The Significance of Proper Pour Point Depressant Selection when Formulating Engine Oils to Meet the ILSAC GF-5 Specification
2011-01-04JoanSouchikLixinRan
Joan Souchik,Lixin Ran
(1.Evonik RohMax USA;2.Evonik Degussa(China)Co,Ltd.)
The Significance of Proper Pour Point Depressant Selection when Formulating Engine Oils to Meet the ILSAC GF-5 Specification
Joan Souchik1,Lixin Ran2
(1.Evonik RohMax USA;2.Evonik Degussa(China)Co,Ltd.)
Pour point dep ressants(PPDs),also know aswax crystalmodifiers,are polymeric materials thatwhen added to am ineral based lubricant can significantly improve the low temperature low shear properties or pumpability of an oil.Formany years the lubricant industry has set requirements for pumpability of engine oils,with the most well known requirement being the ASTM D 4684 MRV TP-1 specification within SAE J300.ILSAC has gone a step fu rther in their GF-4 and GF-5 specifications by requiring these generations of oil to be tested for pum pability after severe ageing.As the number and severity of pum pability tests increase the need for proper PPD selection becomes very apparent.This paper w ill present a b rief history of pumpability and the tests used tomeasu re low tem perature shear viscosity,includ ing the new ROBO test for aged oils.Data will be p resen ted to show that,with proper PPD selection,an oil can easily be formulated to meet all the low tem peratu re low shear requiremen ts of SAE and ILSAC.
PPD;ROBO;MRV TP-1
1 Engine Oil Pum pability
As stated above,pour point dep ressants are polymeric molecu les that are added to m ineral oil-based lubricants to im p rove the cold flow p roperties of the lubricants.W ithout the addition of a PPD,many lubricants at cold tem peratures wou ld be too viscous to flow easily and the resu ltwou ld be little or no lubricantmoving through the system.Paraffinic stocks make excellent lubricants because they are chem ically stab le,resistant to oxidation,and have good viscosity index values.However,paraffinic stocks,by their nature,contain waxy materials,which,if unhindered,can form crystal networks and ultimately cause pumpability failures at low temperatures.In addition,other sources of waxy material,some viscosity index improvers(VII) and com ponents of the detergent-inhibitor(DI) package,can participate in the crystallization p rocess and exacerbate any pum pability issues.
For the consumer,this p rob lematic behavior cou ld be seen in one of two types of failures.The first type of pumpability failure is called Air Binding and is depicted in Figure 1.

Figure 1 Pum pability air binding w ith an oil in a typical engine oilpan
Suppose a car is left to rest overnight in cold temperatures.The bulk oil,residing in the oil pan,will cool and as it does waxy components in the oilwill crystallize.Over time,these crystals can associate with each other creating a crystal or gel network.When the engine is started,a small bit of oilmay be pumped into the engine as the oil pump has enough energy to break apart the fragile wax network at the oil screen.Just away from the oil screen,the wax crystal network remains intact leaving a well or air gap at the screen.As the pump continues to call for oil,air is sucked into the engine,hence the term“air binding”.As air is a poor lubricant,this behavior could lead to engine failure.
The second type of pumpability failure is called Flow Limited and is depicted in Figure 2.

Figure 2 Pum pability flow lim ited w ith an oil in a typical engine oilpan
Suppose,again,a car is left to rest overnight in cold temperatures.The bulk oilwill cool and as it doeswaxy components in the oilwill crystallize.However,this time,as the waxy molecules in the oil crystallize,they do not form a strongly organized crystal or gel network.They do associate sufficiently enough,forming large crystals,which impede the flow of the non-crystalline,smaller oil molecules,which in turn greatly increases the viscosity of the oil.In this flow limited situation,the oil becomes so viscous that it can not be pumped into the engine,again most likely leading to engine failure[1-2].
Methods to predict pumpability of fresh engine oils have been studied for well over thirty years.The first SAE J300 Engine Oil Viscosity Classification to include a requirement to measure a viscosity to p redict pumpability was published in Sep tember 1980[3].This viscosity measurement was made in the M ini-Rotary Viscometer(MRV).The method,ASTM D3829[4],was developed to correlate w ith a large set of engine pumpability data using oils of the time period.The test required two measurements to be made,one to predict Air Binding(called yield stress)and the second to predict Flow Lim iting behavior(a viscosity).However,very soon after the ASTM D3829 testwas imp lemented several oils that had passed the new test for both viscosity and yield stress were proven to cause real world engine failures under a specific cold temperature cycle[5].Aftermuch industry evaluation it was determ ined the ASTM D3829 cooling cycle was too fast and the lack of time at cold temperature p revented the wax crystals from form ing to their fu llest extent in the bench p rocedure[6].The resu lting,slower cooling cyc le p rocedure,ASTM D4684,MRV TP-1,was developed and has been in all versions of SAE J300 since 1985 w ith subsequent versions refining the final test temperature for all W grades and changing the test limits to reflect modern engine pumping capabilities[7-8].
Of course,other cold temperature pumpability test procedures do exist and each can be used to further understand the low temperature behavior of an oil.For engine oils,another prominent procedure is the Scanning Brookfield technique,ASTM D5133[9].Scanning Brookfield has been a part of the ILSACGF specification formany years and is still a required procedure in the October 2010 version,ILSAC GF-5[10].
2 Modern Day Pum pability Concerns
In 2000 and 2001,a new pumpability concern was identified by Bartko,et al.in their SAE papers[11-12].Their concern was with the pumpability of used oil,not fresh oil.One of their conclusions was that used oils with high levels of oxidation,nitration,insolub les,and fuel dilution create a risk for poor low temperature performance(asmeasured by the MRV TP-1 procedure) while other rheological properties were not necessarily high.An exp lanation for the poor low temperature MRV TP-1 response in severely oxidized oils could be that in the oxidation p rocess polar molecu les were formed.These polar species associate to form gel like structures at cold temperatures but not at warmer temperatures so that they are not detected by the traditional high temperature viscositymeasurement of used oil.
Based on this work,the industry recognized the possibility existed that used oils,albeit severely used oils,did pose a risk for engine failures due to poor pumpability.
And so,ILSAC acted quick ly to institute a new pumpabilitymeasurement.In the ILSACGF-4 specification[13],a MRV TP-1 was required to be run on the end of test oil from the Sequence IIIGA engine test.The Sequence IIIGA is a Sequence IIIG conducted to evaluate only the ability of the oil to retain acceptable rheological performance.This testwas chosen because itwas already in use and its protocol was accepted by the industry.The Sequence IIIGA test uses a fired gasoline engine(1996/1997 GM V-6 3.8 L)operating at 3600 rpm and 150℃for 100 hours[14],clearly a severe operating environmentwhere oxidation was expected and known to be occurring.After the test is completed,the oil is drained and its high temperature(40℃)and,now,low temperature(prescribed temperatures for each W grade)viscosities are measured.As stated above,the low temperature viscosity ismeasured via MRV TP-1 with the limits set at60.000mPa·s and no yield stress(<35 Pa).With this as a required measurement one more opportunity for engine failures due to poor pumpability has been blocked.
In early 2000,when the need to understand used oil pumpability became evident,work had already started at the Evonik RohMax labs on the development of a bench procedure to simulate the oxidation and evaporative losses encountered in the Sequence IIIGA engine test with the key objective being to develop a bench test that duplicated the Sequence IIIG aged oil rheology.Work focused initially on the evaluation of the three ASTM Sequence IIIG matrix oils,one SAE 5W-30 and two SAE 5W-20 oils,in the bench test.These oils are the reference oils for the engine test and as such ample engine test data existed for all three oils.After several years of testing and adjustments,the ROBO,Romaszewski Oil Bench Oxidation,test was reasonably and convincingly duplicating Sequence IIIG used oil rheology in the three reference oils.Data was shared with various industry groups and as a result of the favorable review more testing was requested.34 ILSAC GF-4 type oils,which had been run in the Sequence IIIG engine,were donated by various ACCmember companies for ROBO test comparisons.The results of this study,reported in Kinker,et al.[15],showed that ROBO had a high rate of predicting Sequence IIIG pass/fail rheology of aged oils.At this time several labs had installed ROBO test units and in 2007 an ASTM task force began to write the ROBO method which was fu lly approved in 2009 as ASTM D7528[16].In December 2009,ILSAC voted to include ROBO in the GF-5 specification along with the Sequence IIIGA test.The specification allows for either test to be run to validate the aged oil pumpability performance for each final formulation.
3 ROBO
Viscosity increase in the Sequence IIIG is significantly impacted by the oxidation and volatility characteristics of the oil formulation.This is a conclusion from a SAE paper in 2007 by Boffa and Hirano[17].Therefore,in order for the ROBO to duplicate a Sequence IIIG it too must oxidize and volatilize.The parameters listed in Table1 were determined to be important and therefore necessary to be included in the ROBOmethod.The main reactants are the test oil,oxygen(air),iron (acting as a catalyst)and NO2(representing blow by gas).The reactants are mixed for 40 hours at 170℃under a set vacuum level.The temperature and NO2feed profiles are critical to ensuring representative oxidation of the oil.The proper vacuum level is important as this allows for the correct amount of volatilization of the light ends in the oil.Without oxidation of the oil and removal of lighter oil fractions it is not possible to get all the rheology measurements correctly aligned with those from the Sequence IIIG test.When run according to the conditions of ASTM D7528 method,ROBO does both oxidize and volatilize.

Table 1 ROBO operating parameters
A ROBO unit must be set up as specified by the ASTM procedure.The ROBO reactor is a specially selected one liter,glass,round bottomed reactor equipped w ith a bottom drain valve and an outside heating element.The reactor is fitted with a specially machined metal head w ith ports for all the required feeds and services.Vacuum,air flow,NO2feed and heat must be accurately controlled as prescribed in the method.A typical ROBO test rig is shown in Figure 3.

Figure 3 ROBO test rig
4 PPD Selection fo r Fresh and Aged Oil
Before the introduction of an aged oil viscosity measurement,it was necessary to carefu l select a PPD for use in a particular engine oil or system of engine oils.W ith the aged oil requirement the task of selecting a PPD is not more difficu lt but it may require a more specific composition and possibly a higher treat rate because it is likely the PPD must interfere with not only wax but also those polar molecules formed in the oxidation process.Several examp les using ROBO aged oil to aide in the PPD selection process follow.In all of these examp les,the oil in question has been aged without PPD present.PPD has been post added to the aged oil to keep the aged oil as consistent as possib le for this discussion.
In this first examp le shown in Figure 4 below,a GF-4 SAE 5W-30 oil was aged by the ASTM D 7528,ROBO,test.The aged oil pVis at 124%and volatiles at40%are very typical responses for a GF-4 oil.Both the fresh and aged oils were exam ined to determ ine the optimum PPD selection for the oil.Figure 4 shows the MRV TP-1 viscosity at-35℃for the fresh oil and-30℃for aged oil with 3 different PPDs added at equal treat rate.One could conclude when looking at only these fresh oil results that each of the three PPDs gave acceptable responses in the fresh oil MRV TP-1,both for viscosity and yield stress.However,when the aged oil results are studied it is c lear to see that both PPD 1 and 2 are not giving passing results in the MRV TP-1 viscosity and PPD 1 even allowed somem ild yield stress to be p resent.PPD 3,on the other hand,was able to well control the viscosity and yield stress for this aged oil.Given this data,it is clear that the fresh oil behavior of an oilmay not p redict the aged oil behavior.Considering aged oil pumpability viscosity and gelation tendancy is important when selecting a PPD.

Figure 4 PPD selection:fresh and aged oil
Figure 5 shows two SAE 5W-30 oils thatwere formu lated with the same viscosity modifier,GF-4 DI package and PPD,all at the same treat rates.However,the two b lends were formu lated with Group II stocks from differentmanufacturers.Although not shown in the figure below,the chosen PPD performed well in both fresh oils in MRV TP-1 at-35℃.It is only in the aged oils where this particu lar PPD fails to control the viscosity and yield stress(at-30℃),allowing gelation,asmeasured by the yield stress,and increased viscosity to occur,in the blend with the Group II-1 stock.This does not mean that the Group II-1 is a poorer stock for low temperature pumpability,what it means is that this particular PPD is not the proper selection for this particular blend.Other PPD compositions can and do perform quite well in this oil.
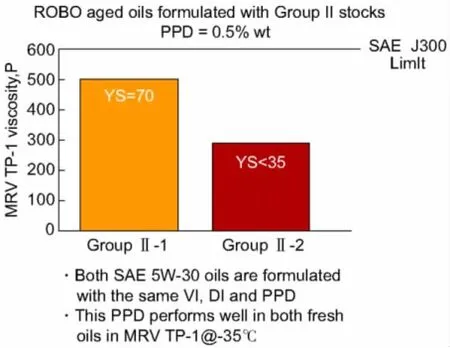
Figure 5 PPD selection:base stock w ithin an APIg roup
In the third example,Figure 6 below,two GF-4 type SAE 5W-30 oils are blended with the same base stock and using the same DI package.In each blend a different viscosity modifier was chosen as the thickener although both viscosity modifiers are the same chemistry.As the graph shows in the light colored bars,both oils have excellent fresh oil MRV TP-1 response with PPD A.It is in the aged oil(dark colored bars)that a difference is detected,once again.In this example,PPD A fails to control the viscosity of the aged oil with VM-2.However,as shown in the graph,PPD 2 easily provides excellent low temperature viscosity response in the aged oil.This highlights the need to understand the formulation that is under consideration.Even two viscosity modifiers of the same chemistry can have differing response when it comes to low temperature pumpability.And again,a PPD solution was found that could impart excellent results in both fresh and aged oils.

Figure 6 PPD selection:viscositymodifier considerations
In the last example,Figure 7 below,two GF-4 type SAE 5W-30 oils were again blended.This time the viscosity modifer and base stocks were held constant in each blend and the DI package was changed to see if any PPD selection issues might arise.Of course,with the DI package changing any differences in low temperature viscosity could simp ly be attributed to increased high temperature viscosity due to different oxidation of the oils.It is the anti-oxidants in the DI package that are largely responsib le for good control of the high temperature viscosity in the aged oil which is measured as percent viscosity increase at 40℃,pVis.An oil needs to have a pVis no greater than 150%in order to pass either the Sequence IIIG(A)or ROBO test and typically GF-4 oils will have a pVis of 80 to 145.Both oils in this examp le,shown in Figure 7,have pVis values under 150%and are actually quite close at 145%and 135%(light colored bars).As such,any difference in low temperature viscosity can not be attributed to greatly different oxidation levels.Looking at the aged oil viscosity by MRV TP-1(dark colored bars),it is c lear to see that PPD A is a good choice for the oil with DI-1 and PPD B is the better choice for the oil b lended with DI-2.Neither DI choice is good or bad,they are just different and a carefully selected PPD can enable either oil to have excellent fresh and aged oil low temperature results.

Figure 7 PPD selection:DIconsiderations
As demonstrated with all the example data above,it is important to consider both the fresh and aged oil low temperature rheology when selecting a PPD.Formulation choices such as viscosity modifier,DI package,and base stocks all can have impacts on the selection of an op timum PPD and PPD treat rate.This has always been the case and previously was easily studied in fresh oils.Fortunately,the impact of all of these choices can still be easily studied both in fresh oil and,now,in aged oil w ith the use of the ASTM D7528 test,the ROBO test.
5 Summary and Conclusions
*Paraffinic stocks,by their nature,contain waxymaterials,which,if unhindered,can form crystal networks and ultimately cause pumpability failures at low temperatures.
*ASTM D4684,MRV TP-1,is one method to predict pumpability of fresh engine oils and has been in all versions of SAE J300 since 1985.
*Barto,et al.published SAE paperswhere they concluded thatused oilswith high levelsofoxidation,nitration,insolubles,and fuel dilution create a risk for poor low temperature performance prompting ILSAC to add an aged oil(Sequence IIIGA) viscositymeasurement to the GF-4 specification.
*ROBO duplicated the Sequences IIIGA oil rheology.
*ROBO is now an industry standard test that is incorporated in ILSACGF-5.
*When selecting a PPD it is important to consider both fresh and aged oil rheology.
*As always,base stock,VII,and DI choices can effect PPD choice and treat rate.
*ROBO isauseful tool for studying the efficacyof components,such as base oils and performance-improving additives,in engine oil formulations.
[1]American Society for Testingand Materials.Low-Temperature Pumpability Characteristics of Engine Oils in Full-Scale Engines[R]∥ASTM Data Series Publication 57,West Conshohoken,1975.
[2]Rudnick LR.Lubricant Additives:Chemistry and Application[M].2ndEdition.CRC Press,2009.
[3]McMillian ML,Stambaugh RL.The Development of a Viscosity Classification System Based on Engine Performance–A Review of SAE and Related ASTM Activities[C]∥CEC International Symposium,Paper EL/4/3,1981.
[4]Shaub H,Smith MF,Murphy CK.Predicting Low Temperature Engine Oil Pumpability with the Mini-Rotary Viscometer[C]∥SAE Paper 790732.
[5]Stambaugh RL.Engine Oil Viscosity Classification Task Force Low Temperature Report[C]∥SAE Subcommittee 2 Meeting Minutes Attachment,1981.
[6]Stambaugh RL,O’Mara JH.Low Temperature Flow Properties of Engine Oils[C]∥SAE Paper 820509.
[7]Henderson KO,Manning RE,May CJ,et al.New Mini-Rotary Viscometer Temperature Profiles That Predict Engine Oil Pumpability[C]∥SAE Paper 850443.
[8]ASTM D4684 Standard TestMethod for Determination of Yield Stress and Apparent Viscosity of Engine Oils at Low Temperature[S].2010 Annual Book of ASTM Standards.
[9]ASTM D5133 Standard TestMethod for Low Temperature,Low Shear Rate,Viscosity/Temperature Dependence of Lubricating Oils Using a Temperature-Scanning Technique[S].2010 Annual Book of Standards.
[10]ILSAC GF-5 Standard for Passenger Car Engine Oils[S].December 22,2009.
[11]Bartko MA,Florkowski DW,Devlin MT,et al.Low Temperature Rheological Properties of Aged Crankcase Oils[C]∥SAE Paper 2000-01-2943.
[12]Bartko M,Florkowski D,Ebeling V,et al.Lubricant Requirements of an Advanced Designed High Performance,Fuel Efficient Low Emissions V-6 Engine[C]∥SAE Paper 2001-01-1899.
[13]ILSAC GF-4 Standard for Passenger Car Engine Oils[S].January 14,2004.
[14]Clark SL,Olree RM,Lang P,et al.Development of the Sequence IIIG Engine Oil Certification Test[C]∥SAE Paper 2004-01-2987.
[15]Kinker BG,RomaszewskiR,Palmer PA.ROBO–A Bench Procedure to Replace Sequence IIIGA Engine Test[C]∥ASTM Paper,December 2006.
[16]ASTM D7528 Standard Test Method for Bench Oxidation of Engine Oils by ROBO Apparatus[S].2010 Annual Book of Standards.
[17]Boffa AB,Hirano S.Formulation Impacts on Sequence IIIG Viscosity Increase[C]∥SAE Paper 2007-01-7197.
TE624.82
A
1002-3119(2011)02-0030-06
2010-08-19。
Joan Souchik currently works for Evonik RohMax as the Global TechnicalServices Group manager.As group leader,Joan is involved in research,product development,new product introduction and sales and technical services for viscosity index improvers and waxmodifiers for lubricants as well as fuels.She has been a member of this group for the last twenty years.She holds severalpatents in the lubricantadditive field and has authored a chapter on pour point depressants in the latest edition of the book Lubricant Additives: Chemistry and Applications edited by Les Rudnick.Previously,she worked for Rohm and Haas Company as a production and process engineer.Joan has a Bachelor of Science degree in Chem ical Engineering from Drexel University located in Philadelphia,Pennsylvania,USA.