基于Moldflow的注塑件缺陷预测及参数优化
2010-08-24王建玲商兴国
王 杰,王建玲,商兴国,白 帆
WANG Jie, WANG Jian-ling, SHANG Xing-guo, BAI Fan
(唐山学院,唐山 063000)
0 引言
目前我国大部分模具的设计与制造尚依赖于设计人员的经验和工艺人员的技巧,设计的合理性需要试模以后才清楚,制造的缺陷只有靠反复修复来纠正。模具质量、精度难以保证,而且模具生产周期过长,整个过程中存在很大程度的不可预见性。随着计算机技术的迅猛发展,注塑模具CAD/CAE技术也随之推广,这项技术的发展应用使模具设计和加工成本大大降低,效率也成倍地提高。这其中以Moldflow软件的应用最具有代表性。Moldflow技术中融合了一整套设计原理,可以评价、优化组合整个过程,也可以对塑料产品的设计、生产和质量进行优化[1]。
1 Moldflow分析模型建立及最佳浇口分析

图1 塑件网格划分
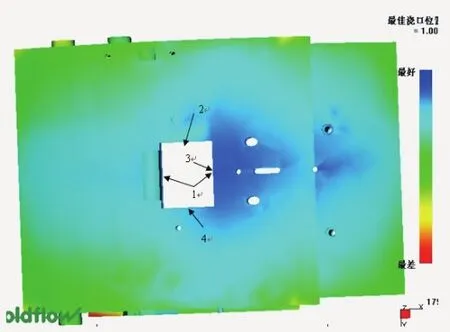
图2 最佳浇口分析及四种方案的浇口设置
本塑件为播种机零件。首先对塑件进行网格划分,如图1所示。在创建浇注系统前可以利用软件先进行最佳浇口位置的分析,分析结果如图2所示。
2 分析方案的确定
根据塑件的结构和材料的属性,由分析的最佳浇口位置,确定浇注方案。浇口采用矩形侧浇口,暂定为四种浇口方案。方案1为两侧矩形侧浇口,方案2、3、4均为单侧矩形侧浇口,如图2所示。
3 分析结果
3.1 充模时间
分析结果表明方案4的填充时间明显不平衡,在先填充完的一侧会显示过保压,过保压会导致高的制品重量、翘曲和不均匀的密度分布。其余的三种方案的填充时间较为理想的。其中方案1最为理想,整体上看,填充过程均未发现短射和滞流现象。熔体进入模具后表层便开始冷却。分析可知四种成型方案的填充时间均在3S左右,均能在短时间内完成注射。这样就可以提高熔体流动速率,增加剪切率,减少熔体的温度差,改善力在型腔内的传递,成型出密度均匀,内应力小的产品,同时可以缩短成型时间,提高产能。
3.2 熔接痕与流动前沿温度
四种方案熔接痕的位置总体上比较相似,主要的熔接痕位置如图3所示,比较四种方案流动前沿温度分析中发现,方案1充填过程中熔体的温度高,则熔接线的质量最理想。熔接温度较高,不会影响使用强度。其中方案2的前沿温度是最差的,将会影响到熔接强度。方案1的流动前沿处的温度分布大部分较均匀,均在230℃左右,一直处在加工工艺推荐温度范围之内,不会发生塑料的高温降解。料流前锋温度变化很小,且最高/最低温度均在材料成型温度范围内。成型过程中不会出现前峰冷料。

图3 熔接痕
3.3 体积温度
检查产品上的体积温度最高值有没有超过塑胶的绝对温度的过热点,防止产品局部烧焦。由分析结果可知,四种方案温度分布范围窄,效果比较理想,最高的体积温度没有超过熔体的热力学温度,该温度出现在壁厚最厚的地方,会产生微量的翘曲量和收缩不均,但是不会影响制品的质量。
3.4 注射位置处压力与锁模力
经分析可知,在填充和保压阶段注射位置处最大压力与最大锁模力如表1所示。四种填充方案中方案1最大注射压力和最大锁模力最小。

表1 四种方案的最大压力与锁模力
3.5 翘曲分析

表2 四种方案的最大翘曲变形量
经翘曲变形分析,四种方案翘曲量均较大,需要修改注塑工艺参数进行优化来减小翘曲量。
综上所述比较四种方案的各项指标,其中方案1的填充最为均匀,熔接痕的熔接强度最高,能达到制件的结构功能和外观要求,是比较理想的填充方案,下面针对方案1进行注塑参数的优化设计,减小翘曲量。
4 注塑工艺参数优化
影响塑件翘曲变形的最重要的因子是保压压力,其次还有熔体温度、冷却时间,流动充模时间和保压时间、模具温度等因素[2]。在优化之前采用的是材料的推荐工艺参数进行的分析,经过反复实验修改注塑参数重新进行分析。注塑参数修改为模具温度70℃,熔体温度250℃。设置压力曲线,延长保压时间,使浇口凝固在保压时间之内,防止熔体倒流,同时将塑件压实,以减少翘曲变形量。
优化后总的翘曲量由原来的2.85mm减小到1.651mm,变形得到明显的改善。经修改注塑参数,制品的一些注塑缺陷得到了明显的改善,为实际试模生产提供了重要的参考依据。但制品的翘曲量仍较大,主要原因在于制品的收缩不均,建议在不影响制件使用的情况下在翘曲量大的地方使用加强筋,在此不再赘述。
由此可见,经Moldflow软件分析,在试模之前对注塑成型过程进行了充填、保压、收缩和翘曲变形的分析,预测了制件的成型缺陷,并针对其进行了优化改善。
5 模具结构
模具结构如图4所示。

图4 模具装配图
6 结论
注塑工艺参数的正确制定是为了保证塑料熔体良好塑化,并顺利地充模、冷却与定型,以便生产出质量合乎要求的制品。在注塑工艺中最重要的工艺参数是温度(料温、喷嘴温度、模具温度)、压力(塑化压力、注射压力、模腔压力)和相对应的各个作用时间(注射时间、保压时间、冷却时间)等。这些参数相互影响,而且不同的材料其最佳的注塑工艺参数范围不同,因而在生产中,需要多次试模,才能得到合乎要求的制品,这极大的影响了生产效率,Moldflow通过一系列的方法来优化工艺参数,减少试模次数,提高生产效率。目前该模具已经正常投入生产。
[1] 吕琳.模具制造技术[M].化学工业出版社,2009.
[2] 朱春东,虞炜华,朱洪艳,郭巍.成形工艺参数对薄壳塑件翘曲变形影响的数值模拟[J].模具工业,2007(9):50-53.
[3] 王刚,单岩.Moldflow模具分析应用实例[M].北京:清华大学出版社,2005.
[4] 陈智勇.Moldflow6.1注塑成型从入门到精通[M].电子工业出版社,2009.
[5] 恒盛杰.Pro/ENGINEER+Moldflow模具开发与分析全流程[M].中国青年出版社,2008.
