POMINI磨床砂轮电机轴承损坏原因及处理
2010-08-25周东
周 东
作者通联:莱芜钢铁集团有限公司板带厂 山东莱芜市 271104
E-mail:lgzhoudong@126.com
1.概述
莱钢板带厂1500mm宽带生产线POMINI自动化轧辊磨床为意大利POMINI公司制造,于2005年3月投入运行,用于轧机轧辊外形初加工和精加工。磨床伺服控制系统由西门子公司SINUMERIK 840D数控及驱动单元组成,砂轮旋转电机采用SIMOVERT 6SE7系列变频器驱动,电机功率129kW,额定转速1150r/min,额定电流238A。
POMINI自动化轧辊磨床投入运行三个月后,砂轮电机轴向窜动量逐渐增大,电机轴承噪声大,最后导致电机轴承烧损,测速编码器损坏。更换安装砂轮电机及测速编码器运行三个月后又出现上述故障,将电机控制方式由速度控制模式改为V/f控制后,砂轮电机运行电流不稳定,控制精度低,磨削辊形曲线较差,故障未得到根本解决。
2.原因分析
造成砂轮电机轴承烧损的因素较多,为确定造成轴承烧损的根本原因,故解体损坏的轴承,在轴承外圈与滚珠接触面上发现比较规则的灼痕,存在电化学腐蚀的表象,初步确认为电机轴电流造成轴承损坏。
砂轮电机为三相交流变频电机,采用SIMOVERT 6SE7系列变频器驱动。当电机在正弦波电源驱动运行时,通过电机轴的交变磁链产生轴电压。这些磁链是由转子和定子槽、分离铁芯片之间的连接部分、磁性材料的定向属性和供电电源不平衡等因素引起磁通不平衡而产生的。而以IGBT为功率器件的PWM逆变器作为砂轮电机驱动电源时,电机轴电流问题更加严重,其产生机理与正弦波电源驱动时完全不同,由于大量采用高载波频率(例如10kHz以上)的IGBT逆变器导致电机的轴承比低载波频率的逆变器驱动时损坏更快(如图1)。

图1 IGBT整流单元高变化率的dv/dt导致高频谐波
由于快速关断IGBT功率器件导致的高频谐波和电机各部分间存在着大小不等的分布电容,电机轴上形成耦合共模电压,形成轴电压的绕组—转子耦合部分电路,泄漏电流流经电机轴承,引起电火花击穿轴承油膜,导致电机轴承损坏(如图 2)。
西门子资料指出轴电流在0.35A/mm2以下是安全的,而高于0.7A/mm2则容易导致设备损坏。由于重力作用,轴承最下方油膜最薄,油膜向两边逐渐变厚,电火花引起轴承损坏现象比较规则,灼痕两边浅,中间深(如图3)。
依据上述分析并结合轴承解体烧损实际情况,确定砂轮电机轴承烧损原因为轴电流造成。
3.处理措施
在电机轴上加装接地碳刷可消除轴电流,但是由于西门子电机结构及现场空间限制,不易安装接地碳刷,经检查分析结合实际情况,采用以下几种方法抑制轴电流:
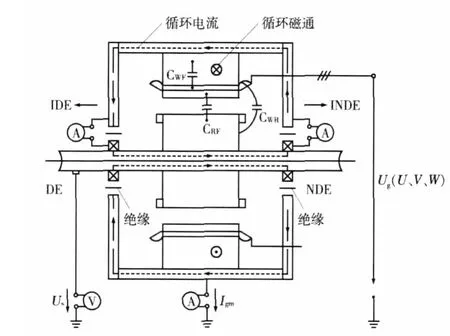
图2 电机轴承泄漏电流示意图
(1)检查发现砂轮电机未采用变频电缆,而是采用了一般三相四线制的电缆,对谐波消除不利,将电缆更换为变频电缆,从而减少谐波对系统的影响(图4)。

图3 轴承损坏情况

图4 电缆
(2)改造接地系统。原系统仅变频柜与厂房接地体连接,重新制作一个接地电阻<0.1Ω的接地极与磨床床身、变频柜内接地母排等各点相连,改善了接地效果。
(3)原砂轮电机使用NSK2216型普通轴承,重新选择使用德国FAG6216.C4.J20AA轴承外套为绝缘的绝缘轴承,切断轴电流。
采取上述措施后,POMINI磨床砂轮电机运行状况稳定,未再出现编码器及电机轴承损坏的情况。
