TBM施工隧洞衬砌管片生产质量控制
2010-07-20耿邱峰
耿邱峰
(新疆伊犁河流域开发建设管理局,乌鲁木齐 830000)
钢筋混凝土管片是TBM运输轨道的道床,又是隧洞永久衬砌结构的一部分。其生产特点:一是生产精度和质量要求高;二是机械化流水线生产。管片作为TBM施工隧洞的中间产品,其质量的优劣将直接影响隧洞的质量与安全。高质量的管片是TBM施工隧洞的前提与保障。
某隧洞工程为TBM施工,采用六边形钢筋混凝土管片衬砌,衬砌管片内径6 000mm,管片厚度为280mm,管片宽度为1 600mm,每环衬砌管片4块,分别为1块底管片,1块顶管片和2块侧管片。每环管片的混凝土为9.02m3,每片管片重约5.6t。管片混凝土的设计强度等级:R28C40F50W8,出窑强度为20MPa,进洞安装的强度必须达到设计强度的90%。
1 生产准备质量控制
1.1 原材料
1.1.1 水泥
水泥的选择是管片生产的关键环节之一。在符合国家和行业规范的前提下,选择生产材料来源和产量稳定,技术成熟的厂家产品,将为管片的生产节省大量的时间和财力。
每个出厂批号和每批到货不超过400t水泥,应按水泥取样方法,至少采集一次样品进行包括水泥强度,初、终凝时间,体积安定等项指标的检验。散装水泥供货时,其容器必须完全封闭,现场存料罐每月应倒空一次。利用压缩空气进行水泥装卸时,与水泥接触的空气温度在任何时候不得超过38℃,预计可能超过时,应采用措施解决。
1.1.2 粉煤灰
粉煤灰应符合《粉煤灰在混凝土和砂浆中应用技术规程》(JGJ28-86)、《混凝土和砂浆用粒化高炉矿渣微粉》(DB31/T35-1998)、《粒化高炉矿渣微粉在水泥混凝土中应用技术规程》(DG/TJ08-1999)的要求。
1.1.3 骨料
细骨料采用河砂(M x=2.4~3.0),含泥量不应大于2.0%,泥块含量不大于0.5%,每批进料后需进行复试,在产地进行分筛水洗,储存管片厂骨料堆场中。
粗骨料采用连续粒级5~20mm和20~40mm的卵石,要求质地坚硬,含泥量小于1%,泥块含量不宜大于0.2%,针片含量小于5%。每批进料后进行质量检验,合格后方可使用。
骨料的质量检验应在拌合站每班检测一次粗骨料的超逊径、含泥量和砂子的细度模数、含泥量,检查两次砂和小石(5~20mm)的含水率。其含水率变化应分别控制在±0.5%(砂)和±0.2%(小石)范围内。当气温变化较大或雨后骨料水量突变的情况下,应每2h检查一次。
1.1.4 外加剂
外加剂(减水剂、引气剂等)必须与水泥相适应,且要适应蒸养工艺,并保证不锈蚀钢筋。各种外加剂均应符合DL/T5100-999规定。减水剂以5t为一取样单位,引气剂以200kg为一取样单位进行检测。
1.1.5 脱模剂
脱模剂有水溶性脱模剂和油性脱模剂,具体使用可根据现场实际情况进行选择,以管片内表面不产生麻面,方便脱模为优,否则影响管片的外观质量。在使用脱模剂前应做试验,检验是否适合蒸养温度要求。
1.2 模具
管片生产模具结构应有足够的强度和刚度,并满足管片的体型要求,此外还应适应高温、温度重复变化及抗疲劳的要求;满足管片尺寸偏差要求,管片模具的设计应能保持预制管片的形状和尺寸在下述允许误差范围内:
周边长度 ±2mm;
对角线长度差 ±1mm;
厚度(以内表面为±基准的外表面变化)0~+3mm;
宽 度 ±1mm;
不圆度(特制量具或1/4圆弧样板测量)±2.5mm;
翘 曲 不允许。
模具使用过程中要按每天不少于一套进行循环检测。如果由于模具的磨损而不能保证允许误差时,应及时予以修复;无法修复应更换新的模具。
混凝土的振捣宜采用附着式振捣器振捣,防止管片模具振动过程中产生变形。
每生产衬砌3km用管片,必须进行一次拼装试验,检验管片模具是否翘曲。模具检查工具和方法见表1。

表1 模具检查工具和方法
1.3 拌和站
拌和站应高效、可靠,自动或半自动控制配料,并满足混凝土管片生产强度的要求。计量设备必须经过标准计量部门的定期检验,同时应至少每月对每台计量设备和全部计量系统校准一次。
允许误差:水泥±1%,粉煤灰±1%,骨料±2%,水及液态外加剂±1%
1.4 配合比
本工程生产管片配合比采用二级配,配合比设计应满足设计图纸要求的强度、抗渗性、抗冻性和良好的施工特性。管片混凝土采用附着式振捣器振捣,外观要求平整光洁,故配比试验的关键就是寻找混凝土蒸养强度与混凝土流动性之间的最佳关系。首先要求混凝土蒸养强度要满足设计要求,且有一定的富余度;其次所选水泥的混凝土拌和物不黏稠,合易性、流动性要好,利于混凝土在模具中振捣下落;混凝土坍落度要严格控制:坍落度太小,①不利于混凝土下落、振捣,易产生蜂窝、麻面,甚至会产生无法修复的缺陷,如管片空洞等,致使管片报废;②导致振捣时间增长,影响模具使用寿命;坍落度太大则不利于混凝土后期强度增长。
1.5 止水条
采用TBM掘进机施工的隧洞,管片衬砌止水至关重要。为防止外水内渗和内水外渗,所有管片纵、环向接缝均采用两道粘贴在管片预留槽内的止水条止水:821BF遇水膨胀橡胶止水条和GBW遇水膨胀止水条。止水条性能指标见表2、表3。

表2 821BF遇水膨胀橡胶止水条主要性能指标
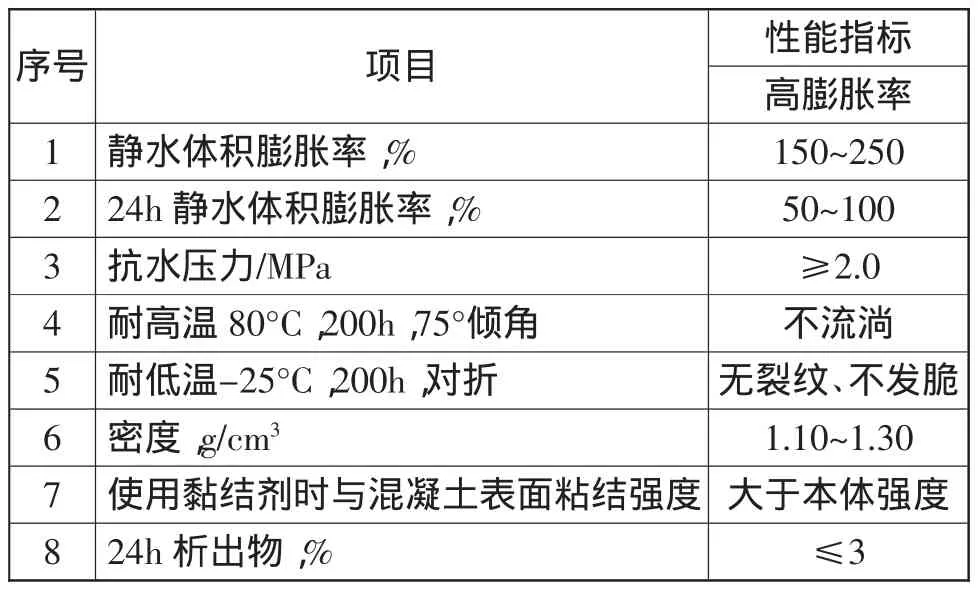
表3 GBW遇水膨胀止水条主要性能指标
止水条粘接均在洞外进行,并应尽量在管片进洞安装前一周在洞外粘好,这样做可避免过早安装止水条的老化失效问题。止水条材料应不含有害物质,无毒,对环境无污染,止水条不能有坑、孔隙、气泡和表面粗糙等其它缺陷,要用黏接剂将止水条固定在预留槽内。黏接剂的黏接力应不小于止水条扯断强度的50%。
2 生产过程质量控制
2.1 钢筋加工及钢筋笼的制安
加工后钢筋允许偏差见表4。
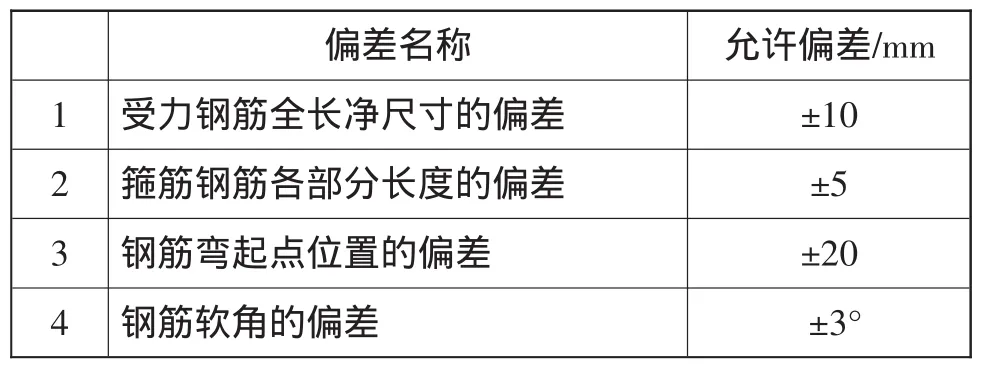
表4 加工后钢筋的允许偏差
钢筋笼在提前预制好的台车上进行绑扎。绑线结呈梅花形布置,绑扎间距不能超过60cm,并保证浇混凝土时钢筋固定不动。绑扎的钢丝应弯向混凝土外表面的内侧。钢筋安装允许偏差见表5。
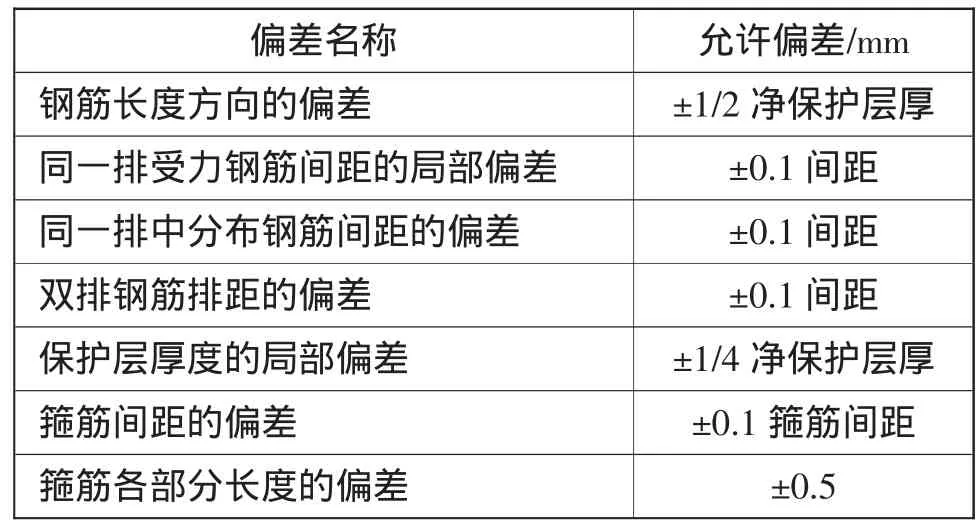
表5 钢筋安装允许偏差
钢筋笼要依管片型号,对照设计图纸,对钢筋的型号、根数、尺寸、钢筋的间距进行核对。
钢筋笼入模前,要依规定位置绑扎好混凝土保护层垫块,垫块厚度2.5cm。预制垫块时,应在垫块中预埋铁线,垫块混凝土要与管片混凝土同标号。钢筋笼入模后,要检查垫块有无脱落,钢筋间距有否移动,进行正确调整后,方准许盖上上盖。
2.2 模具清理
模具的清理关系到管片的外型质量及模具使用寿命,因此在钢筋笼入模前对模具的清理工作也是很重要的一环。模具打开后,用铲刀、压缩空气清除附着在钢模上的水泥浆及杂物,清理好模具后用喷枪喷涂脱模剂,注意喷的不宜过厚,应均匀,喷完后要将边角处富余的脱模剂清除。模具未清理或未涂脱模剂严禁进行下一道工序。
2.3 混凝土入仓及振捣
混凝土从拌和机出料至终振捣完成的时间不能超过30min。自受料斗进入模具的混凝土,应能迅速流到模具的端部;在确认混凝土料进入模具后方可开始振捣,振捣至混凝土表面不再显著下沉,不出现气泡,并开始泛浆时为止;严禁空振损坏模具。要严格控制振捣时间,不得随意延长或缩短振捣时间。
2.4 混凝土质量检测
混凝土的均匀性检查每班至少2次,含气量、坍落度每班检查6次,检查均在浇注现场进行。混凝土强度检测为每生产50块管片取一组抗压强度样品,抗拉(3块/组)、抗冻(3块/组)、抗渗(6块/组)取样组数按设计要求进行。
2.5 管片养护
管片的前期养护采用蒸汽养护。管片蒸养必须严格分静养升温、恒温、降温三个阶段进行,混凝土养护过程中,应加强温控和测定。升、降温速率不得大于20℃/h。升、降温阶段每小时测温不少于二次,稳定期测温每小时不少于一次。混凝土浇筑入模完成后,将模具推入静养升温室,在35~40℃蒸汽环境中停放不少于30min,然后继续转入温度为65~75℃的主蒸养室,养护3h后,再将模具转入温度为40~50℃的降温室养护1h,蒸汽养护的具体时间由现场试验再行调整,标准是使管片混凝土强度至少达到20MPa,试验在蒸汽养护混凝土管片同样处理的试件上进行。
管片出蒸养室后的2天内,应采取措施减缓降温梯度,并按规定保持管片表面湿润。管片在室内养护2天后在室外继续停放养护,其混凝土强度达到标准的90%时,可允许进行运输与安装。检测安装强度的混凝土试块随混凝土管片在室外同条件放置,并以同条件试块检测值为准。
2.6 管片外观检查
管片外观检查包括管片外型尺寸和外观缺陷检查。外型尺寸检查包括:管片厚度、宽度、弦长及对角线等;外观缺陷检查包括:露筋、蜂窝、裂缝和连接部位缺陷等。管片尺寸、外观缺陷检查要做好记录,记录内容包括:缺陷部位、尺寸、产生时间、产生原因等,质量要求及检验方法见表6。
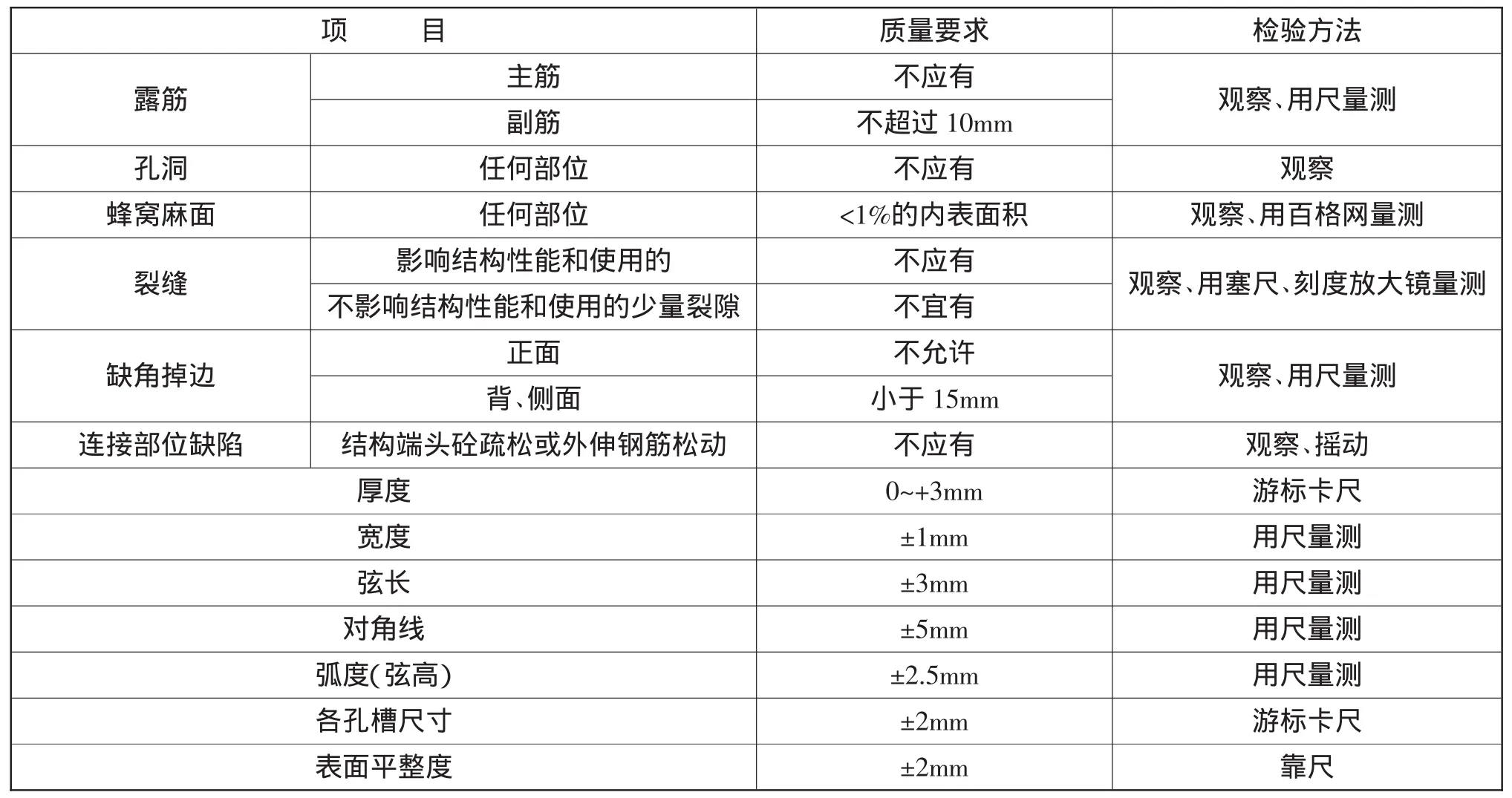
表6 管片外观检查质量要求及检验方法
2.7 缺陷修补
脱模时或者装运、存放过程中损坏断裂或有裂缝的混凝土管片,如果认为其损害程度影响了管片所应达到的设计能力,则管片不得使用。如果管片的损坏程度不大,可以进行修复,并做好详细记录。
(1)管片表面蜂窝、凹陷、掉角或其它损坏的缺陷修补:修补前必须用钢丝刷或加压水冲刷清除缺陷部分,或凿去薄弱的混凝土表面,用水冲洗干净,应采用比原混凝土强度等级高一级的砂浆(M45)填补缺陷处,并压实抹平,修整部位应加强养护,确保修补材料牢固粘结,色泽一致,无明显痕迹。
(2)管片表面裂缝的缺陷修补:对于小于0.2mm的裂缝,用环氧树脂封堵;大于0.2mm的裂缝,凿一条宽2cm的槽,深度大于裂缝深度,用水冲洗干净,采用比原混凝土高一等级的砂浆填补缺陷处,并抹平,洒水养护。
(3)定位销塑料衬套的缺陷(凹陷、凸出或倾斜)修补:凿出塑料衬套,用水冲洗干净凿除部位,重新按正确位置安装塑料衬套。
3 质量保证
(1)各个生产环节都必须严格遵守国家或行业的强制质量标准,并设置一套管片生产质量检查记录表,对各个生产环节都有详细记录,不留质量死角。
(2)每片管片上都表明生产时间、管片型号、管片生产编号和管片模具号,备案备查。
(3)建立质量保证体系,开展全面质量管理活动,由厂级领导带班,技术人员跟班作业;对生产前、过程中以及管片使用前三步都要有专人负责。
5 结束语
管片预制是TBM隧洞施工的配套工程,是TBM系统的有机组成部分。高质量的管片对于TBM施工起着极为有力的支撑作用,是TBM施工隧洞的前提与保障。
