大型钢制圆筒式储罐的导链式倒装法施工技术
2010-12-21吴长贵邓卫国朱勇昆中国化学工程第四建设公司湖南岳阳412000
■ 吴长贵 谷 波 邓卫国 朱勇昆 中国化学工程第四建设公司 湖南岳阳 412000
大型钢制圆筒式储罐的导链式倒装法施工技术
■ 吴长贵 谷 波 邓卫国 朱勇昆 中国化学工程第四建设公司 湖南岳阳 412000
导链式倒装法是一种设备投资较少、施工方法简便、施工质量稳定可靠的方法,以往常用于3000m3以下的储罐施工,本工程通过调研、分析在20000m3钢制储罐中采用了导链式倒装法取得了成功。在类似工程上有借鉴作用。
导链式倒装法 大型钢制圆筒式储罐 原理 工艺流程
钢制立式储罐多用于化工、石油、农药、储运等行业。近年来,因为大型储罐在容积相等的条件下,有占地面积少,投资成本低等优点,随着社会科学技术的发展,钢制立式储罐有越来越向大型化发展的趋势。
2008 年我公司承接了某处国家成品油储备库的改扩建工程,6台20000m3储油罐安装制作以及管道、电气安装工程。这是我公司采用导链式倒装法进行安装施工的大型钢制立式储罐的典型工程。以往采用导链式倒装法安装钢制立式储罐的多为3000m3以下的中小型储罐,运用于20000m3这样大型的钢制立式储罐还是非常罕见的。通过调研和实地考查,并根据以往的施工经验,在施工准备阶段和施工过程中把握好关键部位,最终取得了圆满成功。
1 油罐结构及主要技术数据
(1)油罐类型为立式圆筒形拱顶油罐(其顶盖为网壳结构);
(2)设计装油容积20000m3;
(3)罐内设计允许剩余压力正压为2kPa,负压为-1.2kPa;
(4)罐内设计试验压力正压为2.2kPa,负压为-1.32kPa;
(5)油罐主体材质为16MnR和Q235-A;
(6)顶盖和底板焊接接头为搭接形式,罐壁采用对接形式;
(7)几何尺寸及质量:罐底直径40500mm;罐壁内口直径40460mm;罐壁高度16935mm;罐体总高22840mm;总耗钢量392.56t。
2 方案选择
一般情况下,大、中型储罐尤其是拱顶罐很少采用正装法,因为正装法施工,随着罐体越来越高,高空作业困难,很难保证工程质量和安全。而倒装法施工大都集中在地面作业,不受高度影响,不仅安全、工效高,而且节省了大型吊装设备、脚手架等费用。同时,倒装法施工场地占用少,作业空间大,便于施工全方位地展开。目前,国内采用倒装法进行钢制立式储罐安装施工常采用液压顶升法、充气顶升法和导链式安装法。三者的区别:
(1)液压顶升法固然操作简便,省时省力,但成本过高。仅1套液压起升装置,其设备购置费就高达几十至上百万元,一般工程施工单位都很难承受。
(2)充气顶升法虽说其工装成本要比液压顶升法低,但充气顶升法的整套装置安装复杂,环节繁多。特别是每次提升前,提升装置的回位安装都要花费很多时间,在一定程度上制约了工程进度的加快。其次,充气顶升法提升罐体是利用压缩空气进行顶升的,罐体在上升过程中的平稳性比较难以控制。另外,充气顶升法对提升限位装置要求很高,一旦某个局部出现纰漏,导致罐体冒顶,后果不堪设想。
(3)与上述2种施工方案相比,导链式安装法在机具设备方面的投资最少,相对工程成本也就最低;整个装置操作简单,安装快捷,加快了工程进度,节约了工期;施工装置工作稳定可靠,操作人员在施工过程中能较方便地加以控制。经过从工程成本、工程进度、工程质量、安全性等方面的比较,最终决定采用导链式倒装法进行安装施工。
3 导链式倒装法原理
导链式倒装法就是利用千斤顶、卡板等辅助工具将涨圈固定在最上一圈壁板的内壁,并焊接盘板来保证涨圈向罐体的传力,然后用导链装置提升涨圈,同时也带动了整个罐体徐徐上升。当升到预定位置时,即可进行上下圈壁板之间的组对。当全部组对、焊接完毕后,再利用导链装置将涨圈放下,重新设置于第二圈壁板下口(壁板下口应留出组对位置),然后再提升罐体、组对、焊接,直至将罐体壁板全部组装焊接完毕。采用导链式倒装法,涨圈是一个非常关键的装置。设置涨圈的作用一是以涨圈作为罐体组对焊接时的胎具,保证罐体组对焊接后的圆度及垂直度;二是设置导链的下端吊耳,用于提升罐体,并保证导链提升时储罐整体的刚度。因此涨圈在制作安装过程中必须保证其强度可靠弧度精确。
4 施工装置
导链式倒装法施工装置由桅杆、导链、涨圈、中心立柱、中心盘、辅助拉杆及活口调节装置组成。全套装置安装示意见图1。
(1)桅杆选用C159mm×10mm无缝钢管制作,上端设置导链上吊耳,下端通过垫板与底板连接,并在其下部与底板之间设置加强筋板及斜撑。根据最大提升质量,储罐设40根桅杆,每根桅杆配备1只10t导链。
(2)储罐涨圈选用300mm×80mm×9mm槽钢分3段进行滚圆制作,槽钢每隔1m 设置1块70mm×60mm×10mm的竖向加强筋,沿槽钢中央设置65mm×10mm的环向加强筋,成型后用弦长2m的弧形样板检查,间隙小于2mm,安装时,用3只30t千斤顶将涨圈沿储罐内壁顶紧,并每隔2m左右在罐壁上焊1块卡板以保证涨圈安装强度。
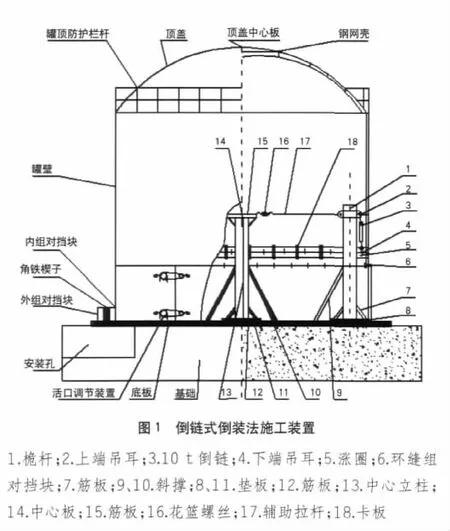
(3)中心立柱、中心盘选用C159mm×10mm无缝钢管及δ16mm的钢板焊接而成,通过辅助拉杆与桅杆联接,实现桅杆在水平方向上受力的平衡,保证桅杆在受力后不倾斜。
(4)辅助拉杆选用C16mm的圆钢制作,用以实现中心立柱、中心盘与桅杆,桅杆与桅杆之间的联接,辅助拉杆用花篮螺丝来进行松紧调节。
(5)活口调节装置由2只5t导链和相应的索具眼板组成。活口调节装置的主要作用是便于围板围好,尚未组装的下一圈壁板周圈的放松和收紧。此次2组活口装置应基本对称设置。
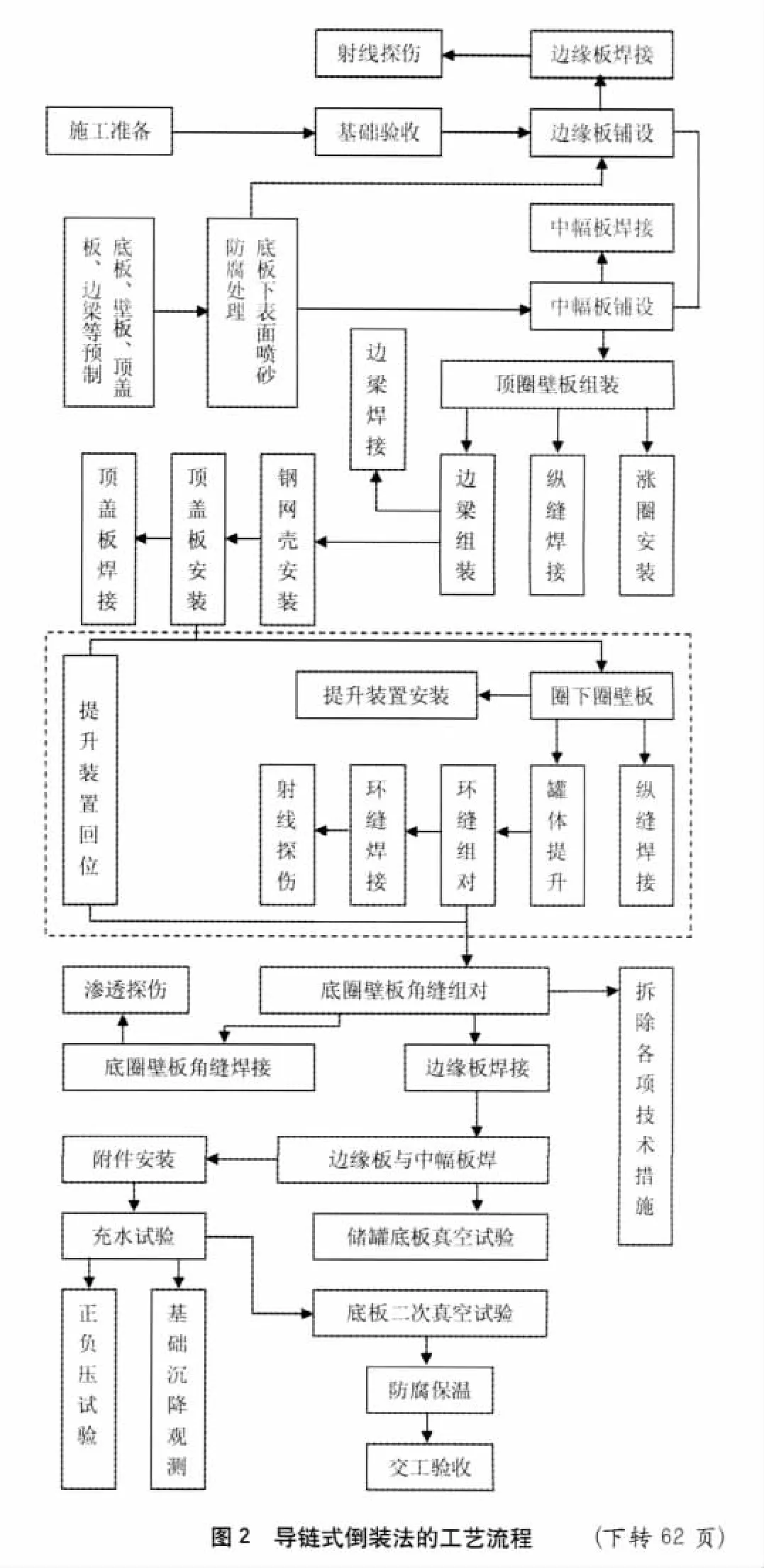
5 施工程序及技术要求
导链式倒装法的工艺流程见图2。具体程序及技术要求为:
(1)施工准备:包括施工技术、材料供应、机具设备、施工现场等的准备。
(2)预制:首先根据钢板规格及设计图纸要求绘制排板图,然后根据排板图对储罐的顶板、壁板、底板进行放样下料,并按照排板图对每一块钢板进行编号。预制完成的钢板应放置在相应的胎具上,以保证其弧度不发生变化,同时须叠放的钢板应根据安装顺序依次堆放。边梁采用分段热煨成型,用样板控制圆度,间隙2mm。每段边梁成型后都应按顺序进行编号。
(3)验收基础:取得土建专业提供的基础中间交接验收合格证明书,并在基础上放划十字中心线和罐底边缘板外圆周线。土建基础上应按设计要求留有供安装人员进出的安装孔,待安装结束后再填充夯实。
(4)罐底组装:罐底板组装前,其钢板背面应进行喷砂处理,并刷沥青漆2道。然后根据已划好的十字中心线和罐底边缘板外圆周线铺设边缘板及中幅板,其中中幅板的铺设应先铺设中心长条基准中幅板,然后再由中心向两侧逐块逐条地铺设。边缘板的焊接只施焊靠外缘300mm部位的焊缝,焊后应进行射线探伤。边缘板与中幅板的搭接焊缝先不焊。
(5)顶圈壁板组装:在罐底板上划出壁板内圆组对线,并在其内侧每隔500mm点焊一块档板,规格为100mm×100mm×10 mm,作为壁板下口组对基准,壁板上口则将涨圈安装上,用以保证罐体组对时整体的圆度。组对、焊接时应严格控制其直径、椭圆度、垂直度等参数。
(6)边梁组装:边梁按编号顺序进行组装,组装后检查其圆度和水平度,圆度公差为±20mm,水平度为±5mm。
(7)安装钢网壳:虽然钢网壳采用的是专业厂家的产品,但是还是由我公司负责进行安装。钢网壳安装的关键是其拱度的要求,可用大的弧形样板进行检测。
(8)顶盖板的组装:按照排板图及编号顺序进行顶盖板的组装,注意调整搭接宽度和搭接贴合度,做到吊装1块,调整1块,点焊1块。
(9)安装罐顶附件、踏步和栏杆等。
(10)提升装置安装:首先将涨圈移至壁板下口,用3只30t千斤顶将涨圈沿储罐内壁顶紧,并在罐壁上焊上卡板将涨圈与壁板固定。其次竖桅杆,桅杆位置在圆周上应按罐体周长方向等分设置,在径向上应保证上下吊耳垂直对齐使导链尽可能垂直受力。然后安装中心立柱、中心盘和辅助拉杆,以保证桅杆之间受力的相对平衡。最后安装导链。
(11)下圈壁板安装:按照排板图及编号顺序进行下圈壁板的组对安装,围板上留2道活口不焊,在每个活口上各设置1组活口调节装置,用于在提升、组对过程中逐步收紧壁板。
(12)罐体的提升及组对:每次提升前要对提升装置进行全面认真的检查,合格后方可开始提升;提升至2/3高度时,停止提升,在壁板下口内侧每隔500mm 点焊一块环缝组对挡块;提升到位后,制作人员分别从两活口之间的中心位置向活口方向组对环缝,在组对的同时由专人负责控制活口调节装置;切割且组对活口立缝的对接处,同时组对其两侧的环缝,并按立缝、环缝的次序进行焊接;在罐内按设计要求进行立缝和环缝的焊接;根据设计要求进行焊缝外观检查和无损探伤检查,不合格者应立即进行返修。
(13)依上述有关程序循环进行、逐圈组装,直至将各圈壁板提升、组焊全部完成。
(14)组焊壁板与底板间角缝,焊后应进行渗透探伤。
(15)焊接边缘板径向缝剩余焊缝。
(16)焊接边缘板与中幅板的搭接焊缝。
(17)罐体附件安装。
(18)按规范和设计要求进行罐底真空试验、储罐盛水试验、基础沉降观测、罐顶正负压试验等。
(19)储罐内外壁整体防腐保温。
(20)储罐交工验收。
6 结束语
该工程结束后,经过当地质量监督部门的检查,情况良好,得到业主的肯定。实践证明,采用导链式倒装法安装大型钢制立式储罐不仅可行,而且工程进度快,工程质量有保证,不失为一种先进的施工方法,值得进行推广。
TE972
B
1672-9323(2010)05-0042-03
2010-07-20)
