冲击式转轮的现代制造技术
2010-07-16瑞士魏斯
[瑞士] T.魏斯 等
在冲击式水轮机的研发中,人们进行了不懈的努力。冲击式水轮机首次获取专利的时间可追溯到1889年(超过 100 a)。最近,研究工作对理解冲击式机组的典型水流现象取得了重大成就。由于有水力和机械数字模拟工具的支持,冲击式水轮机的设计原理和设计技术取得了重大进步。
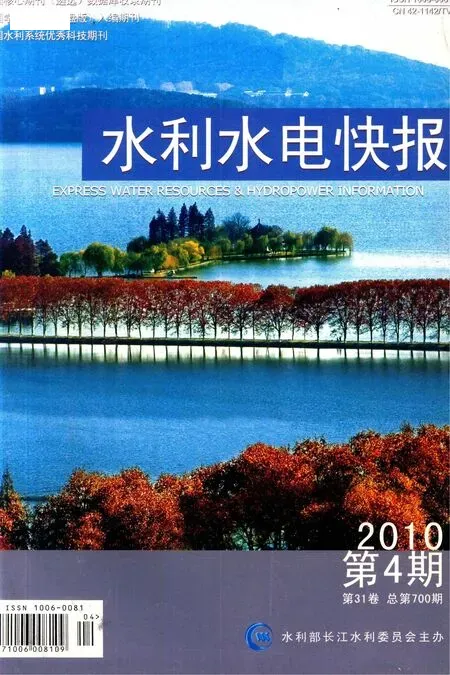
转轮是水轮机的核心部件,得益于目前的流体 -结构模拟的进展,至于其性能、费用、安全和运行寿命,可对其设计进行非常精细的优化。转轮的水力和机械设计是提高产品质量的基础,但是,对供货商而言,制造技术和质量控制是相当重要的基础。图 1所示表明,冲击式水轮机能否安全和可靠地运行,其责任不能由供货商单独承担。运行人员也要执行基本的任务,例如保证维修质量、进行定期检查、防止大颗粒固体的影响等,这些在此不做详细讨论。
在过去几年中,连续出现了冲击式转轮水斗根部区域损坏或裂缝,这是运行人员必须面对的风险和不确定性。因此,在 20世纪 80年代末,安德里茨水电公司开始研发各种先进的转轮制造技术,利用优质材料保证安全运行(下面讨论),在转轮的整个寿命内,提高电站的可靠性和利用率。
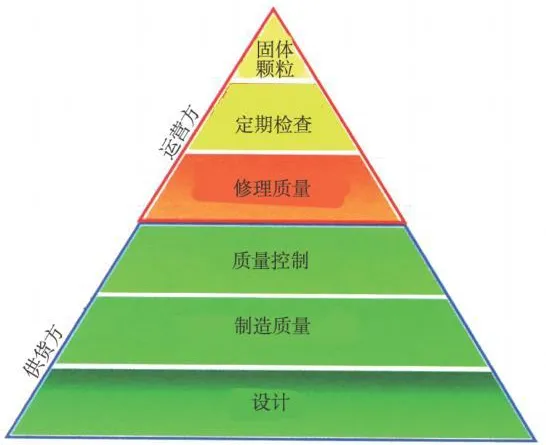
图 1 冲击式水轮机安全和可靠生产的关键因素
1 转轮分析的最新进展
安德里茨水电公司的转轮制造策略通常是采用锻造圆盘;只有在某些非常特殊的场合,有时也采用铸造转轮,如小水电项目。在所有工程中,都需做应力评估,结合流量和机械模拟,用所谓的流体 -结构相互作用(F S I)。对于原型比例的一个不稳定的有限元模拟,采用水斗中的不稳定压力负荷作为输入,从中可评估应力和变形情况。然后,对照工程规范,可评估转轮设计。
对于奥地利盖洛斯Ⅱ期水电站(6喷咀机组,Hn=615 m,P=140MW,D1=2.600 m,B2=0.755 m),通过原型测量,证明了应力预见的精度。通过布置于水斗根部区域的应变仪,可测量原型机本身的应力。
测量与模拟之间吻合得很好(图 2)。在 F S I领域的这些最新发展,是保证冲击式水轮机安全生产和支持水斗优化设计的宝贵财富,它系统地并行考虑了水力和机械这两方面的问题。
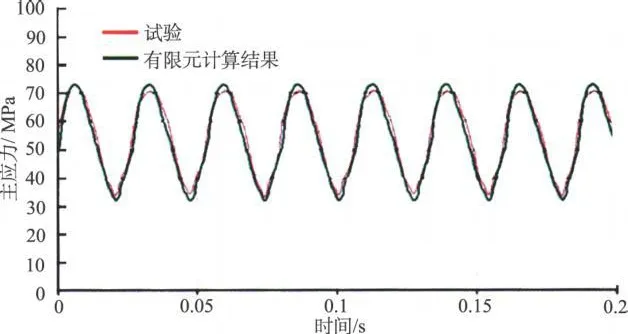
图2 水斗根部区域用应变仪测量和有限元法计算的结果比较
2 铸造冲击式水轮机的风险与不确定性
通常,与其他类型的水轮机相比,冲击式水轮机发生致命性故障的可能性较大。冲击式水轮机面临大量的负荷循环,出现典型的交变应力,因此可快速产生裂缝,使水斗破坏。比如,以下两种现象可能引起灾难。
(1)损坏水斗(甚至更多的水斗)的质量,加上很大的离心力,巨大的动能可损坏水轮机外壳,甚至水轮机周围物体。
(2)转子大而突然出现的不平衡质量,不过它仅决定于轴承与轴承支撑的防止水轮机整体破坏的应急能力。
冲击式水轮机出现这种破坏的可能性是自身固有的,但可通过采用抗疲劳、抗裂缝、抗裂纹扩展的优质材料,减少未探测到的表面以下的铸造缺陷,使风险最小。20世纪 90年代,尽管要求改进材料质量,但冲击式水轮机转轮供货商仍然是面对设备精良经验丰富的铸钢厂的关闭。当时,安德里茨水电公司率先提出开发制造新技术,改进材料性能。这一进程的推动因素是优质铸件供应量的减少和由来已久的整体铸造转轮裂缝和水斗破坏问题。
3 新制造技术的研发
今天,安德里茨水电公司可以回顾近 20 a来在先进制造技术领域不断研究与开发的历程。考虑了冲击式水轮机铸钢转轮已知的所有问题,对未来的解决办法简单而有效;适当的部件采用适当的材料,即最高应力区域采用最好的材料。
在高应力区,即水斗根部区域,可采用全世界公认的不锈钢 C A 6N M(C r N i 134)锻造材料。与常规的整体铸件或铸造圆环体(铸造材料的转轮圆盘)相比,锻造材料仍然具有明显的优点,这些优点能够满足产品的安全和可靠的要求。在每个制造过程中,负荷大的水斗根部用锻造圆盘制成,可提高抗疲劳性能,延长使用长寿命。
通过更均匀和更细的微结构,来改进耐腐蚀和疲劳的性能。除了改进微结构的质量外,通过锻造可以使杂质(如夹渣和内含物)和离析大大降低。根据无损探伤和晶界反射引起烦人的较高噪音水平的事实,意味着要求减少测试次数。另一方面,也降低了检测小缺陷和内含杂物的可能性。
材料所具备的优点也反映在检查周期的计算中,它是基于材料特性,如阈应力强度系数 ΔK0和巴黎(P a r is)提出的裂缝增长率 d a/d N应力强度和改进的福尔曼(F o r m a n)公式。
图 3表示破裂机械特性的相对比较和根据无修理正常运行对检查周期产生的影响。
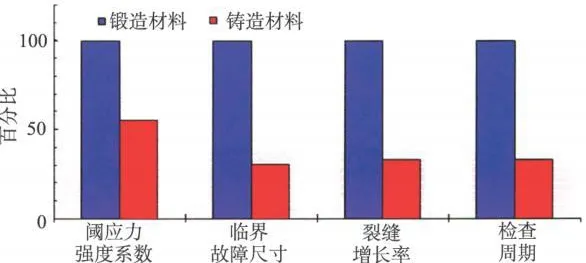
图 3 破裂机械特性的相对比较
可见,锻造材料转轮的检查时间间隔为铸造材料转轮的 3倍。
4 安德里茨水电公司应用的制造技术
4.1 微铺焊接
自 1992年以来,微铺焊接(M i c r o G u s sTM)专利技术已成功应用于冲击式水轮机。在 17 a内,已经订购了约 380个这种转轮。成功的关键是在水斗的根部高应力区域采用锻造材料,然后通过数控机器人美格(M A G)焊接水斗的外部。320多个转轮已经投入运行,总运行时间已超过 90亿 h,客户表示满意。
因为重型锻件圆盘供货困难,所以人们提出了一种新的制造方法,即可采用宽度较小的锻造圆盘。这使圆盘重量大大降低。水斗的其余部分的制作由机器人使用 M i c r o G u s sTM焊接工艺分两步完成。
4.2 高质量焊接
安德里茨水电公司采用的第 2个解决办法是高质量的焊接制造工艺,主应力区也采用锻造材料。在这种情况下,锻造材料也用于根部,然后,焊接到锻造或铸造的水斗上。
因为采用较小的锻造圆盘,不必考虑转轮的尺寸和重量的限制问题。
4.3 完全锻造
自 2003年以来,安德里茨水电公司也开始制造整体锻造的冲击式转轮。因为锻造材料成本高,这种方法主要应用于制造较小的转轮。在数控加工过程中,必须将大约 60%~70%的锻造材料从圆盘上切削下来。
各种制造技术的经济适用范围见图 4。考虑到上述优点,所有采用锻造圆盘技术的质量水平都很高。
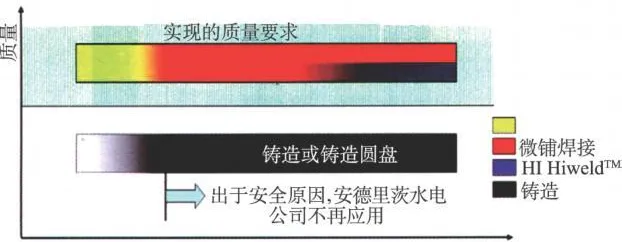
图4 不同制造技术的经济适用范围
应当再次强调,安德里茨水电公司转轮制造策略是首先应用锻造圆盘,只有在非常特殊的情况下才应用铸造转轮,如小水电工程。
5 前 景
正如上面讨论的要点所证明的,成功地应用了锻造圆盘的冲击式转轮是制造技术的一个新里程碑。锻造圆盘制造的冲击式转轮已经证明了它们在安全和实用性方面的可靠性,而整体铸造转轮或铸造材料生产的转轮圆盘,仍将受到关注。虽在短时期内,在经济上,制造技术之间可能有差别,但是,对于如冲击式转轮这类长期运行的部件,在提供产品可靠性和安全性的高质量方面的投入是第 1位的。
安德里茨水电公司仍在进行研发,以不断改进。一方面是进一步提高经济性能,另一方面是改进技术,从设计到发货的整个过程中,两者都受到支持。
考虑到性能、安全、制造和成本等各个方面的因素,将在最短的时间内,提供与工程规范相适应的最好的折衷办法;后者将成为一个关键的工程推动力。