闲置塑料模具再利用研究
2010-09-21苏春锦郑明辉汤振周
苏春锦,郑明辉,汤振周
(1.福建信息职业技术学院机电系,福建福州350003;2.福建工程学院机电及自动化工程系,福建福州350108;3.福建交通职业技术学院汽车系,福建福州350007)
闲置塑料模具再利用研究
苏春锦1,郑明辉2,汤振周3
(1.福建信息职业技术学院机电系,福建福州350003;2.福建工程学院机电及自动化工程系,福建福州350108;3.福建交通职业技术学院汽车系,福建福州350007)
针对大量闲置废旧塑料模具,提出了闲置塑料模具的再利用课题,阐述了塑料模具再利用工艺过程的特点及其具体方案的实施,对模具的回收与再利用所需技术进行详细分析,并通过实例论证,为闲置塑料模具再利用实施的可行性提供了理论依据和实际意义.
闲置塑料模具;回收;再利用工程;再利用流程
1 闲置塑料模具再利用工艺过程的特点
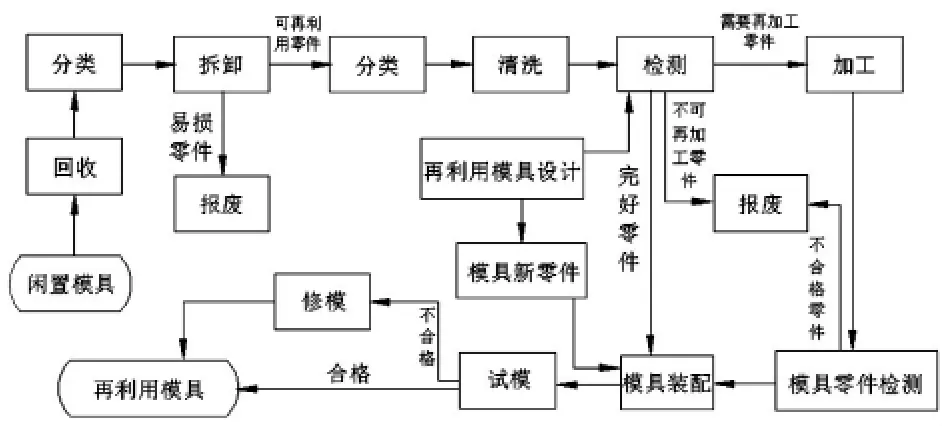
图1 模具再利用流程
图1 所示为闲置塑料模具再利用流程.由图可知,闲置塑料模具的再利用工艺过程与传统的模具制造过程相比,有以下几个特点:再利用模具设计要根据闲置模具的零部件为依据;模具再利用零件的毛坯件为闲置模具的零部件;模具零件回收与再利用的起点为回收、分类及拆卸;闲置废旧塑料模具使用环境有很多因素的差异,存在失效模式不同及检测诊断的困难,同时由于工艺水平的限制,使得再利用毛坯的状况具有较大的不确定性;模具再利用过工艺过程中的相关知识具有极强的经验性.
2 闲置塑料模具的回收
塑料模具在闲置之后就进入回收处理过程,需要考虑以下方面因素:
(1)要有闲置塑料模具的收集系统,使厂家能够方便地将闲置的塑料模具送入到收集系统.实现方式一是利用现有的零售网络,二是通过建立免费收集地并与运输公司合作.
(2)收集、拆卸和回收付费的问题.实现方式一是塑料模具用户在订购塑料模具的时候就支付一定的处理费,二是塑料模具企业要对他们生产的塑料模具产品负责,三是国家支持那些回收处理企业的运行.
(3)考虑闲置塑料模具回收后的市场去向问题.
闲置废旧塑料模具回收后,首先应按模架大小进行分类放置,然后按不同模架大小分别进行拆卸,拆卸清洗后按模架、浇口套、拉料杆、推杆、型芯、型腔镶块、滑块、冷却装置、加热装置等进行归类放置,建立相应的数据库等待检测.
3 闲置塑料模具零部件的检测及数据库的建立
塑料模具长期在高温、高压、高应力、磨损、疲劳和腐蚀的条件下工作,使得模具零件不可避免地产生失效变形,其基本的失效形式有磨损、变形、腐蚀和开裂.例如塑料模具浇口套的注塑孔径扩大、液料冲刷模具表面出现凹坑、凸起部位磨损等.所以需要检测评价拆卸和清洗后零件的性能,确定零件的再利用性.考虑到闲置模具零件的再利用,主要利用无损检测技术,主要方法有:
(1)涡流检测:利用交变磁场作用在不同材料产生不同振幅和相位的涡流来检测铁磁性和非铁磁性材料的物理性能、缺陷和结构差异,分析工件内部质量状况的无损检测方法.主要用来检测零件的缺陷、裂纹、气孔、夹杂等.
(2)磁粉检测:利用材料或工件被磁化后,若材料表面或近表面存在缺陷,便会在该处形成一个漏磁场,吸引、聚集在检验过程中施加的磁粉,从而形成缺陷.这样可以发现铁磁性材料表面和近表面的各种缺陷、裂纹、气孔等.
(3)渗透检测:在被检零件表面上浸涂某些渗透液,利用渗透液渗入零件表面开口处,并在零件表面加显像剂,经毛细管作用,可将零件缺陷现形.该方法可检测各种材料、不受工件集合形状、尺寸大小的影响.只能检测开口表面缺陷,工序较多,内部缺陷难以发现.
4 闲置塑料模具再利用流程
闲置塑料模具再利用的前提是根据塑料制件及现有检测后可利用的闲置废旧塑料模具零部件来设计模具;由于采用闲置废旧塑料模架作为零件毛坯,因而设计时要考虑的因素较多,设计成本也相对会高些.
2)期货交易使苹果产地价格水涨船高,居高不下。期货作为一种新的交易方式,近年在我国苹果销售上风生水起,但期货交易不卖实物,它是由期货交易所统一制定的,规定在将来某一特定时间和指定地点交割的标准化合约进行交易,也就是指远期的货物(标准化合约)。说直白一点,就是买空卖空。但是,在期货合约签订过程中,市场分析报告会对成交价产生直接影响,而分析报告的产生大多是根据历年经验数据和当年生产现状、天气状况等得来的,有的分析师难免会因为脱离生产,凭主观臆断提供有违实际的报告,从而误导期货价格偏离实际,这种现象会产生连锁反应,对现货交易产生极大影响。
4.1 闲置塑料模具再利用设计流程
闲置塑料模具再利用设计是根据闲置废旧塑料模具零部件最终状态,来确定再利用塑料模具的零部件方案,要考虑以下几点:
(1)塑料模具在使用过程中,由于工作环境的不同而造成同一种零部件,有的要修复,有的不要修复就可以使用.
(2)闲置塑料模具的失效形式、失效程度、维修历史等存在差异;使得闲置报废塑料模具的零部件可再利用性不同.即使是同一种零部件也存在不同程度的差别;因而必须确定通过现有修复技术能够修复的再使用零部件.
(3)塑料模具从使用到寿命结束时,零部件受到不同程度的损坏,有部分零部件是易损件,一旦受到损坏就无法修复,或者修复的成本太高;这部分零部件必须通过采购新的零部件来替换.
(4)闲置废旧塑料模具的零部件修复后,零部件的结构、尺寸很有可能发生了变化,不再与原有产品的尺寸、结构相同;从而使得再利用产品的装配发生变化,因而必须根据再利用零部件修后的尺寸、结构,进行配件的定制生产,以满足再利用塑料模具设计的重新装配要求.
考虑以上四点后,把可再使用零部件、需修复零部件、需替换零部件、定制配件四部分信息列出清单汇总起来,最终形成再利用模具设计的方案,用以指导闲置塑料模具再利用生产.
4.2 塑料模具再利用修复工艺设计
4.2.1 修复工艺技术
①堆焊修复:用低温氩弧焊、手工电弧焊等方法在需要修复的部位进行堆焊,再作修整,主要用来修复局部损坏或需要补缺的地方.
②凿捻挤压修复:当闲置塑料模具型腔表面局部有浅而小的伤痕时,可以利用小锤子和錾子在离开型腔部位2~3mm处进行凿捻,使型腔表面的某一部分挤压变形而增高,也可采用局部钻孔打入紫铜钉,然后通过修光达到修复的目的.
③镶件修复:用铣床、电火花及线切割等加工方法,在需修理的部位加工成凹坑或通孔,用一个镶件嵌入凹坑或通孔内达到修复的目的.
④扩孔修复:当各种杆类零件的配合孔磨损时,可采用扩大孔径及增大相应杆径与之配合的修复方法.
⑤增生修复:当型腔面有局部磨损,采用焊接、镶件或凿捻修复都不适宜的情况下,可以采用增生修复,如图2所示.在离型腔部分3~5mm钻一个孔,再把销子插入孔内,在加热修整部分的同时,用锤子敲击销子,使其局部增生,长出亏缺的料,然后再进行修正,达到修复的要求.采用此法要注意增出量和敲击力不要过大,否则容易产生裂纹,插入孔内的销子最后应焊牢或用螺钉固定住.
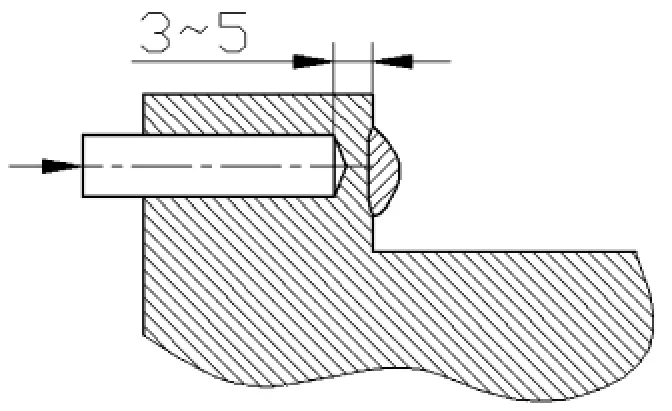
图2 增生修理
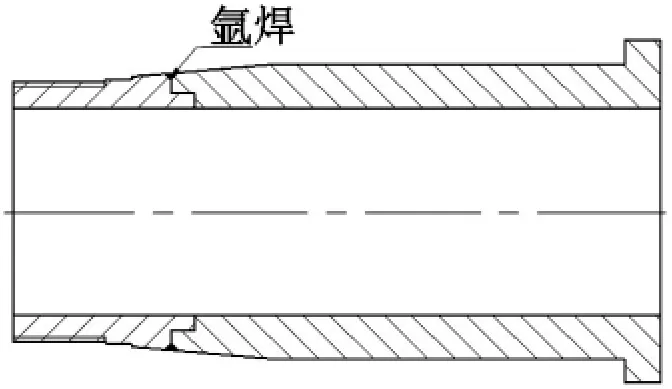
图3 修复实例1
⑥电镀及化学镀修复:当要求型腔或型芯壁厚整体增加时可用电镀及化学镀修复,同时可提高表面光洁度、增加硬度及耐腐蚀性等要求.
⑦螺纹孔及销钉孔的修复:螺纹孔损坏可将损坏的螺纹孔扩大改成较大的螺纹孔,或将损坏的螺纹孔扩大成圆柱孔,镶嵌入柱塞,再按原来位置及大小加工螺纹孔.销钉孔损可用扩大直径法、加柱塞法及更换销钉法.
4.2.2 修复设计工艺方案制定原则
对模具零部件进行再利用时,选择修复工艺应满足待修模具零件的工况和技术要求,并能充分发挥该工艺的特点,确定修复工艺前应作以下各项分析:
①修复工艺要满足模具零件的工况条件;
②修复工艺要满足待修零件的技术要求和特征,如零件材料成分、尺寸、结构、形状、热处理和金相组织、力学和物理性能、加工精度和表面质量等;
③要考虑各种修复工艺覆盖层的厚度;
④要考虑对同一模具零件不同的损伤部位所选用的修复工艺尽可能少;
⑤要考虑到下次修复的便利.
4.2.3 再利用塑料模具修复工艺方案实例
如图3所示,零件的前端螺纹不能重复使用时,整个零件换掉重做浪费时间,可把前部分车掉,再两车个镶套(抛面线)镶入后氩焊再车牙型即可.如图4所示,当需要把产品直径A设计变大,在镶块需要热处理耗时久,穴数较多和型腔深度H1较小时,可把分型面铣掉(模板当对应一样)再重新加工型腔.
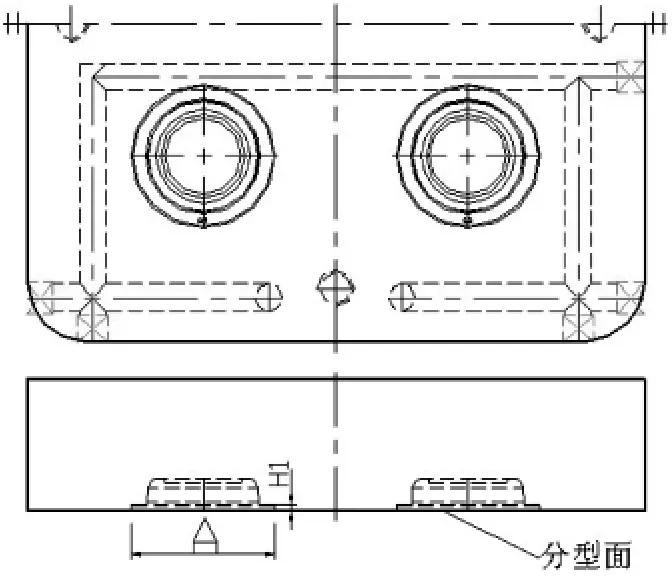
图4 修复实例2
4.2.4 再利用塑料模具修复后质量检测
对修复后的再制造产品,必须对其进行性能测试,以达到预定的质量要求.模具零部件修复后,其主要检测指标有:结合强度、耐磨性、疲劳强度和耐腐蚀性.
5 闲置塑料模具再利用实例
如图5所示为再利用的收音机前盖塑料模具,其设计及制造流程是:
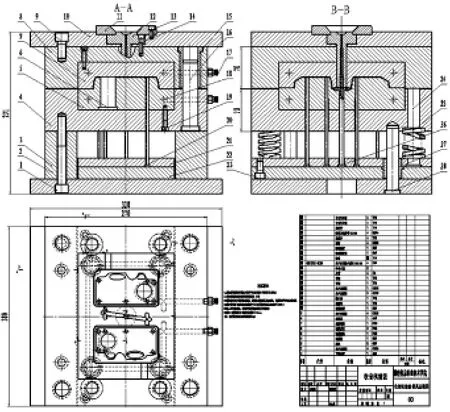
图5 收音机前盖模具结构图
(1)根据收音机前盖制件图确定模架、成型零件等初步设计.
(2)根据初步设计的参数查询再利用塑料模具的资源数据库,确定可利用的模架及零部件,调出相应数据,并对模具作祥细设计.在设计过程中,要注意考虑采用闲置废旧塑料模架、零件作为再利用毛坯的因素.
(3)根据模具设计图纸及相关数据从再利用塑料模具的资源库调出相应的模架、浇口套、拉料杆、推杆、型芯、型腔镶块、冷却装置等作为再利用毛坯,并开始加工制造相关零件.在这个阶段,要注意零件的修复方法、工艺及更换.
(4)根据模具设计图纸、再利用加工好的零件及新零件进行模具装配.
(5)根据注塑工艺对装配好的收音机前盖塑料模具在相应的注塑机上进行试模,看看是否符合要求,是否需要作相应的修模,最终得到合格的收音机前盖制件.
〔l〕徐滨士,等.再制造工程基础及其应用[M].哈尔滨工业大学出版社,2005.
〔2〕谢立伟.再制造关键技术研究[D].武汉:武汉理工大学.2005:4-9.
〔3〕张明魁.再制造产品智能拆卸和评估系统[D].南昌:南昌大学,2007:26.
TQ332.3
A
1673-260X(2010)11-0075-03
福建省教育厅A类科技项目(J A09181)
