铅阳极圆盘铸锭机组改造实践
2010-12-07高富娥彭长宏
高富娥,彭长宏
(1.中南大学,湖南长沙 410083;2.豫光金铅股份有限公司,河南济源 454650)
铅阳极圆盘铸锭机组改造实践
高富娥1,2,彭长宏2
(1.中南大学,湖南长沙 410083;2.豫光金铅股份有限公司,河南济源 454650)
进行了铅精炼阳极铸锭机组的改造,通过对浇铸系统、平板系统及提片系统的研究分析及改造,使阳极铸锭机组铸造能力由原来的16 s/片提高到现在的12.2 s/片,且改造后整体系统运行平稳,完全满足生产需求。
改造;阳极铸锭机组;铸造能力;提高
随着铅熔炼系统产能的不断扩充,某公司原电解精炼车间产能已不能满足生产需求,为减少中间占用,扩充产能,在原有车间的基础上进行加装改造。加装完成后出现了一系列的配套问题,阳极板产能不能满足生产,阳极板质量存在问题,电解精炼过程短路现象加剧等等,为满足生产需求,2007年对制约生产的阳极板铸造系统进行了改造,改造完成后,铅阳极铸造机组生产效率大大提高,从原来的16 s/片提高到了12.2 s/片,且系统运行平稳,各生产工序完全配套生产,产能及产效得到有效提升,在减少中间占用的同时,提高了电铅产能。
1 制约生产的原因及分析
为加大铅电解生产能力,某公司2007年在原电解车间进行加槽扩充。原车间电解槽306个,加装达到330个。如原生产周期不变,则每班需由原来的出装4排改为现在的6排,每班需多出装18槽。随着生产能力的扩大,引起了一系列配套设施的变化。主要表现为阳极供应跟不上、出装槽系统满负荷生产、设备维护保养时间缺失、设备检修频繁等,这些问题的出现严重制约正常生产,导致生产效率低下。
为尽快改变现状,该公司技术人员对制约生产工序的工艺装备、班制及其它影响因素进行排查、分析。首先对关键影响因素阳极铸造机组进行研究。
1.1 机组的工作原理及技术参数
铅阳极铸锭机组由定量浇铸系统、圆盘铸锭机系统、提片系统、平板装置、液压系统、排板系统及控制系统组成。机组构成及作用原理如图1所示。

图1 铅阳极板主要组成机构及动作原理图
机组主要技术参数如下:
生产能力/s·片:16。
圆盘直径/mm:7 400。
铸模数量/个:18。
阳极板尺寸/mm:660×780×(15~25)。
铅阳极板重量/kg·块-1:105±5。
1.2 现有系统存在的主要问题
1.阳极铸造系统。阳极圆盘铸锭机组单片阳极板的生产时间为16 s/片。按出装槽数量计,每班需生产阳极板1836片,需时8.16 h。工作时间已远远超出实际有效工作时间,阳极板的供应跟不上生产需求。
2.出装槽系统的变化。扩大产能后,每班的生产任务从原来的4排增加到了6排。依照每排槽出装一次1.3 h计,每班的有效工作时间为7.8 h。整个系统处于满负荷状态,设备、人完全处于不正常状态下,急需整改。
日语形容词的主要语法功能是在句子中充当定语或谓语。近藤等(2007:267)指出,“形容词的语义可通过其所修饰的名词以及其所描述的名词主语来把握”。词语多义现象是认知语言学研究焦点之一,认知语言学的原型范畴理论,隐喻理论等对语义拓展方式及各义项之间的联系等具有极强的解释力。从认知角度分析日语一词多义现象的成果丰富,这些研究不再局限于对词语多个义项的简单罗列和分析,即字典上面罗列的各个意思,而更加注重揭示其背后的生成机制,试图分析人们的主观认知在语义形成过程中的作用及趋向性,目前这些研究主要以格助词及动词多义现象为主,对于形容词多义现象的研究还不多见。
2 技术改造
2.1 改造方案
经过对设备的各个部件功能进入运行条件的研究,做出如下改造方案:
1.通过增加圆盘直径增加单位时间内铸片数量。
2.通过提高圆盘的速度提高产量。
3.提高提片系统的提片速度,提高单位时间内的生产效率。
4.改变班制,由原来的8 h制改为12 h制。可能出现的问题及解决方案:
1.增加圆盘直径后可能会出现浇铸不到位、浇铸量不够、机组运行不平稳、产品质量差等问题。可从以下几方面着手解决:采用分离浇铸的模式改变浇铸速度,同时采用定量浇铸的方式确保浇铸量,对提片感应开关进行适当调整,实现提前浇铸等。
2.圆盘速度提快后可能会出现系统运行不平稳,阳极板表面质量差,如飞边毛刺多、扭曲较严重等等。可通过对电机进行配套改造,控制圆盘转速,加大循环水冷却速度及循环水量,加快铅板的冷却,同时改变原平片装置,后置平板,保证铅板垂直度等方法改进。
3.提片系统的改变是决定生产效率的关键,其速度需与圆盘转速、铅板冷却速度、感应系统息息相关,实现过程中会出现有提片信号,但片未到位或提出的片冷却不够,变形、扭曲严重等等,通过研究,考虑通过改善感应系统实现提片速度。
1.圆盘铸锭机组的改进,列于表1。
试验:通过改变电机皮带轮的直径改变大盘转速。
小结:通过实验可初步实现提片速度从原来的16 s/片提高到12.2 s/片,生产效率得到不断提高。但实验的同时发现阳极质量不稳定,厚薄不均匀,影响电解生产。
2.浇铸系统的改进。针对阳极板质量不稳定现象,采用了定量浇铸的方式进行改善。通过改变浇铸模式实现。变一个浇铸箱为两个,一个与合格阳极铅液锅相连,一个与机组接口,通过溢流实现定量浇铸,溢流液回锅。改变后浇铸出的阳极板厚薄均匀,生产正常。
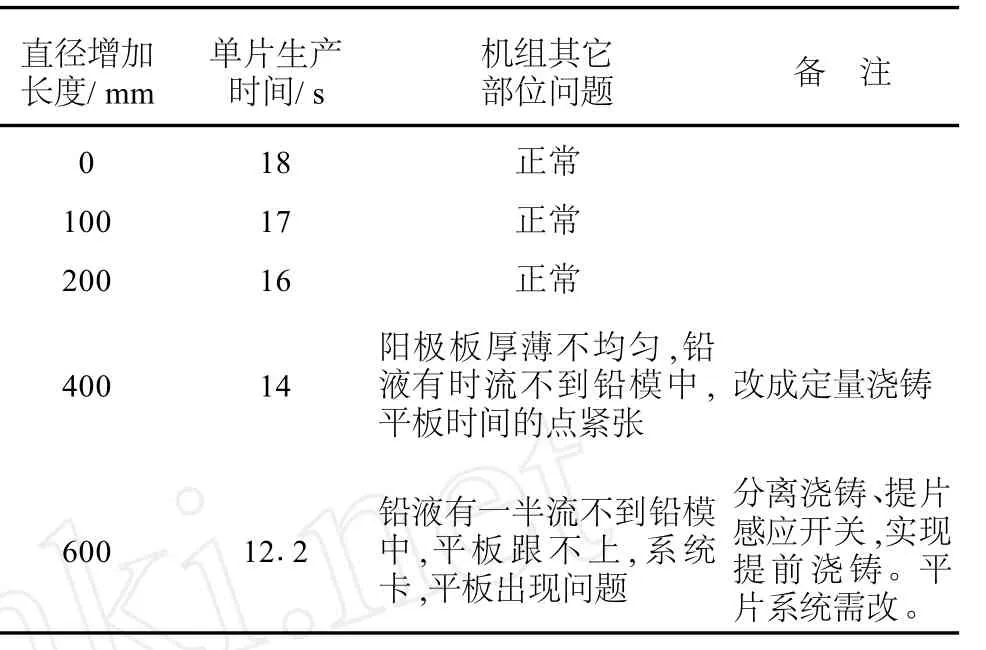
表1 圆盘铸锭机组改进试验
3.提前浇铸。针对铅液流不到铅模中的问题,通过改变感应模式实现。实际操作中发现浇铸和提片共用一个感应开关,如果提前浇铸,提片也提前,冷却时间不够,片质量差。通过再次分析,计划改变感应模式,但是PC系统数据线复杂,不易实现。继而对PC系统数据线进行整理,终于找到突破口,将提片感应与浇铸感应完全分开。分开后,提前浇铸实现,铅液可以准确流入铅模中,产出合格阳极板。
4.平板系统的改进。前述问题解决后继而发现平板系统紧张,时间跟不上,依然制约生产。经计算将平片时间缩短0.5 s可满足要求。实践证明问题有所缓解但未解决。重新计算,放大后计划将时间缩短1 s,经证实可满足要求,但板面质量受到影响,电解过程短路问题秃显。缓解措施:(1)加大极距方法简单,但槽电压随之升高,析铅直流电耗高,被否决;(2)将平板置后,平板置后直接进机组,不再在提片机上运行。改造后,平板质量明显提高,可适应生产需要。
3 改造前后效果对比
改造前:
1.每班出装6排槽,每天需生产阳极板1 836片,阳极板的生产时间16 s/片,每班有效生产时间为8.16 h。
2.浇铸通过时间控制,专人负责控制液面,人为因素大。
3.阳极板平片系统差,片质量不能适应生产,电解过程受到影响。
改造后:
1.每班出装6排槽,每天需生产阳极板1 836片,阳极板的生产时间为12.2 s/片,每班的有效生产时间平均为6.2 h。
2.定量浇铸,机器控制,更准确。
3.后置平片,阳极质量好,短路少,电解工序正常。
圆盘铸锭系统改进前后参数对比情况列于表2。

表2 圆盘铸锭系统改造前后参数对比表
4 结 论
经过生产实践,该套铅阳极板浇铸系统的生产能力、阳极板产品质量及系统稳定性等均达到和超出了工艺要求指标。同时该装置的改造成功,也为今后铅阳极制备设计提供了合理的、有效的生产实践资料,为旧系统的工艺装备改进提供了有价依据,有较高的推广利用价值。
[1] 《重有色金属冶炼设计手册》编委会.重有色金属冶炼设计手册.铅锌铋卷[M].北京:冶金工业出版社,1995.
[2] 《有色冶金炉设计手册》编委会.有色冶金炉设计手册[M].北京:冶金工业出版社,2004.
[3] 《铅锌冶金学》编委会.铅锌冶金学[M].北京:科学出版社, 2003.
[4] 刘磊.PLC控制器在直线铸锭机中的应用[A].中国有色金属学会重冶学委会.第十届全国铅锌冶金技术及生产装备研讨会论文集[C].北京:中国有色金属学会重冶学委会,2008.
The Transformation of Disk Mould Assembling of Lead Anode Plates
GAO Fu-e1,2,PENG Chang-hong
(1.Central South University,Changsha410083,China;2.Henan Yuguang Gold and Lead Co.,Ltd,Jiyuan454650,China)
This article introduces the transformation of disk mould assembling of Lead anode.Through the study analysis and change of the mode of gating system,tablet system and extraction system to achieve system optimization and enhance total system productivity,the technical reform makes productivity from sixty seconds to twelve seconds,furthermore it makes the system operate steadily,and meets the needs of production.
transformation;disk mould assembling of lead anode;mould productivity;enhance
TF351.6
A
1003-5540(2010)02-0056-03
高富娥(1976-),女,工程硕士,主要从事冶金技术研究与管理工作。
2010-02-27