西气东输二线X80钢自动焊工艺试验研究
2011-01-03唐德渝牛虎理李春润张建护
唐德渝,牛虎理,龙 斌,李春润,张建护
(中国石油集团工程技术研究院,天津 300451)
西气东输二线X80钢自动焊工艺试验研究
唐德渝,牛虎理,龙 斌,李春润,张建护
(中国石油集团工程技术研究院,天津 300451)
针对西气东输二线工程的要求,对其主线路采用的X80钢的自动焊工艺进行了试验研究。通过对X80钢的材质特性分析,结合焊接材料的匹配以及自动焊设备的特点,对焊缝的坡口型式、根焊方法以及填充和盖面的参数进行了试验研究,并通过对焊接接头的力学性能试验,得到了典型的自动焊规范参数,并在工程中推广应用,满足现场自动焊施工的技术要求,为现场施工提供了有力的技术保证。
X80钢;自动焊;工艺研究
0 引言
西气东输二线工程,全长超过8 000 km,其中主线路超过4 000 km,采用X80高强管道钢,设计管径为1 219 mm,壁厚分别为18.4 mm、22.6 mm和26.4 mm,个别地段为33 mm。输送压力分别为12 MPa和10 MPa,输送量为300亿m3/a。管道经过的地域自然条件差异较大,沿线涉及气温低、冻土及地震多发区域。因此,该工程施工难度大,质量要求高,技术复杂。
鉴于X80钢为控轧控冷超微晶组织,强度高,韧性好,但焊接热过程会引起其组织和性能的变化,如此大规模应用X80钢,在我国是首次,在世界上也是史无前例的 (此前,国外用X80钢建设完成的管道仅2 000 km左右,国内仅8 km)。为了更好地推广和应用自动焊方法,需结合X80钢的材质特点,开展配套的工艺技术研究。
为实现自动焊施工优质、高效的目的,本文在对X80钢自动焊可焊性进行深入分析研究的基础上,针对各施工单位使用的自动焊装备,结合工程标准规范的要求,开展自动焊工艺技术的研究,为施工单位提供指导现场施工的自动焊工艺规程,使各单位的自动焊施工能力得到全面提升。
1 X80钢可焊性分析
X80钢是通过微合金化、超纯净冶炼、控制轧制、控制冷却而获得高强高韧性能的管道用钢。与X70钢相比,钢质更纯净,含硫量更低,晶粒进一步细化至数微米,使得X80钢强度及韧性得到了同步提升。焊缝金属是一种铸态组织,其强韧化方法目前主要以焊缝合金化为主。为了使焊缝具有与基材相当的强度,应向焊缝加入足够的合金化元素,所以焊缝金属可能具有更高的碳当量,对焊接裂纹也更为敏感。通常情况下,如果焊缝不进行焊后热处理,即使焊缝中具有较少量的马氏体也是有害的,所以焊缝中的显微偏析应降至最低,这只有通过降低碳含量及细化晶粒来实现。加入合金元素可以促进针状铁素体的形成,但也增加了形成马氏体的危险性。母材强度越高,在选择焊接工艺及焊接材料时就应该越仔细。焊缝金属化学成分应该优化以使焊缝强度、韧性及抗裂性能得到平衡。X80钢的焊接主要应注意以下4个问题:
(1)屈强比增高。随着钢等级的提高,屈强比呈现增高趋势,如Alliance管道的X70钢要求σs/σb≤0.93,实际测定为0.91,我国的西气东输要求σs/σb≤0.90。高屈强比表明钢的应变硬化能力降低,使管道抗侧向弯曲能力降低。应变硬化能力在土质不稳定区、不连续冻土区及地震带是很重要的。所以在试制西气东输二线X80钢时,也对σs/σb进行了严格限制。
(2)热影响区 (HAZ)软化。由于X80钢的性能是通过合金化和控制轧制共同作用获得精细组织来保证的,因此,在焊接过程中,在热循环作用下,其HAZ的组织必然会由于重新加热而发生相变,并在冷却时因再结晶而出现晶粒粗化等现象,使接头的强度下降,产生软化,同时HAZ的韧性也会发生变化。对于X80以下的管道钢,这种现象并不显著。钢材强度级别越高,保证焊缝及HAZ性能的工艺条件越严格。研究表明,焊接线能量对HAZ软化有很大影响。焊接线能量越大,软化区就越宽。因此,其焊接工艺应以严格控制焊接线能量为重点。另外,母材强度及成分对HAZ软化也有一定的影响,含铌 (Nb)、钒 (V)、钛(Ti)等微合金元素时软化区宽度也会更窄一些。
(3)焊缝金属与母材的匹配。美国天然气协会曾对X70管道钢进行过焊缝金属与母材强度匹配对断裂行为影响的研究。研究表明,焊缝金属和母材屈服强度的差别是防止由焊缝金属缺陷引起严重塑性变形的重要因素。如果焊缝金属强度优于母材,那么屈服就可能发生在管道上;如果焊缝金属强度低,屈服不会发生在管道上,焊缝金属会产生应变,就要求焊缝具有更高的韧性以防止裂纹在缺陷处产生。钢材强度级别越提高,焊缝金属与母材的匹配就越困难。通常认为,焊缝金属强度应高于母材,但对于X80钢这样的高强钢,更难的是韧性的匹配。因此,在选择焊材时,除考虑高强度匹配外,重点还要考虑其延性指标。
(4)焊接裂纹。对于X80钢来说由于其碳含量和碳当量较低,所以淬硬倾向不大,虽然产生冷裂的倾向小,却也仍需引起注意。一般来讲,采用预热或合适的焊接材料及相应的工艺措施即可防止冷裂,但是随着管道输送压力的提高、钢管壁厚的增加,尤其是输送介质中含有较多的腐蚀性气体 (如H2S)时,也有可能产生氢致裂纹和应力腐蚀裂纹。
2 试验用设备及材料
2.1 焊接设备
在长输管道焊接中,根焊和填充、盖面采用不同焊接方法,根据各施工单位的装备情况,自动焊施工,根焊采用STT,填充、盖面采用全位置自动焊机。故本项目的试验根焊采用林肯公司的STTII+STT10型焊机,填充、盖面采用APW-IIA型管道全位置焊机。
APW-IIA是典型的直摆型全位置管道自动焊机,在西气东输工程中得到成功的应用,也是西气东输二线工程中油建公司的主力机型之一。因此,本项目采用该机型进行填充、盖面的自动焊工艺试验,其结论同样适用于其他直摆型自动焊设备。
2.2 母材及其性能
西气东输二线用的X80钢管材主要由国内厂家提供。项目所用的X80钢管,其板材由武钢冶炼、轧制,由宝鸡钢管厂卷制,管径为1 219 mm,壁厚为18.4 mm;实验所用厚22 mm的钢管由巨龙钢管有限公司生产。表1和表2为宝鸡管厂管材的化学成分和机械性能。

表1 管材化学成分

表2 管材机械性能
2.3 焊接材料的选择
X80钢在国内应用极少,在国外实际用量也不大,在西气东输二线开工前,全世界的管道敷设仅2 000 km。由于市场规模所限,各专业焊材公司实际上没有生产针对X80钢的专用焊丝。因此,在焊材的选择上,只能根据X80钢的材质特性、强度匹配要求以及西气东输二线施工规范的要求,收集筛选适用的焊丝。
由于西气东输二线为天然气管道,输送压力高达12 MPa,焊接材料的选择首先要满足强度要求,以等强匹配的原则,要求焊接接头的强度大于或等于母材规定强度的下限。根据西气东输二线标准规范的要求,X80钢焊接接头的抗拉强度必须大于等于620 MPa。另外,由于管道经过的区域地理及气候环境复杂,考虑断裂控制等因素,要求焊缝和热影响区有足够高的韧性。工程对于X80管道的焊缝起裂韧性要求 (冲击吸收功)3个试样平均值不小于80 J,单个试样最低值不小于56 J。
通过对8种型号的根焊焊丝和15种填充、盖面焊丝进行试验筛选,综合对比分析各种焊丝的焊接操作性、焊接成型、力学性能等特点,最终确定用于正式焊接工艺试验的焊丝。表3为试验所确定的根焊及填充、盖面的焊丝。

表3 试验用焊丝
3 工艺试验
3.1 坡口型式和尺寸
坡口型式和尺寸是保证焊接质量、提高焊接效率的基础,这对自动焊尤为重要。由于工程采用的X80钢管壁厚分别为18.4 mm,22.0 mm和26.4 mm,为提高焊接效率,同时要保证层间和两侧熔合良好,需要对焊接坡口进行优化设计。
古今完器,造物所忌,而得亦有不可易者。康节讲易,伊川谓其好听,而朱子又有与圣门不同之说,盖康节得易之数而易之理不得也。朱子谓子美夔州已后之诗自出规模,横逆已甚;李、杜、陈、黄得诗之辞而诗之理不得也;先儒又谓六经已后无文,盖班、马、韩、苏得文之法而文之理不得也,惟周程张朱之学可以无间然。孔子自以为不试故艺而子贡又谓孔子天纵将圣又多能也。是则康节之数,子美之诗,太史公之文又岂足为吾道君子之累哉?[3]卷六《送潘应昌提学山东序》,5叶
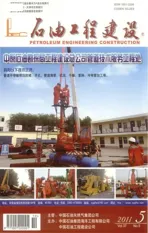
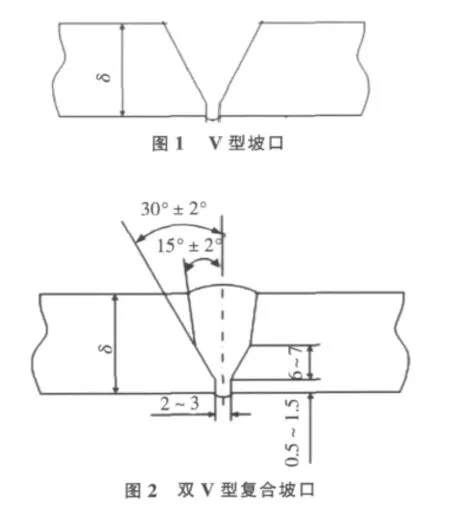
传统的V型坡口,如图1所示,开口角度大,且表面宽,若壁厚较大时,上部焊接需排焊,焊缝熔敷金属填充量大,焊接效率较低。因此,对于厚壁大口径的管道施工,普遍采用复合坡口,在西气东输工程中,就采用了如图2所示的双 “V”型复合坡口。这种坡口型式下部开口角度大,可保证焊枪深入底部,并在坡口中摆动;上部开口角度小,可减少开口宽度,减少填充量,提高焊接速度。但是坡口加工时,在30°和15°的拐角处易出现 “帽沿”状台阶,焊丝无法摆动到位,从而导致侧壁未熔或夹渣等缺陷。
针对上述问题,本项目设计了如图3所示的U型复合坡口。该坡口拐角处采用圆弧过渡,可避免“帽沿”状台阶出现,从而降低侧壁未熔的风险,进一步提高焊接质量。而且该坡口通过半径较小的圆弧过渡,坡口角度还可适当减小,减少了焊接填充量。

另外,通过采用无间隙组对方式,在进一步减少填充量的同时,可简化坡口组对。既降低工人劳动强度,还可避免间隙不均匀导致根焊质量的变化。
3.2 STT根焊参数试验
表面张力过渡 (STT)半自动焊是西气东输工程中广泛用于管道根部打底的一种焊接方法,各单位有足够的装备及丰富的经验。但西气东输二线主线路以X80钢为主,其强度较X70钢有大幅的提高,而STT热输入量相对较小,根焊时易出现未熔合缺陷。因此,须针对X80钢进行STT打底的自动焊工艺试验。
为保证根部焊道的良好熔合,除对规范参数进行试验摸索外,坡口根部的形状和尺寸也需由试验来确定。
试验采用留间隙和无间隙两种组对方式。一般焊接在组对时通常留有间隙,这是为保证良好的背面熔透和两侧熔合,从而保证根部焊道的质量,采用STT也是如此,这在西气东输工程中广泛使用。在西气东输二线工程中,为进一步提高自动焊的效率,根焊推荐采用无间隙组对,这就对STT的应用提出了更高的要求。
表4为试验得出的留间隙组对的STT根焊的典型参数,焊道背面成型优良,两侧熔合良好。
在无间隙组对试验中,其规范参数进一步提高,其中,基值电流增加20 A,平均电流增加30%,同时,坡口的钝边尺寸进一步减小,需低于0.5 mm,方能保证背面的良好熔透。表5为无间隙组对的STT根焊参数。
3.3 APW-IIA填充、盖面参数试验
本项目采用APW-IIA型管道全位置自动焊机进行填充、盖面的自动焊工艺试验。工艺试验的内容包括坡口尺寸的确定及焊接工艺参数的摸索。

表4 典型的留间隙组对根焊焊接参数

表5 典型的无间隙组对根焊焊接参数
试验采用的坡口型式如图3所示,按照工程标准规定,坡口角度的变化允许范围为5°~15°。由于坡口角度决定焊缝的截面尺寸,直接影响自动焊的效率,因此,确定适宜的坡口角度,对于提高自动焊效率意义重大。坡口角度越小,焊缝截面越小,焊接效率越高,施工速度越快。但坡口角度较小,对直摆型焊机来说,由于坡口侧壁较陡,易于出现未熔合,焊缝质量难以保证,故坡口角度需通过试验来确定。
根据坡口角度及主要的焊接参数,设计工艺试验组合如表6所示。

表6 自动焊工艺试验组合
试验按表6中所示的工艺组合进行,焊后立即进行100%射线探伤,按标准外检及探伤合格后加工侧弯试件,进行侧弯试验,检查焊缝根部及层间的熔合情况。试验结果表明。当坡口角度小于8°时,极易出现侧壁未熔合现象。坡口角度大于8°后,按要求操作,能够得到合格的焊缝,但10°以下对焊工的技能要求较高。坡口角度在12°左右,操作易于掌握,能够保证质量。
采用D 1 219 mm×17.5 mm的X80钢管针对确定的U型复合坡口,进行填充、盖面焊参数的摸索,经过大量的焊接试验,得出适当的焊接参数如表7所示。
4 焊接接头力学性能试验
合格的焊接接头必须保证接头的力学性能满足标准规定的要求。X80钢强度较高,同时,对于天然气,按照Q/SY GJX0110-2007《西气东输二线管道工程线路焊接技术规范》,对焊缝进行无损检测后,加工试样,进行力学及其他性能测试。
4.1 拉伸及弯曲试验
在试件上垂直焊缝取焊接接头横向板状拉伸试样,试样长230 mm、宽25 mm,厚度为全壁厚。拉伸试验在液压式万能试验机上进行,试验标准为GB/T 228-2002《金属材料室温拉伸试验方法》,焊接接头的抗拉强度测试结果均高于X80管道钢的焊接要求 (≥621 MPa),且有很大的裕量,断裂位置位于母材,断口成延性断裂。结果见表8。

表7 典型的填充/盖面焊接参数

表8 拉伸试验数据
在试件上取焊缝横向侧弯试样进行导向弯曲试验,宽度为13 mm,试样厚度为全壁厚,压头直径为90 mm,弯曲角度为180°。试验后试样弯曲表面未产生任何裂纹,表明接头工艺性能良好,有很好的延性和致密性。
4.2 冲击试验
冲击试样尺寸为10 mm×10 mm×55 mm,缺口 (V型)位置分别位于焊缝和热影响区,试样位于厚度的中部,冲击温度为-10℃。焊缝及热影响区的冲击功如表9所示。可见,-10℃焊缝及热影响区的冲击韧度满足标准规范的要求,焊接接头具有良好的低温韧性。

表9 低温夏比冲击试验数据 (-10℃)
4.3 硬度试验
对焊缝及热影响区进行硬度试验,可大致反映接头的强度及韧性,一般来讲,硬度高的地方,强度高,塑性、韧性相对较低,故西气东输二线项目部的企业标准规定对X80钢,硬度为必测的指标,且规定HV10<300,以此来保证接头的性能,从而保证管道的安全性。由于采用不同的焊材匹配和规范参数,其最高硬度值差异较大,许多焊材由于硬度值偏高,不能采用。表10为通过工艺试验所确定焊材和工艺的典型硬度值。

表10 HV10硬度试验数据
4.4 金相组织检验
在试件上取样,进行焊缝及热影响区金相检验。焊接接头的宏观金相检验结果表明,焊缝及热影响区无任何夹渣、裂纹等宏观可见缺陷。其微观金相组织检验结果是,焊缝区为针状铁素体+多边铁素体+贝氏体+珠光体,如图4所示;热影响粗晶区的显微组织为粒状贝氏体+板条马氏体,如图5所示。


尽管粗晶区含有较多的板条马氏体组织,但由于含碳量较低,加上多层多道焊而使后面焊道对前面焊道起回火作用,得到低碳回火马氏体组织,其韧性较高;热影响细晶区的显微组织为多边铁素体+MA岛状组织+珠光体,晶粒尺寸细小。以上试验结果表明,采用拟定的焊接工艺,X80管道钢的焊接接头的各项性能良好,满足西气东输二线现场施工标准规范的要求。
5 结论
(1)通过对X80高强管道钢焊接性的分析,结合西气东输二线标准规范的要求,开展了自动焊工艺技术的研究,完成了坡口型式的优化设计、焊接材料的匹配,确定了自动焊工艺方法及完整的自动焊工艺参数。
(2)本文的研究成果已用以指导西气东输二线主线路现场自动焊接施工,满足现场自动焊施工的技术要求,充分发挥了自动焊流水作业线的优势,并为施工单位带来明显的经济效果。
[1]钱百年,国旭明,李晶丽,等.高强度管道钢X80的焊接研究[J].焊接,2002(8):14-17.
[2]杜则裕.高强度级别管道钢的焊接[J].焊接技术,2005,34(增刊):6-9.
[3]李为卫,沈磊,韩林生,等.X80钢级管道钢焊接工艺试验[J].热加工工艺,2006,35(11):26-27.
[4]熊林玉,杜则裕,董泊江,等.高强度X80钢管道的焊接[J].石油工程建设,2004,(2):31-34.
Application Cases and Comparative Analysis of Cathodic Protection for Buried Pipelines at Oil and Gas Stations
YANG Wan-guo(Xinjiang Petroleum Construction Company of China Petroleum Engineering Co.,Ltd.,Kelamayi 834000,China),LIU Tong-gang,XU Feng-gang,et al.
Cathodic protection of buried pipelines and metal structures at oil and gas stations is more complicated than that of long-distance pipelines.This paper carries through comparative analysis on several cathodic protection schemes for oil and gas stations based on engineering cases and measured data.It points out that the station cathodic protection is closely associated with corresponding specialties,especially with grounding devices;formulating protection schemes should refer to the experience from previous projects and be on the basis of sufficient investigation and evaluation;scheme should be implemented after making a joint checkup and authorization in order to realize its cathodic protection function and save cost and energy.
buried pipeline at station;cathodic protection;implementation effect;comparison
TE973.3
A
1001-2206(2011)05-0036-05
唐德渝 (1961-),男,重庆人,高级工程师,1982年毕业于重庆大学焊接专业,1992年获天津大学工学硕士学位,一直从事石油工程焊接技术的研究、开发及推广应用工作。
2010-11-29