基于 PLC的有色冶金废水处理控制系统
2010-08-31刘晓毛
刘晓毛,郭 栋
(水口山有色金属集团公司,湖南衡阳 421513)
基于 PLC的有色冶金废水处理控制系统
刘晓毛,郭 栋
(水口山有色金属集团公司,湖南衡阳 421513)
介绍了基于 PLC的有色冶金废水处理控制系统,应用先进的MPI通信、Profibus现场总线控制系统和工业以太网技术,展开系统实施。系统具有实时性、可操作性、稳定性、可扩展性能等方面的优势,提高了企业的自动化控制水平和经济效益,促进企业节能减排,实现可持续发展。
PLC;MPI;Profibus;以太网;工控机
1 引言
有色金属冶炼过程中会产生大量的工业废水,该种废水含有多种重金属离子且浓度较高。为了实现达标排放,需要进行多道工序的处理。为落实国家节能减排目标,湖南某有色集团特从美国引进专利——电絮凝处理技术,并且对该技术进行消化,成功应用于实际工业冶金废水处理。
随着我国工业经济的发展,工业废水处理的发展趋势必然是朝着自动化程度较高的方向发展,近年来由于计算机控制系统地位在企业自动化进程中的确立,以可编程控制器 PLC、现场总线 Profibus-DP、MPI网络以及工业以太网 (Industry Ethernet)组成的集散控制系统在工业自动化领域代表了前沿的发展水平,在湖南某有色金属集团,由该系统组成的有色冶金废水处理自动化装置及网络已得到了成功应用。
2 冶金工业废水电絮凝处理工艺简介
废水处理工艺流程如图 1所示。工业原水经管道被引流到均化池,也称原水池。均化池的作用是将流量不稳定的原水积累起来保证进入后面工艺的水量恒定;另一个作用是曝气,将沉淀的污泥与原水充分的混合,形成浑浊的原水。原水经集水井由提升泵将其引流入 pH调节池。pH调节池包括两部分,一部分是搅拌池,是向原水中加由石灰乳制备间提供的石灰乳使其pH值稳定在 8.5~11之间;另一部分是斜板污泥池,加过石灰乳的原水经搅拌池从该池底部注入,其中清液经斜板流到引流槽进入电絮凝设备;污泥由泵抽出送到污泥井。清液在电絮凝设备中处理后,转化为有泡沫的绿色絮体混合液,同时在絮凝槽底部装有气动阀初步去除污物。绿色絮体混合液由加压泵经专用管道进入除泡池,在除泡池上部有向该池中加“絮凝剂”的装置,经搅拌,混合液中的絮体在与除泡池相连的斜板二沉池中下沉到底部,经吸刮泥机将污物排入污泥井,污泥井中的污物经压滤再次冶炼,至此重金属离子已被完全回收;而上部清液经斜板由引流槽进入中间水池,后经离子交换软水器后,进入回用水池,而此时的回用水池中的水已基本满足外排或再次使用的要求。
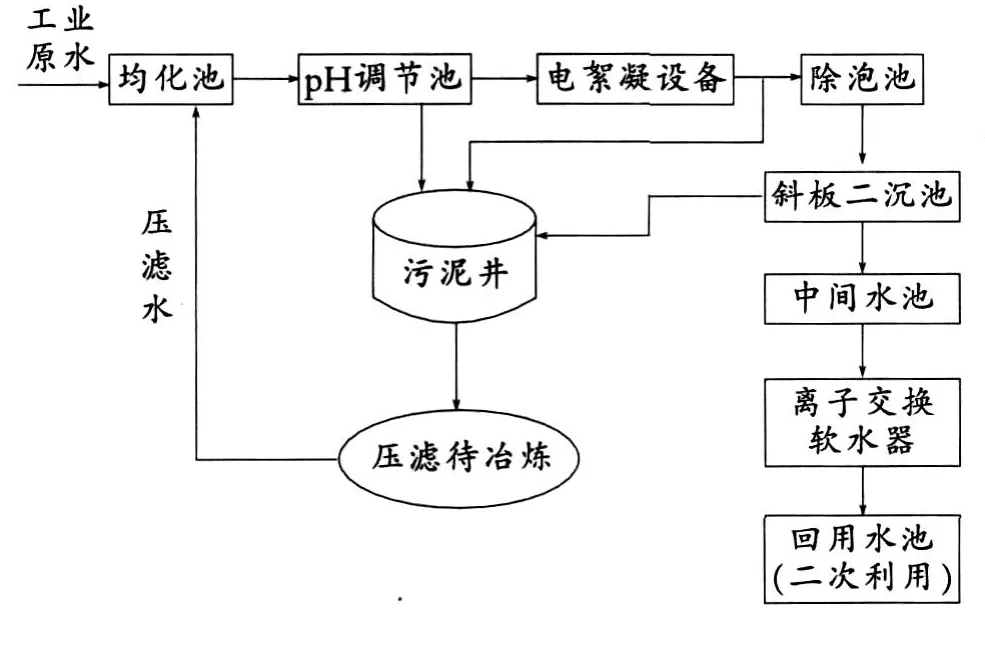
图 1 有色冶金工业废水电絮凝处理工艺简图
3 自控系统结构设计
在整个系统中,以西门子中型 PLC S7-300为核心,W inCC监控软件为界面,配套以 Profibus-DP现场总线、MPI网络、工业以太网通信连接模式组成的互联网监控及管理,设计由下而上分三层网络控制方式来实现。
3.1 现场级
现场级是系统网络的最基层,与工厂现场设备相连,包括:西门子 S7-300 PLC、控制总线 Profibus -DP、电絮凝设备电控柜和现场的被控设备。现场监控设备有变频器、pH计、液位计、流量计、电导仪、泵等。在过程控制领域,尤其是在工业废水处理控制中,Profibus-DP总线应用的非常广泛,与西门子PLC也有很好的兼容性,在本废水系统主要用于实现电絮凝设备电控柜与 PLC的通信,其通信速率为9.6~12Mbit/s,传输介质采用双绞线[1]。液位、流量、电导、pH值、镉含量等模拟量信号和泵等的开关量数字信号连接至 PLC,实现信息监控。通过泵旁的现场控制箱上的“自动 -停 -手动”标签选择“自动”就能在工控机上控制其启停。
3.2 监控级
监控级主要是利用带有监控软件W inCC的工控机和可编程控制器 PLC之间的数据通信,即:对各个池、泵的各种模拟量和数字量、电絮凝设备电控柜送来的电絮凝设备操作信息等进行监视控制。系统中工控机是集生产一线信息的动态显示、控制报警、历史曲线显示、重要参数上下限修改、组态报表打印系统于一体的操作工作站。监控级工控机与 PLC之间的通信通过MPI通信卡 CP5611,将计算机连接到MPI网络,实现计算机和 PLC的信息交换。MPI通信是一种简单经济的通信方式,物理层是 RS-485,通信速率为 9.2k~12Mbit/s,最大通信距离 50m。
3.3 管理级
管理级主要是以厂调度中心作为客户机,采用工业以太网将现场设备生产信息经MOXA工业交换机远传至厂调度中心,工业以太网提供了针对制造业控制网络数据传输的以太网标准,该技术利用了交换以太网结构,有很高的网络安全性、可操作性、时效性和开放性,是企业信息化的基础,速率为 10~100 Mbit/s。本废水处理系统通过CP343-1西门子工业以太网模块实现自动化系统 S7-300通信,可以方便高层管理人员通过 TCP/IP协议访问以交换机作为服务器,了解废水处理实时情况及设备运行状况。
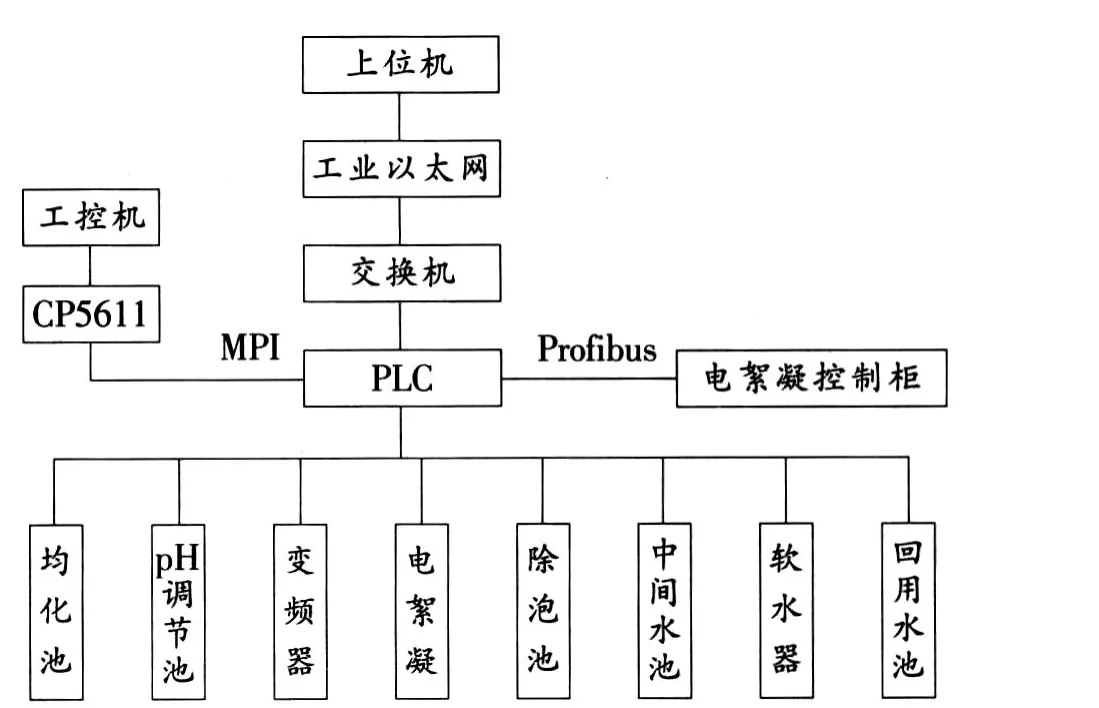
图 2 系统网络结构图
4 系统配置
4.1 现场级、监控级硬件配置
这两部分的硬件主要包括:工控机部分、PLC部分、电絮凝设备电控柜及底层设备。系统中工控机采用研华 IPC-610L,能基本满足废水处理系统的监控要求,并且监控画面采用W inCC V5.3组态软件设计,选择W inCC是因为它是西门子公司开发的自动化视窗控制中心,是该公司自动化领域的代表软件,所以它和西门子 PLC通信具有得天独厚的优势[2]。PLC部分选用西门子 S7-300,它是整个废水处理系统的核心,其特点是:循环周期短、处理速度快;指令集功能强大,可用于复杂功能;有不同档次的 CPU,各种各样的功能模块和 I/O模块可供选择,产品结构紧凑,可用于空间有限的场合。CPU选用“CPU312”,适合于全集成自动化和对处理速度中等要求的应用,其运行时需要一个作为数据和记忆存储的微型存储卡 (MMC卡)。信号模块,包括模拟量 I/O和数字量 I/O,A I S M331和 AO S M332分别为 4个、1个;D I S M321和DO S M322分别为 2个、1个,该信号模块直接与底层设备送来的模拟、数字信号通信。电源模块采用 PS 307将UPS电源提供的交流市电转换为所需的 24V直流工作电压。电絮凝设备电控柜,其核心部件 CPU采用西门子公司产品,操作模式分为自动运行、手动运行两种方式,它的作用是以 Profibus-DP总线方式连接 PLC,将电絮凝设备的各种运行状况提供给 PLC监控,使操作员时刻了解设备的运行状况。底层设备包括智能化仪表和泵、阀、变频器等执行机构。
4.2 管理级硬件配置
该层硬件(待实现)包括:厂调度中心上位机、交换机部分、工业以太网网络。厂调度中心上位机选DELL服务器仍然采用西门子W inCC监控软件,在 PLC柜中添加 CP343-1西门子以太网模块,通过双绞线连接至工业级光电转换器,拉光纤于较远的厂调度中心MOXA交换机上,再通过双绞线接至调度中心上位机,完成以工业交换机为服务器的工业以太网通信。由于该交换机有 2个光纤口,所以另一个未用的光纤口为以后系统扩展备用。
5 软件配置
5.1 控制软件
该系统 PLC的编程工具选用西门子 STEP 7 V5.3,STEP应用程序的编程在对程序进行结构设计和数据结构设计的基础上,依据从下向上的方法进行,即被调用的 FC和DC首先建立,然后依次在更高层次上建立逻辑块,直至全部块建立,也就是从上而下建立结构,从下而上丰富完善内容。
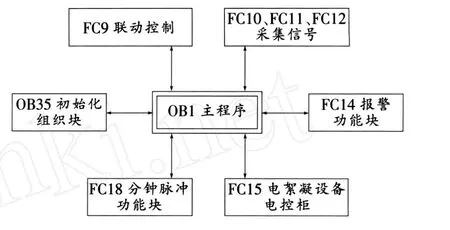
图 3 控制软件数据块图
5.2 监控软件
在该工业废水处理系统中,由于 PLC选用的是西门子 S7-300,所以监控层上位机、厂调度中心客户机就都选用W inCC,监控软件选择W inCC有比较大的优势,即:易于扩展、组态方便、功能强大、通信简单。系统中监控软件分为:系统工艺流程图、重要参数显示与报警、石灰乳泵变频调节画面、现场泵的启停控制的操作画面、实时历史曲线画面、重要参数表格打印、高权限用户管理调节设置部分。整个监控软件中系统工艺流程图是监控的主画面,其它各画面都有相应的按键切换。
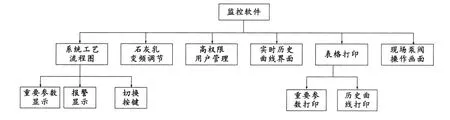
图 4 监控画面方框图
6 系统功能
该工业废水处理系统选用以西门子 S7-300 PLC为核心的控制系统,监控工控机配以 STEP 7编程软件及W inCC监控软件作为操作人员的监控画面。整个工控机人机界面友好,操作方便,现场设备及仪器仪表通过智能 I/O与 CPU通信。对现场设备和仪器仪表进行监控,如:均化池 2个液位,初沉池 9个 pH计、3个液位、1个电导,电絮凝设备进水1台电磁流量计,除泡池 1个 pH计,中间水池液位1个、电导 1个、pH计 1个,回用水池液位 1个,镉离子含量检测仪 1台,出水流量 1台电磁流量计,底层设备中液位计、电导仪、pH计都选用的是 E+H产品,性能可靠,安装方便灵活,这些仪器仪表的信息在对应的“系统工艺流程图”中进行集中监视管理[3]。对变频器控制下的石灰乳泵向 pH调节池加的石灰量进行自动调节。对均化池 6台引水泵和 1台提升泵、pH调节池 2台泵、污泥井 2台泵、离子交换软水器 6台水泵和回用水池 2台水泵,只要控制箱上对应的开关打到标签“自动 -停 -手动”上的“自动”档指标上,监控室工控机就能在相应的画面中对这些泵进行启停控制。工控机界面对液位、pH值、电导和各种执行泵阀等各种参数的越位报警、实时曲线、历史曲线等都进行显示、处理。电絮凝设备配置了“电絮凝设备电控柜”于现场,实现现场实时操控,提高了生产的安全性和高效性,并将某些重要的参数与 PLC直接进行 Profibus-DP通信,提高了整个系统的稳定性。更高一级的管理级通信 (待实现)采用工业以太网通过交换机将工业现场信息传送给高层管理者,供下一步决策参考使用。整个控制系统结构紧凑、信息处理和共享传送时效性较强。
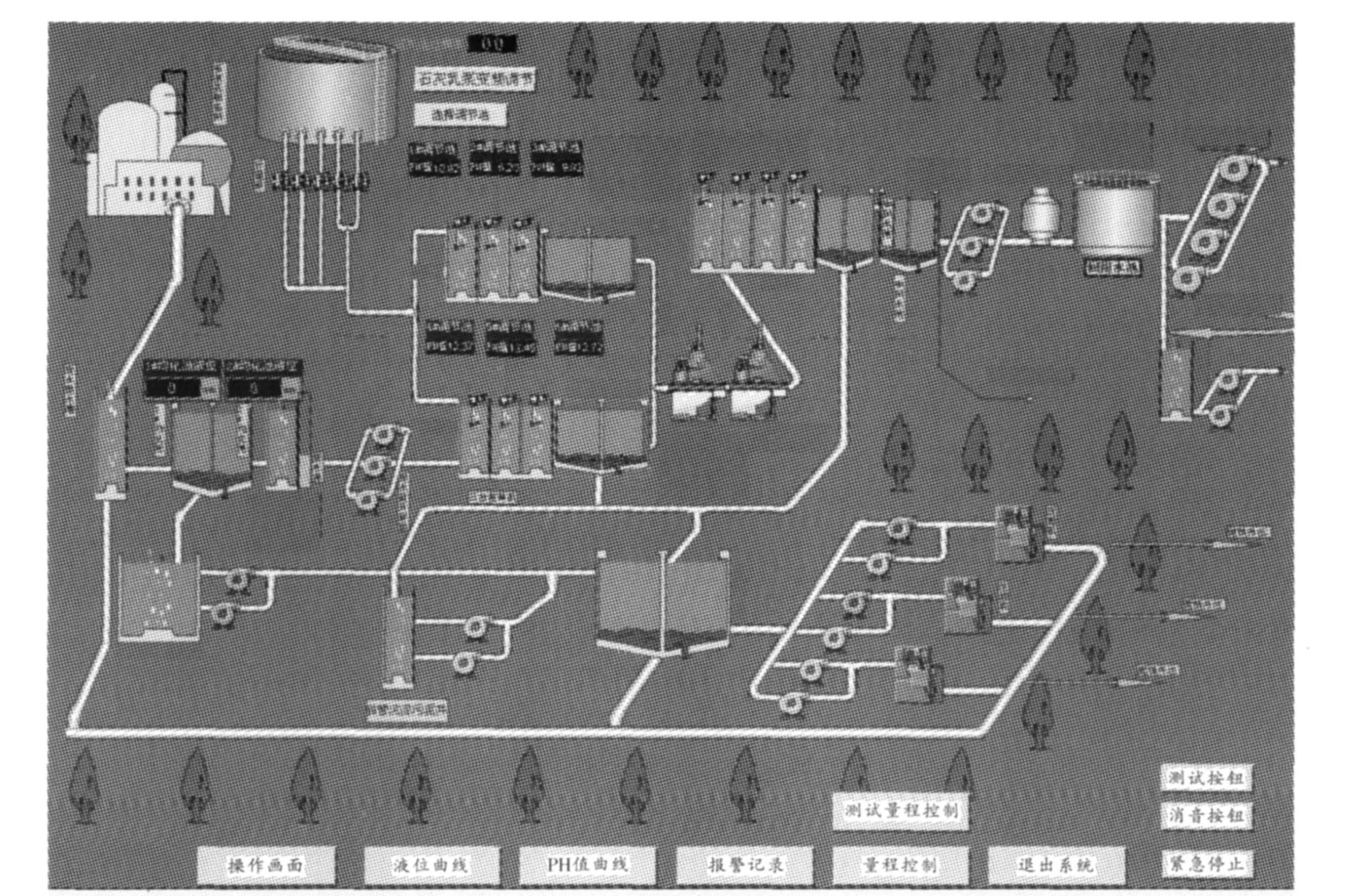
图 5 工控机监控画面
7 结束语
基于 PLC的废水处理控制系统在湖南某集团公司的成功运用,充分发挥了废水处理装置的效能,实现了废水达标排放。忽略经处理后的洁净水的价值,单从锌、铅、镉和砷等重金属离子回收的角度观察,每年减少工业固体污物量排放超过了 2000t,直接或间接产生的经济效益每年约 100余万元。虽然该系统是针对冶炼工业废水处理的,但也易于在制药、化工和造纸等工业领域节能环保项目推广。
REFERENCES
[1] 吴飞.德兴铜矿矿山废水治理现状及其前景[J].铜业工程, 2000,(1):27-29.
[2] 王曙光,杨春杰,魏秋月,等.S7-300/400 PLC入门与开发实例[M].北京:人民邮电出版社,2009.
[3] 晁阳,胡军,熊伟.可编程控制器原理应用与实例解析[M].北京:清华大学出版社,2007.
[4] 王再英,陈毅静.过程控制系统与仪表[M].北京:机械工业出版社,2006.
PLC-based control system for non-ferrousmetallurgy wastewater treat ment
L IU Xiao-mao,GUO Dong
(shuikoushan nonferousmetals group co.,LTD,Hengyang,421513)
This paper introduces the PLC-based control system for non-ferrous metallurgy wastewater treat ment.The system used advancedMPI communication,Profibus Fieldbus control system and industrial Ethernet for application.It’s have the advantage with real-time,operability,stability,scalability for improving the corporate’s automation level of control and economic benefits and promoting enterprise energy conservation,sustainable development.
PLCMPIprofibus ethernet IPC
book=86,ebook=5
X756
B
1009-3842(2010)02-0086-04
2010-02-04
刘晓毛(1963-),男,湖南常宁人,高级工程师,主要从事计控技术应用与管理工作。E-mail:sksliuxiaomao@163.com
