HTS钻削系统在辊压机加工中的应用
2011-01-05康勇于来义
康勇,于来义
HTS钻削系统在辊压机加工中的应用
Application of HTS Drilling System in the Machining of Roller Press
康勇,于来义
1 前言
辊压机机架剪力销孔是轴向上下面分体结合的长孔,表面粗糙度Ra3.2,尺寸精度为ϕ110H7。通常多采用镗床钻孔-扩孔-铰孔的加工方法,由于孔深大,普通镗杆变形较大,轴向结合面产生切削振动,刀具磨损严重,孔加工后出现颤纹及锥度,表面粗糙度达不到要求,而且加工工序多,加工效率低。因此大型辊压机机架剪力销孔的加工成为一道困难工序,为了解决这一问题,我们在加工TRP140×140辊压机ϕ110mm×700mm剪力销孔时,在TK6922A数控镗床上采用了HTS钻削系统,先钻孔后铰孔,不但保证了剪力销孔的加工精度和粗糙度要求,而且加工效率大大提高。
2 刀具结构及使用情况
HTS钻削系统为先进的钻、扩孔为一体的钻削系统,该钻为内冷设计,钻尖及刀体上共有四个喷水孔,由于我公司的数控镗铣床未接通冷却液及冷却系统,因此采用外接高压水泵、自制水槽的方法冷却。
下面具体介绍一下HTS钻在我公司加工TRp140×140辊压机ϕ 110mm×700mm剪力销的使用情况:
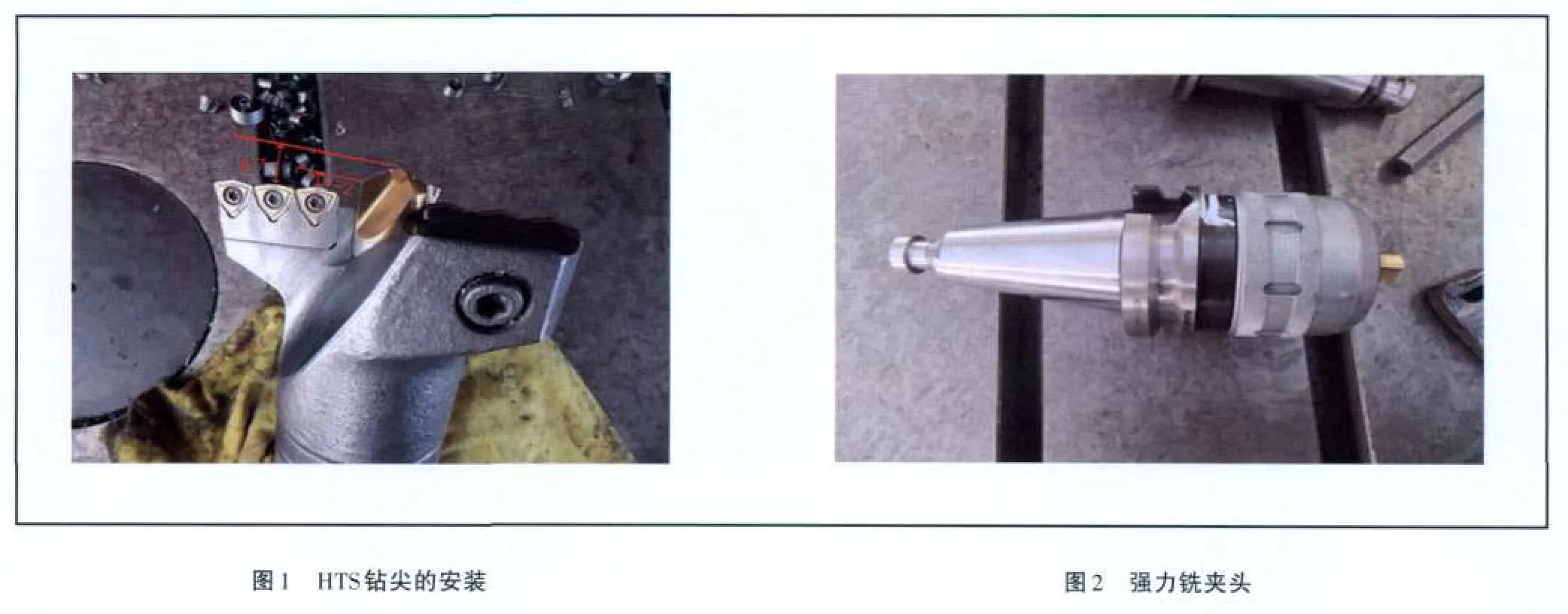
HTS钻 尖( 图 1),型 号B510S20000/AS3钻削头上钻尖下部有顶丝,使用时安装好两侧面6块刀片后,调整钻尖与其余刀尖高度为8.7mm,或是钻尖圆柱端高于其余刀尖1~2mm。
强力铣夹头C42/20/QM(图2),夹头的意义在于精度较高,因此打出的中心孔较正,定位较准。打中心孔应注意,钻尖圆柱端进去0.8mm,尺寸误差0.02mm以内。工艺块与轴承座体有间隙,首先加工R80深50mm凹台,然后打定位中心孔,防止HTS钻加工时的颤动、定位不稳等问题发生(图3)。
水槽设计:(1)要多层过滤,防止铁屑进入高压水泵(QBV/935-385功率 3kW,流量 3m3/h),导致钻头磨损。(2)避免冷却液循环污染及水的浪费。
刚进刀时注意转速及进给要小,S=80r/min,F=6mm/min,待进入一小段以后进给及转速可以适当调到S=115r/min,F=8mm/min。在加工过程中切忌停车,若停车后再启动办法如下:主轴退回0.2mm给转数、进给继续加工。切忌加工中断冷却液,通孔出刀时转速进给也要和进刀时一样。
光洁度可以达到Ra3.2,粗加工没问题,但是要作为精加工(不留量)还是有些风险的。
钻头的止动装置,长螺栓固定在划枕上,优点是简单、方便,缺点是Z方向只能移动划枕加工(划枕伸长后误差很大向下弯曲最大0.5mm左右)。

在使用时要注意:(1)工件要装夹牢固;(2)水槽中的冷却液一定要充足,不能断续;(3)正确掌握机床刀具的切削用量和切削速度。
[1]王先逵,机械加工工艺手册[K].第2卷,北京:机械工业出版社.
[2]吕亚,重型机械工艺手册[K].中国第一重型机械集团公司.
3 两种加工方法效率对比
(1)普通方法打销孔ϕ110mm,700mm长。
aϕ70mm加长钻头打底孔S≤80r/min、F12-16mm/min、T=700mm ∕12mm/min=58min,时间约为1h。
b用ϕ60mm,700mm长镗杆扩孔,单边 5mm,S=60r/min、F=12mm/min,扩 两 刀 尺 寸 为 ϕ90mm、T=700mm/12mm/min=58min,两刀时间约为2h。
c用扁圆形ϕ80m,镗杆700mm长,吃刀深度单边5mm,S=60r/min、F=12mm/min,两刀加工到ϕ109、t=700/12=58min,两刀时间约2h。
d半精加工(白钢刀)。单边留0.05mm,S=40~70r/min、F=6mm/min,镗700长,时间约2h。
e精加工(浮动镗刀)。S=15r/min、F=10~20mm/min,用 时约1h。
打一个ϕ110mm孔粗加工孔用时为5h,加上磨刀、上刀时间共6h。
(2)用 HTS钻打一个长700mm、ϕ110mm孔,粗加工(直径 留 量 1mm)时 ,S=115~130s/min、F=15mm/min,用时约1h。
使用HTS钻粗加工长700mm、ϕ110mm销孔,每个约节省5h,16个销孔共节约80h。
按我厂实际情况保守估算,TK6922A镗床每小时耗费600元(电费+机床损耗+耗油费)。
打一个销孔节省费用:
5h×600元/h(每小时数控机床耗费)=3000元
加工一台辊压机16个销孔节省费用:
80×600元/h(每小时机床耗费)=48000元
加工一台辊压机销孔节省时间:80h/16h(每天开两班)=5d
4 结语
HTS钻削系统效率高,利用HTS钻削系统进行粗加工结合白钢刀半精加工及浮动镗刀精加工的方法,在辊压机剪力销孔的加工中具有较高的实用价值。
TQ172.639
B
1001-6171(2011)05-0083-02
通讯地址:中材(天津)重型机械有限公司,天津 300400;
2011-01-13;
吕 光
