不锈钢化学抛光工艺的研究
2010-12-28仇启贤景兴斌张晓东樊伟红刘桂芳
仇启贤, 景兴斌, 张晓东, 樊伟红, 刘桂芳
(西安北方庆华机电集团有限公司冲压件厂,陕西西安 710025)
不锈钢化学抛光工艺的研究
仇启贤, 景兴斌, 张晓东, 樊伟红, 刘桂芳
(西安北方庆华机电集团有限公司冲压件厂,陕西西安 710025)
0 前言
不锈钢具有优良的耐蚀性、耐磨性、可塑性,因此,不锈钢制品被广泛应用于化工、纺织、食品机械、仪器仪表、厨房炊具、医疗器械等[1]。由于不锈钢制品在机械加工时往往会形成一层灰黑色的氧化皮,不仅影响其表面质量,更严重影响其耐蚀性能。因此,不锈钢制品的表面处理就显得尤为重要,对其表面进行化学抛光可大大提高其耐蚀性能和装饰效果。不锈钢化学抛光与电化学抛光相比,具有不需要直流电源设备和导电夹具,可抛光形状复杂或尺寸不一的零件,生产效率高等优点[2]。奥氏体不锈钢为非磁性,常用的有 0Cr18Ni9,1Cr18Ni9Ti,Cr18Mn8Ni5等,这类不锈钢因含有易钝化的Ni,Mn等元素[3],经化学抛光后,不锈钢制品表面可以达到镜面光亮。
1 试验
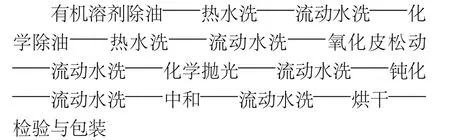
1.1 工艺流程
1.2 溶液组成及工艺参数
(1)有机溶剂除油液
有机溶剂 汽油,室温,5~10 min。
(2)化学去油液
氢氧化钠 40~60 g/L,碳酸钠 30~50 g/L,OP-10乳化剂3~5 mL/L,60~90 ℃,油渍去净为止。
(3)氧化皮松动液
氢氧化钠 170~190 g/L,高锰酸钾 90~110 g/L,90~105 ℃,20~30 min。
(4)化学抛光液
磷酸140~160 mL/L,盐酸100~130 mL/L,硝酸40~50 mL/L,尿素1~3 g/L,六次甲基四胺0.8~1.5 g/L,复合添加剂 30~40 mL/L,80~90 ℃,1~5 min。
(5)钝化液
硝酸280~350 mL/L,室温,3~5 min。
(6)中和液
碳酸钠 50~60 g/L,室温 ,20~30 s。
1.3 主要工序说明
1.3.1 有机溶剂除油
不锈钢在化学抛光前必须经过彻底的除油处理,如果不锈钢表面油污较重,则必须先进行有机溶剂除油;若不锈钢表面油污很小,则可省去有机溶剂除油操作。有机溶剂除油后表面会残留一层薄薄的油膜,所以还须对其进行化学除油。
1.3.2 化学去油
化学除油的原理就是利用碱性物质的皂化作用和表面活性剂的乳化作用来达到去除油污的目的。化学除油液中的氢氧化钠有极强的乳化作用;碳酸钠具有一定的去油能力,其水解也可以产生一部分碱,同时又是乳化剂良好的载体;OP-10乳化剂是一种表面活性剂,其具有良好的润湿作用和乳化作用,在化学除油液里面添加一定量的OP-10,除油效果会大大增强。
1.3.3 氧化皮松动
氢氧化钠与不锈钢表面铬的氧化物在高温下反应可以生成亚铬酸钠,亚铬酸钠与高锰酸钾进一步反应可生成易溶于水的铬酸钠;同时高锰酸钾也可将不锈钢制品表面铁的氧化物氧化,从而生成疏松的三价铁氧化物,以便于酸洗去除。
1.3.4 化学抛光
(1)磷酸
磷酸在抛光过程中的作用是调节溶液的黏度,可以在不锈钢表面形成一层不溶性的磷酸盐转化膜,从而有效抑制酸性溶液对不锈钢表面的过溶解。试验结果表明:当磷酸的体积分数较低时,溶液溶解不锈钢的速率大于在其表面形成磷酸盐转化膜的速率,导致形成的磷酸盐转化膜很薄,甚至不连续,抑制不了硝酸和盐酸对不锈钢表面的过溶解作用,导致不锈钢抛光效果较差,无光泽,甚至出现发灰、粗糙等现象,零件尺寸也无法得到保证;如果其体积分数过高,磷酸盐转化膜的形成速率增大,导致不锈钢表面的磷酸盐转化膜太厚,阻止了硝酸和盐酸对不锈钢表面的溶解作用,导致抛光效果不理想,达不到镜面光亮效果。
(2)盐酸
盐酸主要起溶解不锈钢的作用。试验表明:单独使用盐酸时,对不锈钢几乎不溶解,当其与磷酸、硝酸及复合添加剂共同使用时,才能达到均匀溶解不锈钢的目的。当盐酸的体积分数较低时,溶液溶解能力下降,抛光效果较差;其体积分数过高时,则往往会产生过腐蚀现象,导致零件表面粗糙,甚至造成零件尺寸超差等现象,因此,需要严格控制盐酸的用量。
(3)硝酸
硝酸是一种强氧化性的酸,可以使不锈钢表面形成一层钝化膜,从而调节不锈钢表面的腐蚀速率;同时它具有溶解不锈钢的作用,从而达到抛光的效果。硝酸的体积分数过低,溶解速率减小,不锈钢表面发灰,不光亮;其体积分数过高,则往往导致不锈钢表面形成的钝化膜过厚,降低抛光速率,同时在抛光过程中还伴随有大量氮氧化物气体析出。
(4)尿素
尿素是一种酸雾抑制剂,可有效防止在化学抛光过程中产生大量黄烟。
(5)六次甲基四胺
六次甲基四胺在抛光液中起缓蚀作用,它可以调节溶液的腐蚀速率,防止不锈钢表面产生过腐蚀现象。
(6)复合添加剂
复合添加剂主要由黏度调节剂和光亮剂组成,其在不锈钢表面形成吸附层,增强溶液对不锈钢表面的均匀溶解能力,对抛光质量起着决定性作用。黏度调节剂一般采用纤维素醚或明胶;光亮剂一般采用含氮的杂环化合物或芳香胺类有机物。试验表明:复合添加剂的体积分数过高,不锈钢溶解速率加快,不利于不锈钢制品表面化学抛光质量的控制;其体积分数过低,则反应速率下降,需要较长时间才能达到抛光效果。
1.3.5钝化
不锈钢经过硝酸钝化后表面会形成一层薄薄的钝化膜,膜层非常致密,不锈钢表面的色泽不但不会发生任何改变,而且还可大大增强其耐蚀性能。
1.3.6 中和
硝酸钝化后必须进行中和处理。如果未经过中和处理,虽然经过水洗,但硝酸仍会有一部分残留附着在不锈钢表面,其体积分数远远低于硝酸钝化液中硝酸的体积分数范围,不但起不到钝化作用,反而会破坏不锈钢表面的钝化膜,使不锈钢表面的耐蚀性大大降低,甚至可能会低于未经过钝化处理的不锈钢表面的耐蚀性。
2 结果与讨论
2.1 最佳抛光液配方
通过试验确定了抛光液的最佳组成:磷酸150 mL/L,盐酸 120 mL/L,硝酸 48 mL/L,尿素 2 g/L,六次甲基四胺1 g/L,复合添加剂35 mL/L。
2.2 温度对抛光质量的影响
温度对提高抛光后不锈钢表面的光亮度起决定性作用。试验表明:若温度过高,溶液溶解能力增强,往往会导致不锈钢表面产生过腐蚀及尺寸超差等现象;温度过低,抛光后不锈钢表面呈雾状,不光亮。化学抛光液最佳温度为86℃。
2.3 抛光效果
对奥氏体不锈钢进行化学抛光,制品表面可达到镜面光亮。
2.4 抛光液的维护
通过试验发现:若抛光液抛光效率下降时,通过向溶液中补加各成分效果不佳。因此,当不锈钢化学抛光后表面出现不光亮现象时,应彻底更换化学抛光液。
3 结论
通过对不锈钢化学抛光工艺的研究,确定了化学抛光液的最佳组成。同时,研究表明:奥氏体不锈钢经化学抛光后能达到镜面光亮,从而可达到美化装饰不锈钢制品表面的效果。
[1] 姚庆峰,郭见春,管从胜.不锈钢室温化学抛光研究[J].电镀与精饰,2000,22(2):29-32.
[2] 曾华梁,吴仲达,陈钧武,等.电镀工艺手册[M].北京:机械工业出版社,1997:67-72.
[3] 王文忠.不锈钢化学抛光[J].电镀与环保,2006,26(2):43-44.
TG 175
B
1000-4742(2010)06-0038-02
2010-03-12
