的预热温度,考虑现场的实际情况,将预热温度定为250~300℃。
3.5 焊接设备
使用焊条电弧焊机ZX5-400B,并且要直流反接。
3.6 热处理规范的确定
在焊后不进行调质处理的前提下,为避免裂纹需进行焊后回火处理,但热处理温度必须比母材原始淬火后的回火温度低50℃左右,否则焊接接头及母材非焊接热影响区可能软化,产生韧性降低现象。由于母材淬火后回火的温度为630℃,故确定补焊后热处理回火的温度为550~600℃,这样去应力才充分。
4 焊接工艺的实施
4.1 焊前准备
焊前焊条需要经250℃左右烘焙1h,烘干后将焊条放入保温箱中保温待用。
4.2 焊前清理
将需要施焊的部位进行清理,去除油污、水分、灰尘和氧化膜等杂质,清理好后要及时施焊,否则需重新清理。
4.3 焊前预热
用氧气乙炔焰对焊件进行预热,预热温度为250~300℃,预热温度用远红外测温仪测量。
4.4 焊接实施
在引弧板上引弧,电弧不要过长,电弧过长易产生热裂纹,所以要采取短弧焊接,弧长一般为2~3mm,堆焊层附近做防止飞溅处理,各齿补焊处要交替进行,以控制焊接变形,清除焊渣,层间快速冷却。焊后立即作550~600℃的回火处理。
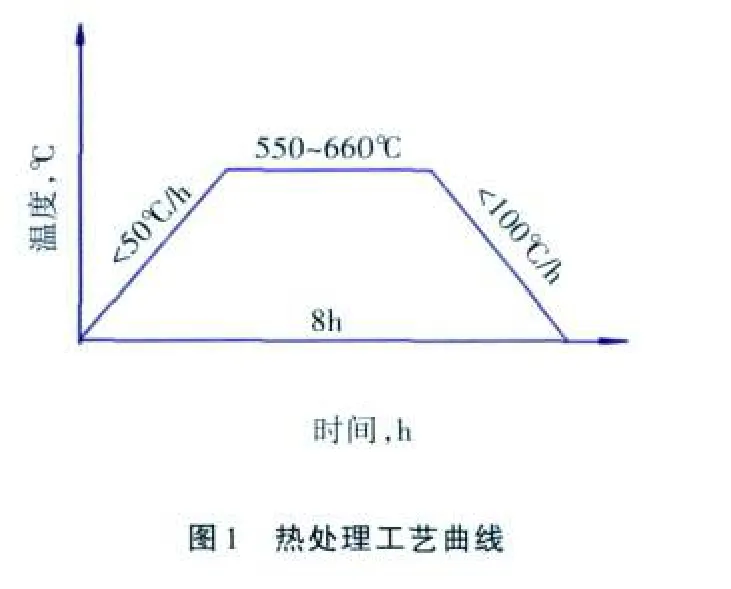
4.5 焊后热处理工艺曲线
焊后热处理工艺曲线见图1。每小时升温不大于50℃,升至550~600℃,保温8h,冷却时每小时降温不得大于100℃,200℃以下可出炉。
4.6 焊后检查
进行超声波探伤检查,没有发现裂纹等焊接缺陷,并符合设计要求的GB/T6420中3级的规定。
5 结语
通过以上工艺过程的实施,成功地对小齿轮进行了补焊处理,得出结论如下:采用焊条电弧焊接,并进行焊前预热,选择合理的焊接规范及焊接实施工艺,焊后立即进行热处理,通过探伤检查,补焊质量良好,达到了预期的效果,通过实际运行,一切正常。
[1]成大先.机械设计手册[M].北京:化学工业出版社.
[2]杜国华.实用工程材料焊接手册[M].北京:机械工业出版社.
TQ172.622.29
B
1001-6171(2011)03-0044-01
通讯地址:朝阳重型机器有限公司,辽宁 朝阳 122000;
2010-10-21;
赵 莲