浅谈制氧空压机的改进
2010-07-16杨守明
杨守明
一、制氧空压机改进分析
重庆东华特殊钢有限责任公司从日本引进的1500m3/h制氧机系统由空压机、氧压机、膨胀机、分流塔及液氧泵等组成,空压机是生产氧气的主要设备,每次对空压机的检修是整个系统的关键。对空压机所作的技术改进就是在总结多年检修经验的基础上实施的。
1.进风过滤器改进的必要性
该空压机的一、二级转速13200r/min,三、四级转速为16500r/min,排气温度为90℃,转速和温度都很高。该机原设计进风过滤器采用油浸式吸入装置。当空压机工作时,空气经油浸式过滤器进入叶轮压缩,必然有部分油分子被吸入空压机,与被吸入的空气中的微尘一起粘在叶轮上,工作时间一长,叶轮上的积灰越积越厚,因高温作用,这些积灰在叶轮上形成如氧化铁一样的硬皮,造成原料空气减产,进而影响氧气产量。每年的定检工作中,除了放油、清洗翅片、检查机械运行装置、调试自动仪表等外,叶轮清灰是检修的最主要工作,这种如氧化铁一样的硬皮在清除时,怕损伤叶轮不能用化学方法清除,人工清除又不能保证清除干净,还要担心会破坏叶轮的动平衡,造成“飞车”重大安全事故,检修人员因此心理压力大,检修周期不得已被拖延,同时清洗翅片时还存在油污染环境的问题。因此,必须对进风过滤器进行改进。
2.空压机同轴度校正方法改进的必要性
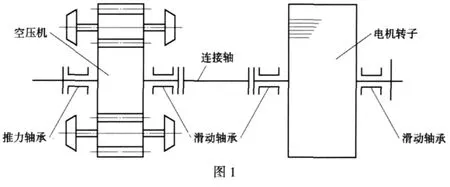
该空压机由1100kW的电机驱动,空压机与电机之间是由连接轴和齿轮联轴器连接(图1)。按照该机技术要求,电机轴轴线必须高于空压机轴0.4mm,当按照这项规定进行校正后,在实际运行过程中,并且是在润滑条件相当好的情况下,空压机后止推轴承和电机前滑动轴承的温度较其他轴承的温度要高4~5℃。这说明空压机后止推轴承和电机前滑动轴承处存在附加载荷,使设备的工作状况恶化。为了防止产生设备安全事故,对空压机同轴度校正方法的改进很有必要。
二、改进实施
1.进风过滤器改进
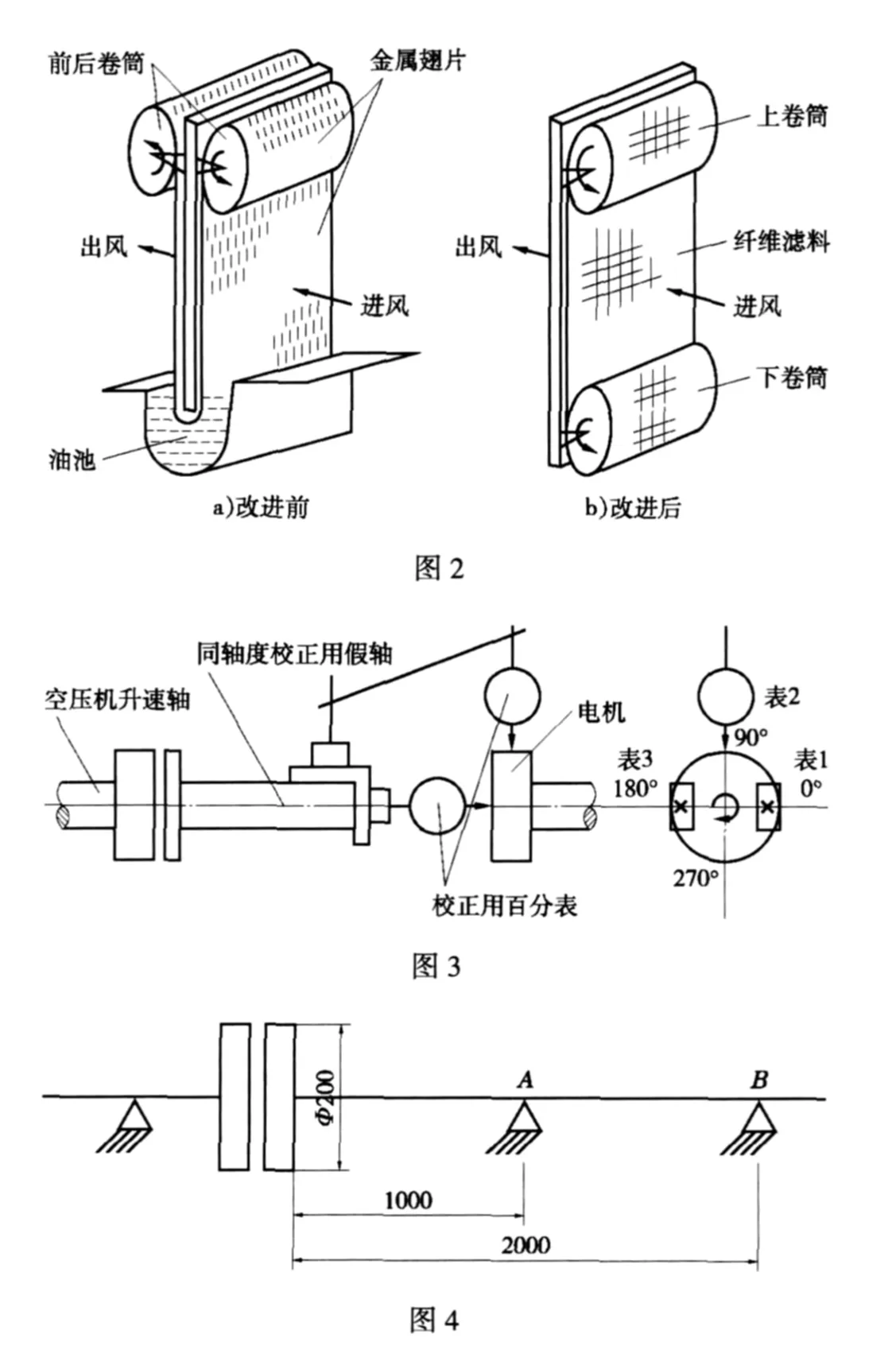
通过走访厂家、搜集有关资料,并进行了充分论证,最后采取了毡式过滤器替换油浸式过滤器的方法,如图2所示。
2.空压机同轴度校正方法改进
理论上,设备的主、被动连接轴应保持在同一水平上。但在实际工作中由于表的误差、人工误差及工作环境的影响,不可能完全达到。而该设备的技术要求按电机轴轴线高于空压机轴0.4mm来进行同轴度校正,始终存在空压机后止推轴承和电机前滑动轴承温度较其他轴承温度要高4~5℃的问题,根本原因就是按0.4mm来进行同轴度校正的误差太大。于是结合多年的检修经验,试着采用三表校正法(图3)按轴向偏差为0、径向偏差为±0.03mm来进行同轴度校正。具体方法如图4所示,电机联轴器的直径Φ200mm,联轴器到A距离1000mm,到B距离2000mm,百分表起始值为+3mm。当百分表随设备校正转动一周时,读数记录如图5所示。
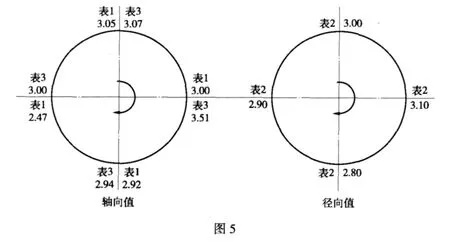
计算轴向上下差值:
上表 1-下表 3=3.05-2.94=0.11
上表 3-下表 1=3.07-2.92=0.15
(0.11+0.15)÷4=0.065
计算轴向左右差值:
(右表 3-左表 1)÷2=(3.51-2.47)÷2=0.52
计算径向左右差值:
(右表 2-左表 2)÷2=(3.10-2.90)÷2=0.1
计算径向上下差值:
(上表 2-下表 2)÷2=(3-2.80)÷2=0.1
根据以上计算出的差值,再乘以联轴器到螺钉的距离比例,轴向差值调整如下:0.065×1000÷(200÷2)=0.65mm,表示 A 应降低 0.65mm;0.065×2000÷(200÷2)=1.3mm,表示 B 应降低 1.3mm;0.52×1000÷(200÷2)=5.2mm,表示 A 应向左移动 5.2mm;0.52×2000÷(200÷2)=10.4mm,表示 B 应向左移动 10.4mm。径向差值调整如下:电机应向左移动0.1mm且下降0.1mm。
按以上计算值进行位置调整,经过几次校正(具体次数与检修人员的经验和熟练程度有关),就能达到标准规定的要求。
三、改进效果
1.进风过滤器
(1)叶轮积灰减少,并且由于没有油分子吸入,积灰疏松容易清除。以前的叶轮清灰工作需6人8天,现在只需2人3天,清灰工作量大大减少。
(2)毡式过滤器的检修很方便,运行一个周期,只需更换毡子即可,从而避免了放油、清洗翅片等繁琐耗时的工作,这也大大地减少了工作量。
(3)降低了检修人员的劳动强度,彻底消除了担心“飞车”事故而造成的心理压力大。
(4)解决了清洗翅片时油污染环境的问题。
2.空压机同轴度校正
设备按以上计算的数值进行校正后投入运行,空压机后止推轴承和电机前滑动轴承的温度下降了4~5℃。经过一个运行周期,拆检轴承情况良好,无任何异常。设备改进后已运行了近10年,从未更换以上轴承,至今仍在正常使用。公司已将轴向偏差为零、径向偏差为±0.03mm确定为对该设备进行检修后的同
轴度校正的标准值。
四、结束语
每台设备都有一定的使用年限。设备初期运行,故障较多,这是设备的“跑合”期,其中期为正常磨损期,到设备运行后期因磨损加快,造成故障频繁。这就必须要以科学的态度和细致、踏实的认真精神,消化、吸收设备的相关技术资料,摸索其运行规律,不断总结、勇于探索、敢于创新,才能发现设备的不足之处和找到解决问题的办法,从而达到降低劳动强度和延长设备使用年限的目的。公司从日本引进的1500m3/h制氧机的制造商来公司考察该设备的运行情况时认为,这台设备只能运行10年,以后不能再保证正常使用。但经过科学的维护、保养和对该设备进行必要的技术改进,现已正常使用了20多年。
