可重构制造系统的合弄控制结构及系统布局设计
2010-08-23谢志余
谢志余
XIE Zhi-yu
(苏州大学 工程训练中心,苏州 215021)
1 可重构制造系统
目前,在企业中主要存在两类制造系统,即专用制造系统和柔性制造系统(FMS)。专用制造系统成本较低,能进行多刀加工,故生产效率高,但没有柔性,系统的软件、硬件都是为特定零件而设计的,不能扩展。柔性制造系统则具有软件柔性,能控制固定的硬件设备完成众多加工功能,及时响应市场变化,但造价高、软件冗余大,只能进行单刀加工,生产效率较低。可重构制造系统(reconfigurable manufacturing system,RMS)企图综合上述两种制造系统的优点,为响应市场或不确定需求的突然变化,迅速调整出一个零件族内的生产能力和功能,为快速改变系统结构以及硬件和软件组件而构成一种可重构制造系统。这种系统硬件、软件均可重构,可进行多刀加工,系统造价适中,但硬件有冗余。由于可重构制造各级组织充分利用资源,因此符合可持续制造策略。
为了解决这一问题,20世纪90年代中期,国外学者和研究机构提出了可重构制造的概念。同一般制造系统相比,RMS主要有以下3个特点:1)加工设备的模块化结构和开放式接口;2)机床布局及生产规模的可调整性;3)控制软件和体系结构的高度重构性。然而,从理论和实际应用中分析知道,要解决可重构制造系统对市场需求的适应性必须首先解决重构系统的控制结构问题及其实现技术,因此,可重构制造系统的控制结构和系统布局的研究是必须首先解决的关键问题。
2 RMS的控制结构
制造系统主要有三种基本结构形式:集中控制结构(centralized form)、分层递阶控制结构(proper hierarchical form)和协同控制结构(heterarchical form),如图1所示。
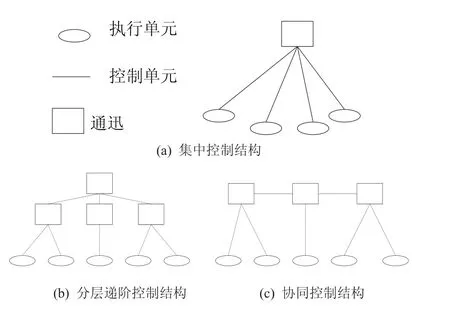
图1 基本的控制结构形式
集中控制结构具有设备投资少、易于全局优化等优点,所以早期的控制系统大多采用这种结构;但它同时也存在着可靠性低、响应速度慢和可扩展性不好等缺点。目前的控制结构普遍采用分层递阶结构,在实现方法上采用自顶而下的结构化实现技术。用这种结构开发的系统大多为定制控制系统,当控制系统的需求发生变化时,这种控制系统大多必须重新开发。当前的计算机集成制造系统(CIMS)、柔性制造系统(FMS)大多采用这种结构,这是目前FMS和CIMS在推广应用和进一步研究开发遇到的主要问题之一。另外一种是协同控制结构,在实现方法上大多采用面向对象或代理(Agent)技术来实现,虽然具有巨大的灵活性和可重组性,但它仅适应用于需求变化大、具有足够同构资源的控制环境。由于这种控制结构在这方面的限制,所以很少在控制系统中应用。由此可见,上述各种控制结构很难实现“可重组”的性能指标。为了实现“可重组”必须采用新的控制结构。
在此,引入一种合弄监控结构(holarchy)。所谓合弄(holon),它是指一种系统构造单元,相对于其上层组层具有协作特性的部分,相对于其下层组织具有自律特性的整体;一个合弄可以是另一个合弄的一部分,同时又可以是由其它一些合弄组成的。
合弄结构将递阶结构和协同结构的优点很好地结合在一起,体现在其控制的相对分散性和集中性上。集中控制是和递阶控制方式过于刚性,很容易突然失灵;则协同监控结构方式过于分散、缺少整体优化性。在合弄控制中,由于合弄的相对自律性以及整个系统负责的系统协调机制的存在,控制既是相对分散的,又是相对集中的,由所有合弄共享,在系统的每层上都存在有管理控制功能。
因此,以这种控制结构形式的控制系统就像一个“魔方”,其功能组成单元就好像是魔方的一个个不同颜色的方块,市场对控制系统的需求就像人们要求的魔方的目标,人们可以按市场需求重组控制系统各组成单元。控制系统中的每一个功能模块既具有相对独立性又和控制系统其它部分具有合作性,可随时按市场需求构成所需的结构形式,实现可重组控制系统的目标。
3 合弄控制结构
合弄及其相关概念来自匈牙利记者Koestler对社会组织和生物组织中的层次结构关系的研究。他发现绝对意义上的“整体”和“部分”在任何情况下是不存在的。Koestler将现实生活中具有“整体”、“部分”双重特性的对象定义为holon,将其译成合弄,既是音译又是意译。
同时,Koestler还将由合弄这种自相似单元组成的分层结构定义为合弄结构(Holarchy)。在该结构中,合弄是一种系统构造单元,相对于其下层组织则是具有自律特性的整体;一个合弄可以是另一个合弄的一部分,同时又可以是由其它一些合弄组成的。
合弄结构将递阶结构和协同结构的优点很好地结合在一起。一方面,合弄间相互协作以求达到全局目标;另一方面,合弄又表现为是具有智能和自适应特征的自律的、分布式的实体。例如,生物系统中的细胞,它既具有高度的自律性,又与其它细胞一起协商按照上一层组织的策略采取某种行动。
因此,合弄结构可以作为发展下一代制造系统控制结构的基本参考模型。以合弄结构为参考模型,结合制造系统控制结构的发展,可以导出合弄控结构。如图2所示。
合弄控制结构由不同层次上的合弄构成,从底层往上看,它是一种合弄结构;从顶层往下看,它是一种分形结构。每一层次上的合弄既是自控制者,又是执行者,具有相对独立性和稳定性,不怕干扰的影响,遇到意外事件时可以自己处理而不必向上层请示;同时它又是一种中间形式,受上层合弄的控制,通过通迅网络系统与结构中的其它合弄协商协作共同完成某项更大的任务。合弄的任务不是由自己确定的,而是来自上层和系统。但是,如何完成任务则取决于自己。

图2 合弄控制结构
4 合弄制造系统的结构形式
合弄是一种具有自律特性和协作特性的制造系统结构单元(积木块),它在制造系统中用于对信息和||或物理对象进行转换、运输、储存和确认。合弄通常包括一个信息处理部分和一个物理处理部分。一个合弄可以是另一个合弄的一部分。合弄制造系统集成了从订单预定一直设计、生产和打入市场在内的所有制造活动的、以实现敏捷制造为目的的合弄结构。
合弄制造系统的结构形式和特性可以用图3加以说明。系统中制造单元之间的关系是以合弄之间的协商协作为基础的。首先,信息合弄与客户及制造系统协商,形成和提出客户化的产品要求;接着,装配合弄协商如何得到对象D和B;第三,制造合弄为了把A制造成D,协商如何得到A和所需要的工具;第四,装配和制造合弄协商D的运输,装配合弄在D和B到手后装配成C,这时C变成为一个合弄(意味着它自身携带着关于其目的地的智能和知识);最后,合弄C协商它自己如何运到客户那里去的运输。
而传统的递阶制造系统中,如图4所示。首先,客户借助信息处理设施选择标准产品加一些选件;接着规划控制系统安排对象A进入,并命令加工设备把它转换成对象D;第三,系统命令运输设备把D运给装配设备;第四,系统安排B进入,并命令装配设备把D和B装配成C;最后,系统命令运输设备把C运给客户。
可以明显看出,与传统的制造系统相比,合弄制造系统在物理设施方面并不一定有什么不同,而主要不同的地方在于制造单元的特性和单元与单元之间的关系方面。在子系统层上,各制造单元是具有高度的自律性和智能性的合弄结构;在系统层上,合弄系统表现为其单元间的协作和高度的柔性,系统单元间的关系和作用可以随时变化;因此,花较少的投资亦可在现有制造系统的基础上实现合弄制造系统。

图3 合弄制造系统

图4 传统合弄制造系统
5 RMS的系统布局规划
可重构制造系统按照可重构粒度可以分为:设备层和系统层。其中,设备层实现主要研究加工设备的动态变化能力,即未来机床应能通过改变自身结构,灵活完成多种任务;系统层实现主要研究如何保证加工系统能在不产生较大扰动的情况下允许添加或减少设备,使系统具有动态重构能力,满足不同产品生产的需求。
5.1 设备层
机床功能模块合理划分、模块之间机械界面的标准化、机床可移动性研究和基于软构件的设备层控制系统等。
5.1.1 机床功能模块化合理划分:
如何正确划分功能模块是可重构制造系统的关键技术之一。合理的模块化分可以简化设备的结构,降低设备的重构频率,提高模块之间的精度匹配。模块应具备确定的功能,过小、过大的模块划分都是不合适的,过小的模块划分将导致重构频繁发生,过大的模块划分将使设备的柔性受到极大的限制。
5.1.2 模块之间机械界面的标准化:
只有各种模块的界面标准化,可重构制造系统才能得到广泛应用。其中包括:机械、液压、润滑、冷却、电控接头。
5.1.3 机床可移动性研究:
对于可重构制造系统,由于工艺路线的变化,导致机床布局的重新调整是经常发生的,因此可重构制造系统的机床必须具有标准的对地基、能源等要求,重量较轻,调试容易。
5.1.4 基于软构件的设备层控制系统:
可重构制造系统的机床由于生产任务的改变,需要经常增加、减少模块,其控制系统也应该用模块化的设计方法并应用软构件的思想支持控制软件重构,允许应用模块方便地在控制系统中“插入和拔出”。
5.2 系统层
长期的实践表明,阵列式是实现RMS的高柔性和高效率特点的一种优秀的布局方式,它是一种基于组态式制造单元(Configurational Manufacturing Cell,简称CMC组成的阵列式布局的结构体系如图5所示。布局中每行为一个CMC单元,它是一个由符合工艺需要的加工设备串联构成的最小自治化整体。CMC为具有合弄(Holon)特征的基本工艺单元,但其加工设备的类型和数量可根据产品族的不同进行调整和重构,因而开发面向对象的组态软件进行单元控制。根据产品的产量不同,可以并联多组的CMC,各CMC间通过物流输送系统耦合构成所需的制造系统。
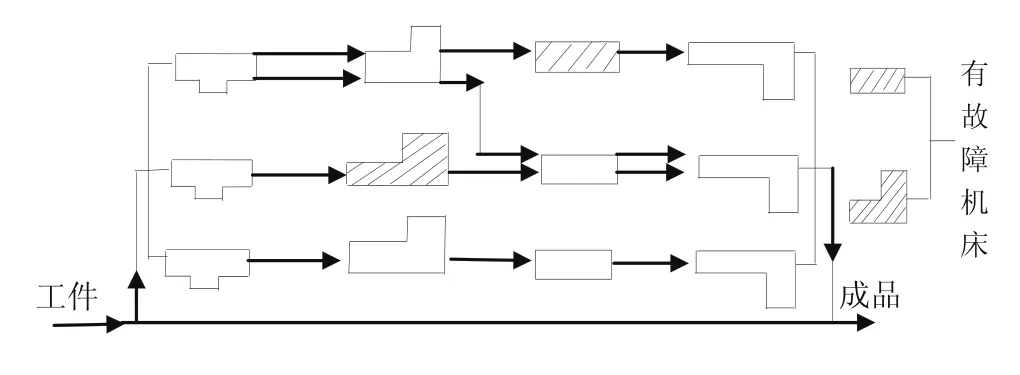
图5 CMC(阵列布局)

图6 AMC(复合并串联布局)
由CMC阵列式布局构成的制造系统与当前欧美一些机床厂研发的并串联复合布局的敏捷制造单元(AMC)如图6所示,相比具有柔性更强、加工质量变动小、便于进行生产管理和质量控制的特点。
6 结束语
动态多变的市场环境要求制造系统具有可重构性,制造系统重构实际上就是功能-资源重新映射的过程。可重构制造系统作为新的制造模式,强调最大限度地利用现有资源对制造系统进行快速重构,以最低的成本获得最高的效益,它与柔性制造系统并不矛盾,可以说是对柔性制造系统的发展。
可重构制造是一个涉及面极为广阔的领域,可重构制造技术的研究刚刚起步不久。今后在如下方面还需要进行更深入的研究:1)可重构制造系统的生命周期经济学建模。通过建模,对工艺装备和生命周期成本以及系统投入等因素进行研究,确定可重构制造系统满足产品需求范围的最佳方案。2)对可重构系统相关的设计理论、方法和使用技术的研究。包括可重构系统的可靠性理论,模块化结构与组件(控制器、硬件、软件)设计等方面的应用研究。3)在开放体系结构环境中进行可重构制造系统的可重构控制器、系统管理程序的集成设计等。4)可重构制造系统所依赖的支持技术的研究,如系统建模与仿真、可重构制造系统通讯软件、可重构制造数据库等。
[1]王成恩,制造系统的可重构性[J],计算机集成制造系统——CIMS,2000,6(4):1-5.
[2]罗振壁,盛伯浩,赵晓波,等.快速重组制造系统[J].中国机械工程,2000,11(3):300-303.
[3]游有鹏,张晓峰,王珉,等.可重构机床的模块化设计[J].机械科学与技术,2001,20(6):815-818.
[4]张晓峰.可重构智能制造系统的基础研究[D].南京航空航天大学,2001(5):60-65.
[5]赵中敏.可重构制造系统的使能技术[J].制造业自动化,2008,30(6):5-9.
