EVA发泡塑料流变性能的实验
2010-09-07许建文刘斌顾永华
许建文,刘斌,顾永华
(华侨大学机电及自动化学院,福建泉州362021)
EVA发泡塑料流变性能的实验
许建文,刘斌,顾永华
(华侨大学机电及自动化学院,福建泉州362021)
结合有交互作用的正交试验,在不同口模温度及转速组合下,测量EVA(聚乙烯-醋酸乙烯共聚物)发泡塑料表观粘度.测量结果表明,转速对EVA发泡塑料表观粘度的影响程度大于温度的影响程度,且温度与转速之间的交互作用对表观粘度的影响程度较小.结合挤出的发泡制品的密度及表面质量,选取优化的工艺参数组合为基准,研究单因素对发泡塑料表观粘度的影响规律.实验结果显示,在转速不变的情况下,随着温度的升高,EVA发泡塑料的表观粘度先减小后增加,最后再减小;在温度不变的情况下,随着转速的增加,表观粘度减小.
EVA发泡塑料;流变性能;正交实验;表观粘度;优化
聚合物的流变性不但与材料的粘度和弹性有关,还与材料的分子结构、分子质量和分子质量的分布有关.它与各种因素的关系是高分子材料成型加工中最基本的工艺参数,对原料的选择和使用、成型最优工艺条件的确定、成型设备和模具的设计,以及提高制品的质量都有重要的作用[1-2].在高分子材料流变性能的研究中,粘度是描述高分子材料熔体流动行为最重要的量度.转矩流变仪具有实验过程中不受外界的影响,实验结果重现性好、准确度高,只需要很少的样品即可在实验室里模拟实际生产工艺条件等优点[3-4].本文利用转矩流变仪测量EVA(聚乙烯-醋酸乙烯共聚物)发泡塑料的表观粘度,研究单因素对EVA发泡塑料表观粘度的影响规律.
1 粘度计算公式
Kraynik[5]研究含有发泡剂的塑料熔体的挤出过程,建立了发泡塑料熔体通过口模流道时出现气泡的位置及其影响因素相互关系的数学模型.带发泡剂的塑料熔体在口模平直流道中的流动过程,可以分为进口段、稳定段和出口段.塑料熔体相变图,如图1所示;塑料熔体压力曲线,如图2所示.
由图2可知,进口段受进口效应的影响,熔体压力曲线偏离直线,且进口效应比不含发泡剂的塑料熔体要大.稳定段的压力曲线是直线,压力梯度不变,流动是稳定的、充分发展的,其粘度的计算式为
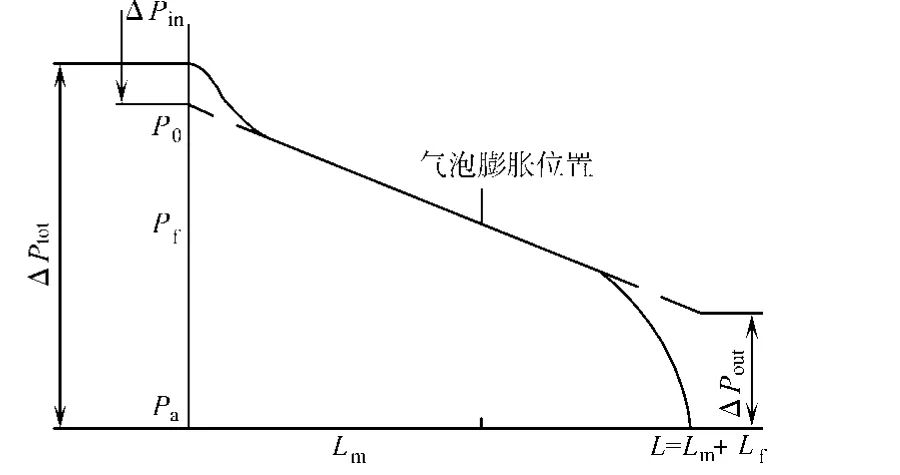
图2 塑料熔体压力曲线Fig.2 Pressure curve of p lastic melt

图1 塑料熔体相变图Fig.1 Phase-changemap of p lastic melt

式(1)中:ηap为熔体的表观粘度;τaw为熔体在流道壁面处的表观剪切应力;˙γap为熔体的表观剪切速率; ΔP为在流道长度为ΔL区段内的压力降;R为管形流道的半径;Q为熔体在流道中的体积流率.
在出口段,由于熔体中出现气泡,发生相变,从单一的液相变为气液混合相,而且气相的比例不断地增长,熔体粘度发生连续变化,压力曲线偏离直线,压力梯度不再是常数.所以,进口段和出口段不能用式(1)进行计算.为简化计算,试验不考虑口模的进口段和出口段的表观粘度问题.
2 粘度的测量
2.1 实验原理
在RM 200A型转矩流变仪的单螺杆挤出装置上配一个毛细管口模,出口处的压力传感器测定压力.然后,在限定的时间内测定挤出熔体的质量,由此分别计算出口模的进出口压力差(ΔP)和流量(Q).熔体的表现粘度为

式(2)中:R,L分别为毛细管口模半径和长度(cm);ΔP为进口压力差;Q为熔体流量(cm3·s-1).
2.2 实验方案
选取口模温度与转速做有交互作用的正交实验,将长径比为10∶1的毛细管口模挤出装置安装在主机上,测量EVA发泡塑料的表观粘度.流变仪挤出机平台的温度设定分为4个区域,即θ1,θ2,θ3及θ4,如图3所示.图3中:θ1,θ2,θ3的温度设为固定,分别为90,125,150℃;θ4区为挤出口模的温度.
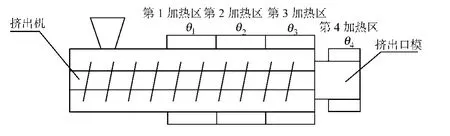
图3 挤出机平台加热区顺序示意图Fig.3 Schematic of the heating region order of extruder platform
3 结果与讨论
3.1 数据处理
3.1.1 流量的计算 实验测定的数据有流量与压力.流量可通过截取一段时间内的挤出料量,称量并计算相应的流量.由于在不同条件下,发泡塑料发气量的不同,引起密度的不同,从而引起流量的不同,因此应测量每次挤出时的密度[6].
3.1.2 压力数据处理 测量数据包含随机误差和系统误差是正常的,只要误差值不超出允许范围,所得的结果应接受.但是,粗大误差超出了正常的误差范围,对测量结果造成歪曲,应剔除不用.
采用莱以特准则[7]来判断实验中的压力数值中的异常数据.其原理是,对某量进行n次等精度的重复测量,得数据x1,x2,…,xn;若某一数据xk相应的残差vk满足

的条件,则认为xk含粗大误差,属异常数据,应剔除.其中:¯x为算术平均值;s为测量标准差的估计量.在剔除完异常数据后,即求新数据的平均值,得到不同组合条件下的压力值.
以温度为175℃,转速为20 r·min-1时的压力为例,记录了112个时刻时的压力值,如图4所示.将这些数据作为x矩阵输入到MA TLAB中,计算数据的算术平均值与标准差;然后,计算每个数值与该组数值的算术平均值差的绝对值.如果此数值在允许的误差范围内,则放进新的数据矩阵;否则,进入下个数据的判断选择.
待所有的数据判断完成后,求新的数据矩阵,即以在允许误差范围内的压力值构成的矩阵的平均值作为此条件下的压力值.
在毛细管挤出口模半径R为2/2 mm,长度L为20 mm时,利用式(1),(2)计算不同组合条件下挤出发泡制品的参数,如表1所示.表1中:θ,ω,Q,P,ρ,τ,˙γ,η分别表示为挤出口模温度、转速、流量、压力、密度、剪切应力、剪切速率与表观粘度.
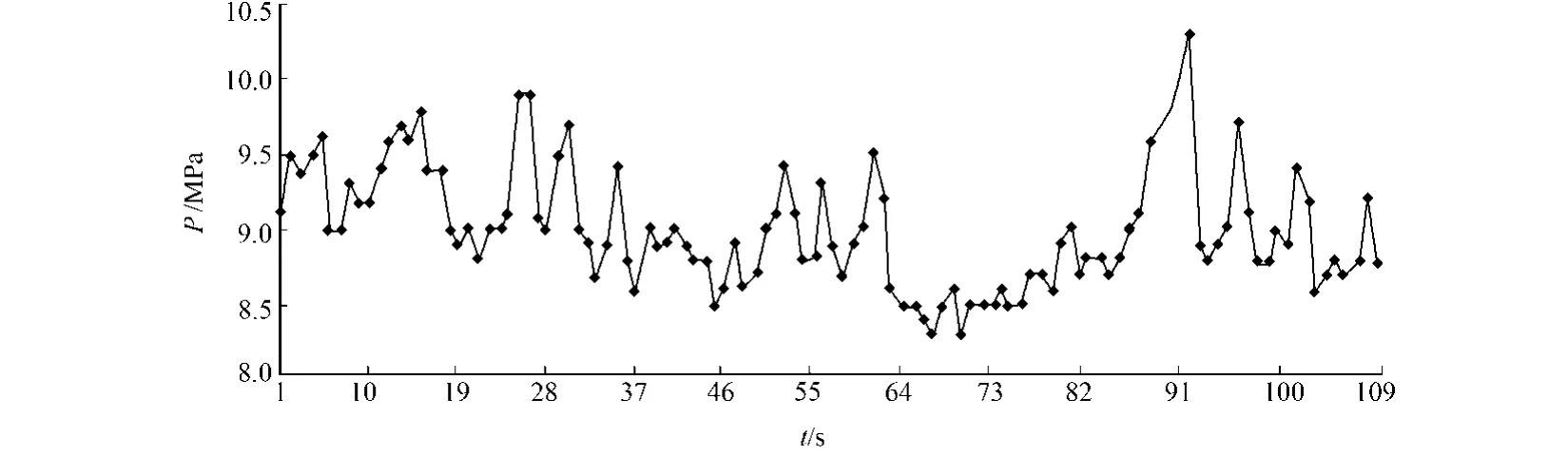
图4 不同时刻的压力图Fig.4 Pressure picture at different time
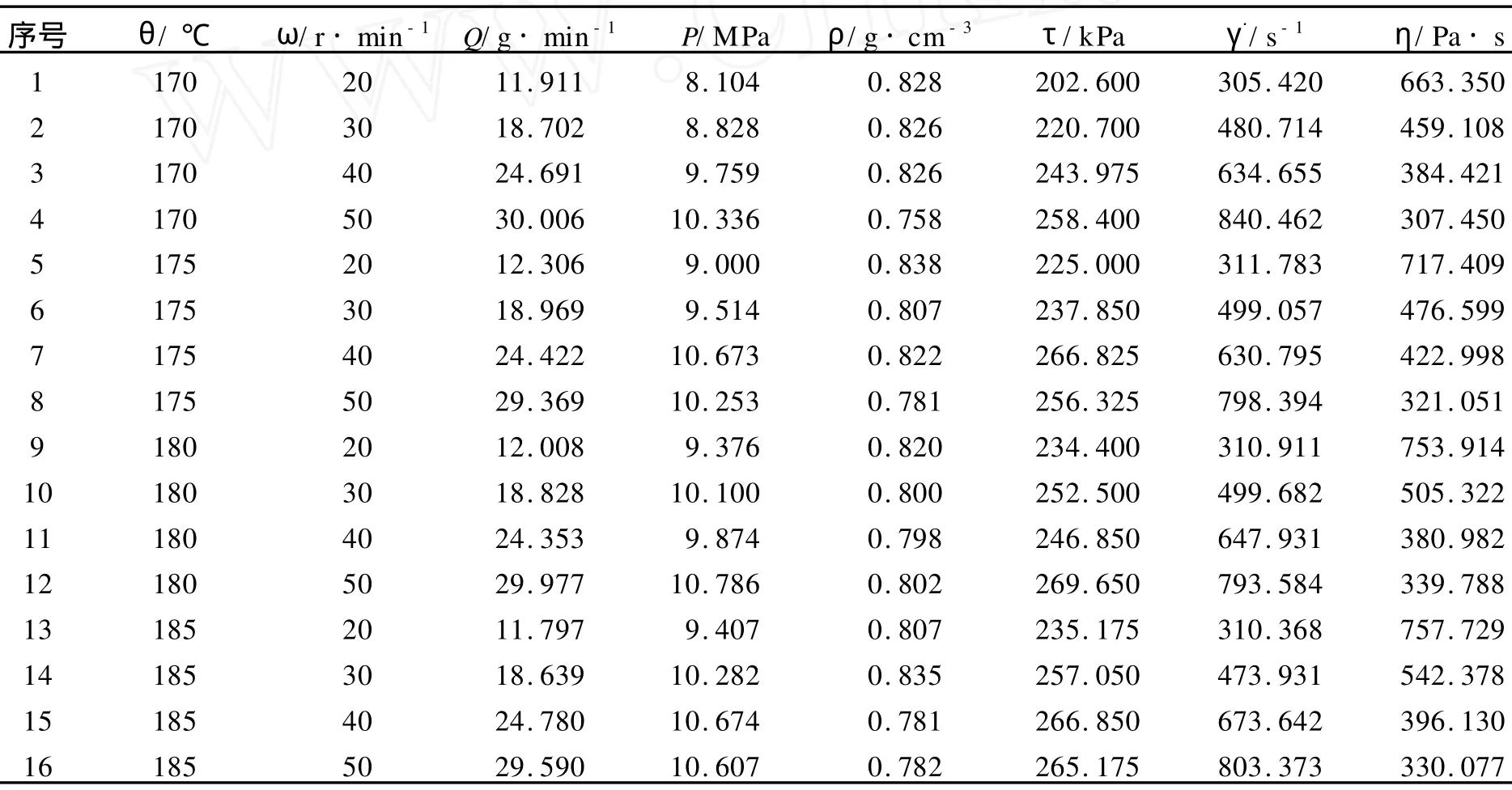
表1 不同组合条件下挤出发泡制品的参数计算值Tab.1 Parameters’calculation value of extrusion foam p roducts under different compages conditions
3.2 结果分析
使用田口实验设计法中的变量分析(ANOVA),可以计算出各个工艺参数对表观粘度与密度的影响次序和优化的工艺参数组合[8].对实验结果进行直观分析,即将各工艺参数在4个水平下的表观粘度及密度的平均计算,有

式(3)中:m为工艺参数在某水平下的平均值;n为该水平下出现的次数;xi为工艺参数在此水平下的表观粘度或密度.然后,由各工艺参数最大平均值和最小平均值之差计算出极差R,结果如表2所示.

表2 表观粘度和密度直观分析表Tab.2 Direct analysis table of apparent viscosity and density
通过以上的分析,可以得到如下2点结论.
(1)由极差的大小可直观得出各工艺参数对表观粘度的影响次序由大到小,即转速、温度,以及转速和温度的交互作用.其中,转速对表观粘度的影响较为显著,温度与两者之间的交互作用的影响则较小,可见转速和温度的交互作用可以忽略不计;各工艺参数对密度的影响的大到小次序:转速、转速和温度的交互作用、温度,总体上对密度的影响很小.
(2)在考察的工艺参数水平上,转速在20 r·min-1时,发泡塑料的表观粘度较大,挤出制品的表面质量较差,密度较大;在转速超过50 r·min-1时,制品密度虽小,但由于表观粘度较低,发泡剂分解产生的气体从熔体中挥发,发泡效果不好.因此,转速选择范围为30~40 r·min-1,这里选取30 r·min-1;温度在170~185℃挤出制品的密度相差不多,表面质量较好,选取温度为175℃.
4 单因素对EVA发泡塑料表观粘度的影响
4.1 温度
在转速为30 r·min-1下,研究不同挤出口模温度的EVA发泡塑料表观粘度的变化情况,结果如表3所示.由表3可以看出,在170℃以前,EVA发泡塑料的表观粘度,随着温度的升高而降低.究其原因是,EVA发泡塑料没有达到发泡剂与交联剂的最佳分解温度,发泡剂与交联剂分解不完全.随着温度的升高,与一般的热塑性塑料一样,粘度下降.
在170~185℃之间,随着温度的升高,表观粘度增加.与一般的热塑性塑料的表观粘度随着温度的升高而减小不同,对于EVA发泡塑料,随着温度的升高,其表观粘度有一定程度的增加.一方面,随着温度的升高,发泡剂分解放出气体,同时放出大量的热,造成熔体局部过热,使得温度上升,熔体表观粘度下降;另一方面,交联剂使EVA发泡塑料发生交联反应,使得发泡塑料的分子结构由线型转变为网型或体型的分子结构,从而使其表观粘度增加;交联剂使发泡塑料粘度增加的作用大于发泡剂使其表观粘度降低的作用,从而使发泡塑料随着温度的升高表观粘度出现增加的情况.
超过185℃,表观粘度则是降低的趋势.这是因为,表观粘度是随着温度的升高而降低,此时,发泡剂的分解速度大大大于交联剂的分解速度,使得粘度降低.对于密度,随着温度的升高,在180℃时降到最小,而后随着温度的变化而出现变动.故选择温度为180℃.
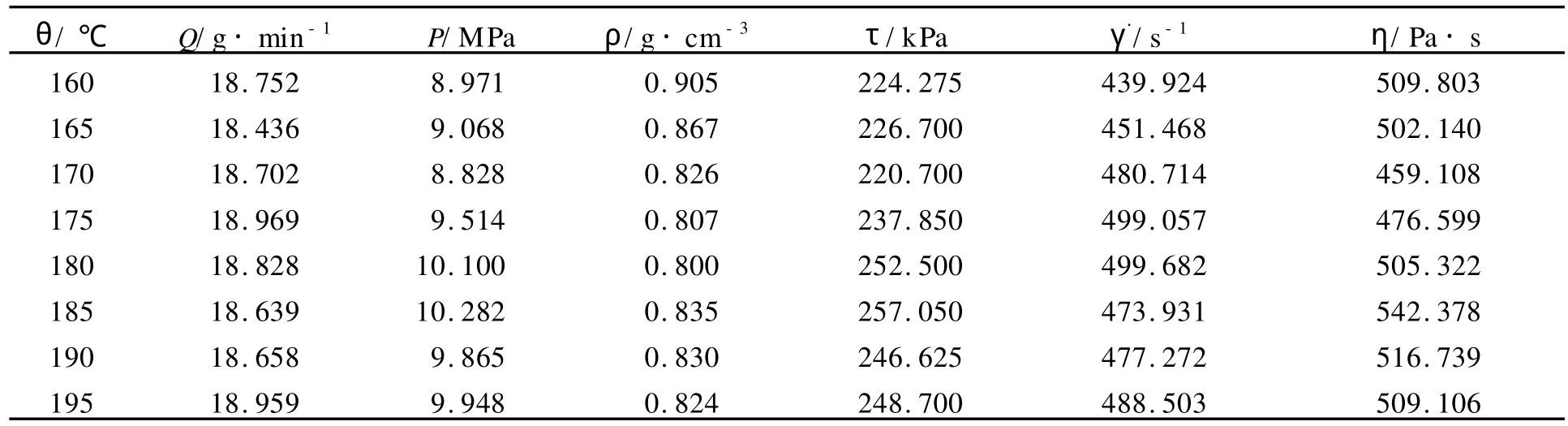
表3 不同温度下的EVA发泡塑料表观粘度的变化情况Tab.3 Variations of EVA foam’s apparent viscosity under different temperatures
4.2 转速
在挤出口模温度为175℃时,研究不同转速的EVA发泡塑料表观粘度的变化情况,结果如表4所示.由表4可以看出,随着转速的升高,流量的增加使得EVA发泡塑料熔体的剪切速率升高,同时剪切应力有一定程度的增加.在转速增加到50 r·min-1时,此时的剪切应力相对于之前有一定的下降,总体是处于上升趋势.但是,由于转速增加的幅度小于剪切速率升高的幅度,从而使得EVA发泡塑料的表观粘度降低.
密度则随着转速的升高在30 r·min-1时达到最小,而后出现波动情况.转速在30 r·min-1以前,螺杆转速较小,物料在机筒内的滞留时间较长,发泡剂分解程度大,容易出现气体逸出或并泡现象,使泡孔数目减少,泡孔结构较差,密度大,挤出制品的表面质量比较差;螺杆转速较大时,物料滞留时间较小,发泡剂分解程度小,发气量不足.另外,转速太快时,将使塑化不均匀而造成一部分气体逸出,从而产品密度将增大.因而,最佳转速为30~40 r·min-1,选择30 r·min-1.

表4 不同转速下的EVA发泡塑料表观粘度的变化情况Tab.4 Variations of EVA foam’s apparent viscosity under different speeds
5 结束语
结合带有交互作用的正交实验,研究不同温度及转速组合下的EVA发泡塑料的表观粘度.以较好的工艺参数为基准,研究单因素对EVA发泡塑料粘度的变化规律.随着温度的升高,EVA发泡塑料的表观粘度先减小后增加最后减小;随着转速的增加,表观粘度则减小.
[1] 周彦豪.聚合物加工流变学原理[M].西安:西安交通大学出版社,1985.
[2] 吴大诚.高聚物加工流变学[M].四川:成都科技大学出版社,1994.
[3] 李玉宝,宣超.转矩流变仪系列实验设备在PVC加工中的应用[J].聚氯乙烯,2004(5):21-24.
[4] 李迎,陈亭.用于聚合物流变性测量的智能转矩流变仪的研制[J].聚氯乙烯,2004(3):40-42.
[5] KRA YN IK A M.Rheological aspects of thermoplastic foam extrusion[J].Polymer Eng Sci,1981,21(2):80-85.
[6] 张贤达,沈晨中.关于用浸渍法测试塑料密度的问题和改进意见[J].理化检验:物理分册,2004,40(8):402-403.
[7] 丁振良.误差理论与数据处理[M].哈尔滨:哈尔滨工业大学出版社,2002.
[8] 王利霞,张娜,申长雨,等.应用Taguchi实验设计法最小化注塑成型制品沉降斑[J].塑料工业,2004,32(4):26-28.
Experimen ts of the Rheological Characteristics of EVA Foam
XU Jian-wen,L IU Bin,GU Yong-hua
(College of Mechanical Engineering and Automation,Huaqiao University,Quanzhou 362021,China)
Combined w ith orthogonal experiment considering interaction,EVA foam’s apparent viscosity is measured under different compages of temperature and speed.It can be concluded from the results that the degree of speed’s effect on apparent viscosity is greater than that of temperature’s,and that of interaction’s between temperature and speed is smaller.Combined w ith foam p roducts’density and surface quality after extrusion,the compagesof op timum p rocess parameters are selected to investigate the influence of each single factor on foam’s apparent viscosity.Experimental results have show n that,w hen speed remains unchanged,w ith temperature increasing,EVA foam’sapparent viscosity decreases first,then increases and finally reduces;w hen temperature remains unchanged,w ith speed increasing,apparent viscosity reduces.
EVA foam;rheological characteristics;o rthogonal experiment;apparent viscosity;op timum
TQ 325.106.6
A
(责任编辑:黄仲一 英文审校:郑亚青)
1000-5013(2010)06-0601-05
2009-05-17
刘斌(1972-),男,副教授,主要从事聚合物材料模塑成型的研究.E-mail:mold_bin@hqu.edu.cn.
福建省自然科学基金资助项目(E0810040);福建省青年创新基金资助项目(2004J033)
