推拉式酸洗机组的带钢头部跟踪控制
2010-07-27夏永刚
夏永刚 李 毅
(1、一重集团大连国际科技贸易有限公司,辽宁 大连 116600 2、一重集团大连设计研究院电力自动化部,辽宁 大连 116600)
推拉式酸洗机组生产线主要适用于中小产量的企业,是用于将来料热轧卷展开后,经过酸洗、水洗、烘干等工艺过程,去除热轧钢板表面的氧化铁皮,然后在进行冷轧、镀锌或镀锡、纵切或横切等深加工工艺。因此,酸洗机组的生产效率直接关系到下游生产线的产量。
推拉式酸洗机组不同于连续式酸洗机组,在机组的入口段没有焊接机,每个热轧卷要进行酸洗都需要重新穿带。在酸洗工艺段,酸洗槽和水洗槽都是密闭的,操纵工不能直接观察到带钢头部的位置,因此,就必须要采用带钢头部自动跟踪控制方式。若带钢头部在槽内卡阻后,不能及时停机,不仅会造成带钢在槽内堆积,无法退出,而且还容易造成机械设备的损坏,以至于严重影响产量。
由于在封闭的酸洗槽内无法安装检测元件,因此带钢头部的位置检测只能通过间接的检测方式。
根据上述需求,解决方案是:首先酸洗工艺段的所有挤干辊全部采交流变频调速系统驱动,一台变频器驱动一台挤干辊传动电机,这样,不仅可以根据带钢规格的不同调整工艺速度,而且还可以随时检测每台挤干辊电机的负荷电流变化。每台挤干辊传动电机的负荷电流由变频器通过Profibus-DP现场总线传送给PLC(可编程序控制器)。
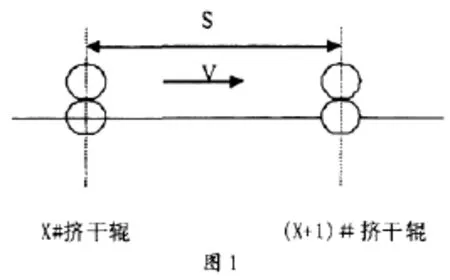
当带头没有到达挤干辊时,那么其传动电机工作在空载状态,此时负荷电流只有电机额定电流的40--60%;当带头咬入挤干辊时,其传动电机的负荷电流产生突变,瞬间可达电机额定电流的1.2~1.5倍,那么实时将检测到的该突变值与电机空载电流(门坎值)相比较,同时在操纵台上或监控画面上以指示灯或图形的形式实时显示每台挤干辊的咬钢状态。若实测值大于等于门槛值,则表明带头已到该挤干辊;若小于则表明未到达该挤干辊。再经过一个延时t1后,带头仍未到达该挤干辊,则认为带头在槽内卡阻,立刻停机并反向联合点动该挤干辊前部设备,使带钢退出酸洗槽,重新矫正带钢头部后,再穿带。见图1
上述:t1=(s/v)+2
式中:
s:两个挤干辊的中心距
v:带钢的运行速度
2延时时间,常数,可现场调定
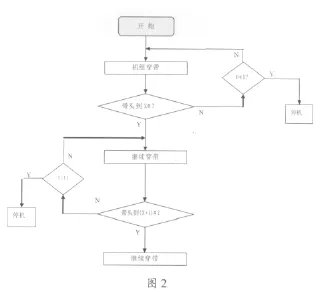
带钢头部在酸洗工艺段的控制流程图见图2。
结束语
采用上述带钢头部自动跟踪控制,可以实现100%的跟踪成功率,这种控制方案已经在以往的工程中得以验证。
[1]周敏文,成琦玲.推式酸洗工艺及其应用[J].鞍钢技术,1997-06-22.