特大型灯泡贯流式水轮发电机组安装技术
2010-07-19章海兵金世国陈春光杨理明
谢 颖,章海兵,金世国,陈春光,杨理明
(广东省源天工程公司,广东 增城 511340)
特大型灯泡贯流式水轮发电机组(转轮直径为Φ7 000 mm以上的机组)的安装,对安装技术、安装质量均有很高要求。为确保吊装安全和安装质量,我们根据安装工艺原理,自行研制了管形座安装设备,采用转轮体空中翻身、导水机构滑绳吊装、轴线二次调整、转子热插键等技术成功地实施于广东飞来峡、广西长洲岛和湖南辰溪清水塘等水电站的特大型灯泡贯流式水轮发电机组安装。
“特大型灯泡贯流式水轮发电机组安装技术”2008年11月4日通过广东省建设厅组织的科技成果鉴定,鉴定结果具有创新性,达到了国内领先水平,有很好的推广应用价值。
1 解决的关键技术问题
(1)由于机组最大部件管形座为预埋件,如何解决在厂房桥机或坝顶门机没有形成的情况下进行设备吊装的问题,是制约工程发电工期的关键;管形座的焊接如何防止变形是保证安装质量的关键环节;
(2)导水机构最大尺寸为Φ12 000 mm、重量195 t,采用分半吊装或内外导环分开安装无法控制导叶端面间隙和立面间隙,整体安装需考虑吊装的可行性;
(3)轴线调整为整台机安装的关键技术,如何选择正确的轴线调整方法是机组安装的关键;
(4)转轮体由于尺寸大、重量重,组装成整体吊装需进行空中翻身和换绳,如何换绳问题是决定在安装间组装叶片还是在基坑组装叶片的关键;
(5)定子吊装变形控制和空气间隙调整好坏直接影响发电机的安装质量;
2 安装技术要点
2.1 管形座安装
(1)自行研制吊装设备布置
1)在管形座两侧墙铺设轨道。
2)轨道上安装行车,行车可在上下游方向移动。
3)在行车上安装两台起吊用卷扬机,两台行走卷扬机,并配上滑车和钢丝绳。
(2)管形座各部件吊装
将管形座各部件利用其他吊机吊入上游流道然后按如下顺序吊装。
(3)管形座安装调整
1)管形座安装前,检查管形座预埋基础板的位置,复测机组中心线及管形座法兰中心线以及法兰面波浪度、高程等测量基准,确定管形座安装位置。
2)将下立柱及内导环下半块吊装就位,与预埋基础板联接,初步调整下半部的中心、方位、高程,初步加固。
3)将内导环上半块及上立柱吊入联接,整体调整加固。将外导环里衬下两侧块吊装与下立柱联接加固,同样将外导环里衬上两侧块吊装与上立柱及外导环里衬下半部组焊成整体控制外导环法兰面到内导环法兰面的距离及外导环法兰面的波浪度,再次对管形座进行调整测量。
4)管形座立柱拼装焊接
管形座内导环上、下支柱连接缝焊接由2名焊工同时施焊,对于焊缝坡口间隙大于3 mm的须先作补焊后才能开始施焊;采用分中、对称、分段、退步、跳焊,分段长度约200 mm。为保证焊缝有一个良好的外观,盖面焊作连续焊。
上、下支柱焊接完成后,在焊缝两侧150 mm内用磨光机清理干净,作探伤检查;用远红外加热装置进行加温热处理;热处理后进行最终探伤。
5)整体调整管形座:内导环中心测量将经纬仪立在水机廊道靠尾水管法兰端一基准点处,按基准中心线测量内导环法兰面上厂家的中心标记;内导环高程以测放的中心高程为基准,测量内导环下游测组合面;法兰面以测放的里程为基准,用钢卷尺(5kg拉力)测量;法兰面波浪度使用径纬仪正倒镜4次测得综合值需符合质量控制要求。采用支撑柱处的油压千斤顶及支柱调整螺栓,楔形板,专用支墩等工具进行内导环调整,每次调整均记录中心、标高、法兰面位置等数值直到符合要求。采用间距管,中心定位工具及调整螺栓等工具进行外导环的调整。法兰面的垂直度和平面度用径纬仪测量,调整时注意内导环法兰面垂直度和平面度的变化。
6)调整完毕即进行支撑、加固件的焊接固定,焊接固定时注意控制变形,同时监测管形座法兰面的变化。
2.2 导水机构安装
(1)导水机构组装
1)外导环拼装:将组合面清扫干净无高点后,安装好密封条,并在密封槽内侧均匀涂上密封胶。组合后其间隙0.05 mm塞尺检查不能通过,上下游法兰面应无错位现象。
2)组装就位:将拼装好的外导环吊起,清扫干净外导环上游法兰面后,用6~8个1m左右高的支墩将拼装好的外导环支起并调平,检查外导环上下法兰的圆度、垂直高度和平行度,将内导环吊入外导环内,以外导环为基准调内导环的中心。
3)零部件预配装:有编号的零部件必须按照编号装配,不得随意对换;对有间隙配合的零件,如轴套筒、密封环等应进行预装配,并检查配合间隙。
4)导水叶装配:在桥机吊钩上挂两个手拉葫芦作为导水叶的可调吊点,导水叶吊起后调整高度和角度,将导水叶大轴头插入外导环轴孔中央,压入密封环时应采取引导措施预防“0”型密封出现切边现象;为防止偏重,导叶应按对称方式插装。
5)控制环装配:将控制环拼装好,调平套入装上毛毡密封的外导环法兰上,装上钢珠并注上黄油再装上压环;调整控制环使其x、y方向与外导环一致,再装配导叶臂的连杆并进行连杆长度的调整。
6)内导环组装
导叶全部插入外导环后,将内导环吊起,以外导环为基准调整内导环的高度,中心及法兰面平行度,满足要求后与导叶组装,调整导叶端面间隙、立面间隙并检查导叶开关是否灵活,满足质量控制要求后,安装内、外导环加固支撑。
(2)滑绳整体吊装
1)导水机构起吊重量195 t,导水机构翻身采用两点支铰座布置在安装间上游侧,由于导水机构上游侧两主吊点受拐臂行程限制与重心偏离较大,因此采用采用滑绳直接翻身。
2)坝顶门机(或桥机)单钩利用外导环+Y方向上的4吊点上下串绳吊起,导水机构从下游向上游两点支铰座(外导环-Y侧)翻身,吊起离开支铰座后在机坑用手拉葫芦调直,故在吊钩上游配置两个30t手拉葫芦调整外导环上游法兰垂直,在导水机构翻身后,安装内、外导环“O”型密封圈,然后将导水机构垂直吊入机坑。
3)根据受力计算可知:T1=T2=104 t;单股钢丝绳受力为26 t,Φ56钢丝绳破断力156 t,故安全系数为6,符合要求。
4)导水机构整体起吊前检查坝顶门机(或桥机)的起吊高度(看是否能穿过屋顶),检查内外导环加固是否符合要求。在吊入机坑时导水机构两边各挂牵一条牢固可靠的牵引绳索防止旋转,吊入机坑后在管形座内挂10 t手拉葫芦拉外导环-Y方向法兰,将导水机构法兰调垂直与管形座联接。
(3)安装调整
1)先在管形座上焊接好导水机构安装调整块,将管形座下游法兰面及螺孔清扫干净并装好密封条,在导水机构法兰面涂上密封胶;导水机构下降至设计高程后,再两侧均匀往管形座法兰靠,直至螺栓能够把合,检查密封条没有脱槽后,拧上螺栓使组合面贴紧;
2)按十字线标记找正内壳体和内导环中心及位置后,暂时把内导环把紧在内壳体上;按外壳体螺纹孔粗略地确定外导环的位置;旋紧部分外导环的法兰螺栓,把紧螺栓时,应确定密封条不会滑脱;调整内导环和内壳体同心度符合质量控制要求后将内导环和内壳体螺栓全部打紧;
3)用内径千分尺测量导叶两端内导环和外导环球面之间的距离,使内导环、外导环同心后,打紧外导环和管形座外壳体联接螺栓;拆除吊装时的加固支撑和吊装工具,调整导叶端面间隙和立面间隙。
2.3 主轴安装及轴线初步调整
(1)组装
1)在安装间将大轴支起平放,支撑点为大轴两侧法兰,支起的高度以满足轴承支架安装空间即可,不宜过高。
2)组装前仔细检查轴瓦,轴瓦应无裂纹等缺陷;镜板光洁度、硬度符合设计要求;轴瓦与轴颈的间隙、轴瓦与轴颈接触角等必须规范要求。
3)按顺序依次将发电机组合轴承、水导轴承装配在主轴上;发电机组合轴承由正、反向推力轴承和径向轴承组成,推力头和镜板合二为一。检查推力盘与主轴垂直偏差≤0.05 mm,推力盘合缝用0.05 mm塞尺检查不能塞入、错牙≤0.02 mm。按要求调整轴瓦间隙。
4)轴承组装中各进、排油孔应仔细清扫干净,不允许残留铁屑杂物,并用压缩空气检查油路是否正确、畅通;然后用丝堵或盖板堵上孔口。
5)各组合面均需用刀型样板尺检查平面度后方可组合。
6)大轴系统组装完毕后,安装专用吊装工具。
(2)空中更换主吊点吊装主轴
1)吊装前准备工作:根据图纸尺寸在管形座上装上大轴吊装轨道,并将踏板予装;检查与大轴系统的各个连接面必须满足安装要求;
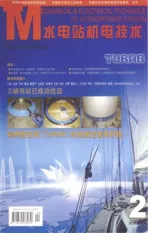
2)吊装示意图如图1,t1、t2为水平吊装时的钢丝绳夹角与受力,t3为主轴吊入机坑后主轴前支点到轨道上后,中间吊点解除后法兰处钢丝绳的受力,在法兰处采用直接挂钢丝绳,在中间采用挂手拉葫芦串绳吊装,人可以站在管形座内松手拉葫芦达到吊装目的;当主轴下游端支撑在轨道上后,采用2个10 t手拉葫芦将主轴向下游拉住后松t2上的葫芦,解除中间吊点将主轴拉入就位。
(3)轴线第一次调整
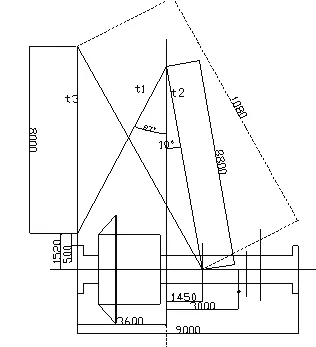
图1 主轴水平吊装受力分析图
在主轴吊装前,导水机构已安装调整好,内导环与管形座销钉已打好,故以水导轴承为支点进行轴线调整,直接将主轴下游侧水导轴承和内导环的联接螺栓打紧,在管形座内导环上游侧水平挂钢琴线,钢琴线与管形座内导环上游法兰面平行,测量主轴上游法兰到钢琴线距离来确定主轴法兰是否与管形座内导环上游法兰面平行,水导轴承处为支点,以管形座上游法兰面为基准,调整主轴上游侧组合轴承支撑环,使主轴水平度控制在0.02 mm/m内,且主轴上游法兰面与管形座上游法兰面水平方向平行(平行度控制在0.02 mm/m内)。
2.4 转轮安装
(1)转轮装配
1)转轮组装准备:清扫、检查转轮体枢轴组合面及联接螺孔,用专用起吊工具将转轮体(与主轴联结的法兰面朝下)吊在钢支墩上,支墩与转轮体之间应垫以软质材料和楔形板;拆除起吊工具和盖板,先安装试压盖板,以便进行渗漏试验。
2)叶片安装:安装传扭销和导向销;安装顶紧环和弹簧;将密封圈装于桨叶轴头上;调整桨叶轴头端面和拐臂端面的平行度及传扭销孔的位置,将叶片慢慢套入,用导向螺栓徐徐压入;拧紧叶片螺栓按螺栓设计预紧力或螺栓设计伸长值打紧螺栓;安装密封压环和密封压盖。
(2)密封试验
1)安装转轮泄水锥;在轮毂内充满油;安装好盖板,接好油泵;
2)转轮体内充油0.05 MPa,试验时间16 h,叶片在每一小时转动全行程3次,转动应灵活,不得渗漏;活塞缸内的操作油压到实验压力时,保持30 min,每个叶片密封装置应无漏油。
3)转轮最终组装:试验符合要求后排油,拆除盖板,拧紧密封盖板螺栓并在螺栓的螺纹上涂上NO.271粘接剂;安装叶片联接螺栓封堵板(配割),并用不锈钢焊条焊于叶片上、封焊后表面必须打磨光滑,所有焊接部位进行着色检查(PT)。
(3)转轮空中翻身吊装
1)准备:转轮外形尺寸如下:转轮叶片直径:Φ7 500 mm,4 个叶片;高度:2 700 mm;重量:100 t(其中泄水锥1.1t未安装);法兰面处轮毂直径为2 422 mm;法兰面吊装工具高度2 200 mm。安装转轮专用吊具,清洗、检查主轴与转轮体组合面和止口,将密封条粘贴到主轴法兰的密封槽中,拆除机坑内防碍转轮吊入的脚手架并搭设组合用的平台;准备主轴旋转的工具。
2)垂直吊装:T1采用2个30 t的手拉葫芦(加绳后长度范围6~7.5 m),T2采用Φ56钢丝绳4股起吊。T2=40.4 t;T1=60 t。
3)空中翻身:吊起至法兰面离地0.7 m后松手拉葫芦至T1=0,T2=100 t,将手拉葫芦转至法兰面专用吊具上(或采用桥机吊住专用吊具)。拉手拉葫芦(或起钩)至转轮体水平,此时T1=59 t T2=54 t,将转轮体水平放在临时支撑上拆除专用工具,换绳吊装。
2.5 定子安装
(1)定子组装、下线及试验
特大型灯泡贯流式机组定子组装、下线及试验一般由厂家在工地现场完成。
(2)定转子气隙调整
用气隙量规分别测量定子下游侧8等分点的定转子气隙;调整定转子间隙,目的使各测量值接近相等;在确认定子机座沟槽内的盘根无任何缺陷后,拧紧定子固定螺栓;放松起吊定子的钢丝绳,及拆卸导向销;用气隙量规分别测量定子上、下游测各8等分点的定转子气隙;如果测量值超过公差范围,将用移动定子的方法来调整各气隙;如果仅局部气隙超差,只需放松45°范围内的定子固定螺栓后,用气隙调整工具来调整。最终测量所有磁极的两端气隙。
气隙允许公差:Gmax-Gmin≤0.2GA(即G-GA≤±8%GA)在气隙再次调整合格后,拧紧定子紧固螺栓及偏心销套,松钩拆除吊具。
(3)下游侧法兰的泄漏试验
定子安装后需对下游侧法兰进行密封试验,试验压力为0.5 MPa,历时10 min,并用肥皂水来检查圆周方向有无泄漏情况;泄漏一旦被发现,必须更换密封条,并重新做试验;灯泡头安装后用同样的方法对定子上游侧法兰面进行压力试验。
2.6 转子安装
(1)转子组装、磁极挂装流程
转子组装场地准备→中心体摆放及叠片准备→转子磁轭叠片(第一次)→磁轭预压(第一次)→调整磁轭高度(第一次)→叠磁轭片(第二次)→磁轭预压(第二次)→调整磁轭高度(第二次)→磁轭预压(第三次)→铰孔及最终压紧→调整T型平形键垫片→磁轭加热准备→磁轭加热→插入T型键及热打键→冷却→安装打入键→鸽尾槽拉削及喷漆→挂装磁极→极间连线和转子试验
(2)转子热插键
1)调整T形键垫片
a)用楔形测量工具和千分尺测量磁轭与中心体的T形键槽上下两处的深度(见图2)。
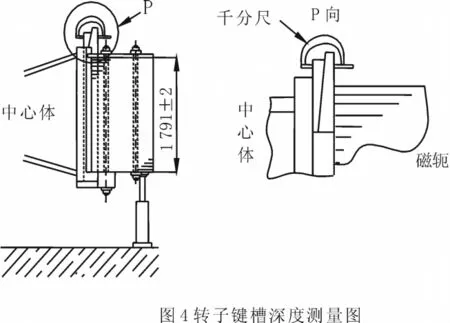
图2 转子键槽深度测量图
b)计算整个磁轭的中心偏差,并确认每个槽键的实际深度(见图3)。
磁轭键槽的平均深度 t={(A1-S1)+(A2-S2)}/2
式中:S1:中心体键槽深度。(现场测量)
S2:S1对称侧的键槽深度。(现场测量)
A1:中心体和磁轭键槽总的深度。(现场测量)
A2:A1对称侧的键槽的总深度。(现场测量)
键槽的实际总深度A1=S1+t,A2=S2+t
c)在每一键槽位置,垫上调整片使键槽的实际深度(A1',A2')加热插键胀量(1.15 mm)等于总的厚度:
调整垫片厚度=T1=A1-K1+1.15 mm(K1为键厚)。
图3 调整垫计算图
d)将调整垫片点焊于T形键上(点焊前调整垫片与键必须贴合),应把最厚的调整垫片放在外侧点焊。
e)T形键与调整垫片点焊后,彻底清扫,检查并消除缺陷。
2)磁轭加热准备
a)加热所需总容量:Q=1.5~3.0kW/t×转子铁心装配重量,确定加热管数量及加热线路布置方案,加热电阻分三相布置,在磁轭附近装设配电盘(离磁轭10 m左右)。
b)磁轭外周用石棉布包上保温。
c)裸导线接线位置包绝缘处理。
d)用点温计测量温度。
3)磁轭加热
a)检查线路,确认正确后接通电源,检查。
b)通电最初2 h内,每15 min记录电压、电流、温度。2 h后,每隔30 min记录一次。
c)经常检查电缆与磁轭接触的部分是否有异常过热。
d)当磁轭温升达到60 K时,用测量工具测量键槽高度,确认膨胀量(半径方向膨胀量为:1.25 mm)足够能使T型键轻松地插入(见图4)。
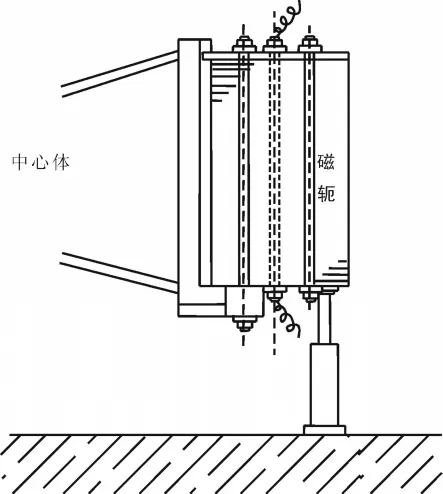
图4 加热管布置图
4)插入T形键
a)当转子磁轭达到规定的胀量时,应确保压紧装置无间隙。
b)在T形键上装上吊环螺丝,用桥机提起后用压缩空气吹扫干净,并涂上防粘剂。
c)将24根T形键靠自重插入各自的键槽。
d)T形键插入准确的置后,轻轻地敲打键,并检查整个磁轭的圆度,没有不良的变化,断开加热器等待冷却。
5)冷却
a)当温度降到低于40℃时,拆除加热设施,移去所有的温度计、电缆、纸板等。
b)磁轭降到常温大约需两天时间。
6)安装打入键
a)在磁轭冷却后,测量中心体与磁轭间的间隙以确定磁轭与转子中心体是同心的。
b)用压缩空气吹扫T形键槽,打入键涂上红丹粉后插入键槽,检查与T形键及中心体键槽的接触情况。
c)用磨光机或挫刀修磨打入键的接触面使其达到70%-80%以上。
d)确认打入键的长度,使其打紧后达到计算允许的范围,做好标记,取出后切断。
e)在打入键的接触斜面上涂上二硫化钼后插入槽中并打紧。
f)打入端安装压板并锁定螺栓。
2.7 轴线二次调整
(1)主轴倾斜角测量
1)在推力轴承座与用来支撑和移动它的导轨之间放置活动滚轮。
2)拆下推力轴承座与轴承支架上的所有联接螺栓。
3)在推力轴承座与管形座内壳体之间安装手拉葫芦,把正向推力轴承移至下游侧。
4)松开导轴承座紧固螺栓约2 mm。
5)测量导轴承与主轴的间隙,并确认不存在任何异常。
6)在镜板下游侧表面上紧按住一根水平尺,用内径千分尺测量水平尺与轴承支架两表面间的距离。
7)分析测量结果并计算各点插入调整垫片厚度,调整后镜板与导轴承座的平行度应符合规范要求。
(2)加垫回装轴承
1)取下轴承支架与导轴承座之间的临时橡胶检验垫片,更换轴承钢垫和调整垫片。
2)根据规定的插入厚度组合好的调整垫片并用螺栓把它安装到轴承支架上。在确认安装在导轴承座上的O型橡胶盘根没有损坏后,把移向下游侧的导轴承座推回到原来位置。
3)利用单独安装导轴承座上的联接螺栓把导轴承座紧固到轴承支架上。
4)泄掉主轴下的千斤顶油压,由导轴承承受载荷。
5)调整垫片插入后的检查:对其中沿轴承支架插调整垫片处的上下、左右均布的8个中心对称点进行校核测量L2。在以前各测点测量尺寸精确及计算加调整垫片厚度适当的情况下,8个校核测点的测量值应该接近于相等。测量的最大值与最小值的差在±0.1 mm以内即为正常。
6)推力轴承座的安装
用千斤顶顶转子支架的办法,把主轴推回到原来的装配位置,然后把推力轴承座安装到轴承支架上。
7)推力支架的铰孔
在轴承油封装配及油槽盖安装好后,对推力座钻铰孔并点焊销子。在此其间及以后注意保护轴承上的各安装孔,不让脏物落入轴承内。
3 结束语
随着清洁可再生能源的大力发展,以及尽可能减少对自然环境的影响,水力发电中低水头大流量的大型灯泡贯流式水轮发电机组得到广泛的应用,特大型灯泡贯流式水轮发电机组安装技术的实施大大缩短了机电安装的工期,管形座采用自制吊装设备安装就使整个电站的建设工期缩短2~3个月,导水机构组装后整体吊装、转轮体整体空中翻身不仅使工期缩短,安装质量比以前得到大大提高。转子叠片及热插键技术解决了应力不均匀的问题,使大型灯泡贯流式水轮发电机组转子质量得到进一步提高。