不同种类编烟机应用效果研究
2010-07-31靖军领兰俊荣黄一兰
靖军领,兰俊荣,黄一兰,张 赢
(福建省烟草公司三明市公司,福建 三明 365001)
编烟是烤烟烘烤前期的一项准备工作,是烟叶生产环节中最繁琐的劳动之一。当前,随着我国经济的快速发展和农村产业结构的不断调整,传统的烟草农业正在经历一次大的变革[1]。随着我国现代烟草农业的不断发展,农业机械化已成为烟草农业现代化的中心环节。近年来烤烟种植的规模化和机械化程度已有较大提高。目前除烟叶采收和编烟环节外,部分烤烟生产工序都可以采用机械,并朝着自动化和智能化方向发展[2-4]。针对编烟环节花工多等问题,作者借鉴国内外先进经验,结合烟区种烟实际,与机械厂家和科研院所合作,研制开发了 3种不同种类的编烟机并进行了比较,以期为今后编烟机在生产中的推广应用提供依据。
1 材料与方法
1.1 试验基本情况
供试品种为 K326,试验设在三明市泰宁试验站。大田烟株长势均衡,烟叶发育良好,分层正常落黄,单株有效叶 16~18片,田间管理措施按照优质烤烟栽培生产技术规范进行。有专业队进行统一采烟、机械绑烟、进烤,同时选取同部位、同等质量、同等数量(每竿所编烟叶)的鲜烟叶,放在烤房的相同位置,烘烤采用密集式烤房按三段式烘烤工艺进行烘烤。编烟机设备分别由河北青工、福建工程学院、马尾革新厂提供。
1.2 试验设计
试验采用大区对比试验,每个处理供采烟叶面积1.33 hm2,共5.33 hm2,4座密集式烤房,每竿编烟叶片数为150片左右。试验设4个处理,分别为处理A: 2人人工绑烟(CK);处理B:2人未带托盘编烟机;C:3人带托盘编烟机;D:3人带托盘,托盘采用定位槽凹型结构的编烟机。
B处理是采用缝纫机工作原理(图1),将烟叶利用竹竿分两层均匀摆放在编烟机操作台上,烟叶基部摆放整齐且放在档料板内部,压实即可,启动电源后,采用机头移动通过弯针和直针的配合运动,每隔0.03 m自动达成一个线迹扣结,最后形成链式线迹将新鲜烟叶串缝起来。C处理是采用链式缝纫连接原理(图2),将烟叶利用竹竿分两层均匀摆放在可移动托盘上,烟叶基部摆放整齐且放在档料板内部,压实即可,采用可移动托盘可以多人摆放烟叶,将移动托盘放在编烟机输送带上,启动电源后,机头固定,输送带将烟叶输送至针杆传动机构与钩线传动机构之间进行缝合,缝合后输送带自动将烟叶输送至运动前方位置,通过输送带将新鲜烟叶编制起来。D处理采用定位缝纫工作原理(图3),可移动托盘上设计间隔为0.06 m的定位槽,将烟叶分两层均匀摆放在可移动托盘上的定位槽内,烟叶基部摆放整齐且放在档料板内部,烟叶基部压实即可,将移动托盘放在编烟机操作台上,启动电源后,机头设计与托盘定位槽固定间隙同步行走,有效避免烟叶在编缝过程中机针对烟叶造成的机械损伤,利用针杆传动机构与钩线传动机构之间的配合将烟叶编制起来。
1.3 观测项目
从下部烟叶采收开始分别测定各处理不同部位烟叶的编烟断叶率、烘烤掉叶率、烤后断柄率、编竿率,同时对不同处理的编烟速度、解竿速度、能耗、设备作业可靠性、稳定性、操作方便性、设备成本、烤后烟叶经济性状等指标进行综合评价。编烟断叶率=断叶总数/编烟总叶片数×100%。烘烤掉叶率=烤后掉叶片数/编烟总叶片数×100%。烤后断柄率=断柄总数/总叶片数×100%,编烟率=无断柄、断叶的烟竿/总编竿数×100%,对各处理烤后烟叶随机抽取 20竿进行评级,测算各处理烤后烟叶经济性状。

图1 B处理编烟机Fig.1 B treatment tobacco-binding machine

图2 C处理编烟机Fig.2 C treatment tobacco-binding machine

图3 D处理编烟机Fig.3 D treatment tobacco-binding machine
2 结 果
2.1 不同部位编烟效果
由表1可知,处理D的编烟断叶率、烘烤掉叶率、烤后断柄率最低,分别为0.60%、0.53%、1.22%。3个处理的编竿率分别为95.38%、94.72%、97.48%,较人工分别降低了3.93、4.59、1.83个百分点。处理D的编烟效果较接近人工,这说明通过改进机器行走原理,托盘采用定位槽凹型结构编烟断叶率、烘烤掉叶率、烤后断柄率大大降低,编烟效果得到明显改善。不同部位烟叶的编烟断叶率、烘烤掉叶率、烤后断柄率、编竿率4个指标存在明显差异,下部烟叶断叶率、断柄率、掉叶率最高,编竿率最低,上部烟叶3个指标均最低,编竿率最高,这可能与不同部位烟叶含水量和叶片组织结构及生理特性有关。

表1 各种编烟机各部位烟叶编烟效果Table 1 The binding effects of each tobacco-binding machine for leaves from different postion
2.2 编烟及解竿工效
由表2可知,4个处理编烟速度是C>D>B>A,采用编烟机的3个处理编烟速度均大于手工,处理B较对照编烟速度差别不大;处理C、D编烟比较接近,编烟速度较人工编烟速度分别提高了50%和40%,有效提高了烟农的编烟效率。编烟机解竿效率较手工解竿工作效率提高了3倍多,而采用编烟机编烟3个处理解竿速度基本一致,每座烤房以300竿计算,解竿时间可以节省近 7 h。可见,采用编烟机可以有效提高烟农编烟和解竿环节的劳动效率,大大降低烟农劳动强度。
2.3 不同种类编烟机能耗及设备稳定性
由表3可知,采用编烟机的3个处理以处理B、C的耗电量比较接近,耗电量较处理D提高了2~3倍;设备稳定性以处理B、D较好,处理C最差;设备操作过程中发生故障率则是 C>D>B,设备操作性能都比较简单,烟农易操作,但设备的维修比较困难,烟农很难自己维修;处理D的设备成本最高,这主要是采用了定位装置增加了设备的制造成本,而处理B、C未采用定位装置,因此成本较低。
2.4 烤后烟叶外观质量
由表4可知,对照的中上等烟比例为88.62%,是4个处理中最高值,其次是处理D,处理B、C的中上等烟比例分别为78.83%、80.19%,较处理A、D明显降低,这主要是在编缝过程中,两种设备机针对叶片基部和主脉造成的机械损伤较大,同时由于采用定位,烟农在操作过程中铺烟不均匀从而影响了烟叶外观等级质量;均价以处理A、D最高。可见,托盘采用定位槽凹型结构的编烟机绑烟烤后烟叶外观质量与人工绑烟基本相同,不影响烤后烟叶外观质量。
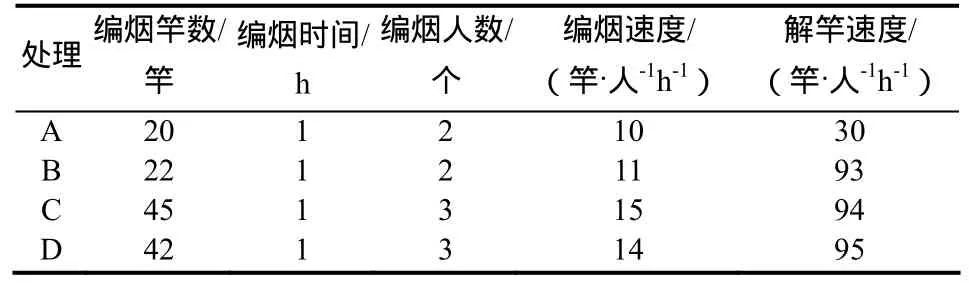
表2 不同处理编烟及解竿工效比较Table 2 Labor efficiency

表3 不同种类编烟机能耗及设备稳定性比较Table 3 Energy consumption and equipment stability

表4 不同处理烤后烟叶外观质量对比分析Table 4 Appearance quality
3 小 结
从试验结果可知,处理B、C编烟机每竿烟总的断柄数为 6~9片,对烟叶机械损伤较大,同时由于托盘采用平面结构,烤后平板烟较多,影响烤后烟叶等级质量。处理 D托盘采用定位槽凹型结构,改变机头工作设计原理,铺烟可以侧铺且均匀,每竿烟总的断柄叶片数为 2~4片,编烟效果明显改善,烤后烟叶质量好,编烟劳动强度大大降低,编烟及解竿效率高,烟农易接受。
针对目前烟叶采收、编烟环节劳动强度大且耗时长,农村劳动力紧张和用工成本高的现状,加强编烟机的改进和普及推广,逐步实现编烟环节的机械化已迫在眉睫。目前在烟夹和散叶烘烤工艺没有突破的情况下,加快对编烟机的改进和普及对于提高烘烤环节的工作效率和降低劳动强度具有重要意义[5]。采用机械编烟机的故障率和成本还有待进一步降低,设备稳定性还有待提高。建议加大自动铺烟研发力度,从而进一步提高编烟效率,为今后编烟机在劳力紧缺、成本高、种植规模较大的地区推广奠定基础。
[1]刘剑君.论现代烟草农业的发展目标与实现途径[J].现代农业科技,2009(9):214-215.
[2]杨鹏,宋朝鹏,冯长春,等.烟叶烘烤方法和设备展望[J].河北农业科学,2008,12(10):162-163,166.
[3]徐秀红,孙福山,王永,等.我国密集烤房研究应用现状及发展方向探讨[J].中国烟草科学,2008,29(4):54-56.
[4]宫长荣,潘建斌,宋朝鹏.我国烟叶烘烤设备的演变与研究进展[J].烟草科技,2005(11):34-36.
[5]马啸,王战义,郭瑞,等.烤烟编烟机的研究现状及展望[J].河北农业科学,2009,13(5):148-149,160.
