电雷管激光打码皮带传送监控系统设计
2010-07-09夏百战
夏百战,骆 昊
(电子科技大学 中山学院,中山 528402)
0 引言
开发控制功能丰富可靠、界面友好的电雷管激光打码皮带传送监控系统不仅可以保证安全生产、提高劳动生产率和产品质量,而且对进一步提高民用爆炸物品的安全管理具有重要意义。本文将从电雷管打码皮带传送系统的工艺流程开始详细介绍监控系统的开发过程。
1 工艺流程简介
电雷管打码皮带传送系统分为三部分:排模部分、打码部分和收模部分。本系统排模部分包括8个功能完全相同的排模工位;收模部分包括3个功能完全相同的收模工位。排模部分和收模部分的均为双层设计。收模工位上层的功能是将排好雷管的模具传送到打码工位;下层实现将来自收模工位的空模具回收。收模工位上层的功能是将打好码的模具回收;下层实现将空模具送回到排模段。打码部分的功能是对来自排模段的模具上的雷管打码。为了结合生产效率、安全可靠生产的需要,电雷管打码皮带传送系统具体有以下工艺要求:
1)具有同步或异步排模能力:同步排模指的是,被选定的所有排模工位全部准备好以后,同时执行排模操作;异步排模指的是,各选定排模工位的排模不受别的工位影响,独立工作。
2)回模具有缺工位回模能力:即回模时,不按照固定顺序回到排模工位,而是按照一定的判断,选择当前回模位置空,且回模数量较少的工位优先回模。
3)正确打码:正确打码指的是打码区无模具不能进行打码,有模具则要准确打码。
4)连续双模具进同一收模工位:即实现在任何情况下(包括停电)连续两个模具进入一个收模工位,并能实现多个工位同时收模。
5)打码排队限制:限制打码工位前的等待打码模具的数量,以利安全。
6)异常情况及时停止生产:系统出现设备或者生产异常时,能够自动暂停生产,待问题解决后继续生产。
2 控制系统开发
2.1 控制系统简介
电雷管打码皮带传送系统采用PLC作为控制器,具有使用成熟工作可靠等特点。考虑到生产线相对比较集中,所以采用现场设备仪表直接连控制器的IO模块(不同于总线控制方式)。控制器采用贝加莱公司X20系列PLC模块,配有数字量输入DI模块、数字量输出DO模块、模拟量输入AI模块和模拟量输出AO模块。贝加莱公司的PLC控制系统的硬件组态、程序开发及调试都使用该公司的Automation StudioTM软件。

表1 控制系统具体配置
Automation StudioTM是针对贝加莱(B&R)所有工业自动化产品的集成化的软件开发环境,可应用于任何规模任何范围的项目。集成编程环境中可以处理工程项目开发中的每个步骤,提供了多种语言编程和大量的诊断工具。
2.2 程序设计思想
综合电雷管打码皮带传送系统的工作流程,工艺要求及选用控制器、设备仪表的特点,系统设计方案的具体思想如下。
2.2.1 模具检测
由于电容接近开关和磁感应开关的特点,对模具是否有无的检测不能直接使用传感器的输出信号,而是采用状态位的方式。状态位的置位和复位由真实检测结果延时滤波得到。
2.2.2 生产方式、模式和状态
生产方式按照工艺要求有同步方式和异步方式两种生产方式。同步方式和异步方式可以很容易切换。
生产模式设计有自动生产模式和检修生产模式,有正常、暂停、急停和复位4种生产状态。自动生产模式指的是,系统根据工艺流程和现场检测结果,使生产在不需要要人干预的情况下自动进行。检修模式指的是,当处于某种需要,对现场的电机或者气缸进行人工的单个操作时(相当于检修,其实也实现了手动操作)的生产模式,此时生产暂停。
暂停指的是暂时停止当前的生产,电机停止,所以气缸保持在线圈断电后的位置。急停指的是当系统出现严重问题时执行的操作,此时变频器断电,气缸线圈断电,气缸保持不动。复位指的是,系统出现严重混乱,必须将生产状态回复到原始状态,系统复位时,除了相应设备停止外,系统的中间状态位、计数器、定时器都清零。
2.2.3 多子任务处理
电雷管打码皮带传送系统共有8个几乎完全一致的排模工位和3个几乎完全一致的收模工位加上打码工位组成。这些一致性包括实现功能,仪表数量,安装位置,工作方式等等。为了程序的可读性和可重用性,程序设计为每个工位使用一个子任务;考虑到电机(变频器)的重要性,为每个电机(变频器)设定一个子任务;为系统的公共功能部分设定若干子任务;为下位机PLC程序与监控界面通讯设定一个子任务。
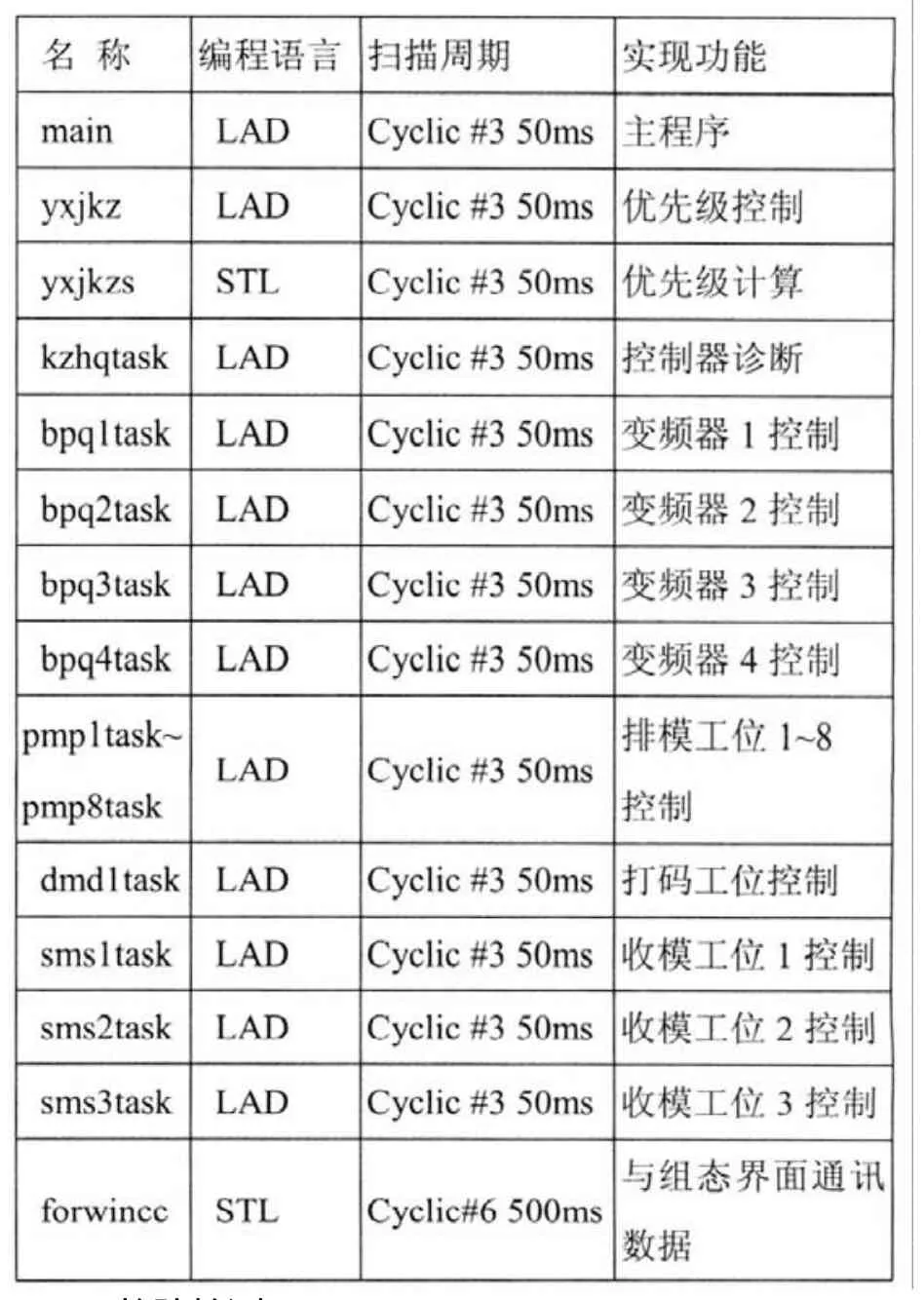
表2 程序子任务
2.2.4 故障检测
雷管生产线要求控制系统尽可能安全可靠,需要知道现场的设备仪表是否正常或者故障状态,才能正确执行相关操作。而现场众多传感器基本上是点检测仪表,无法直接得到这些仪表的故障状态,因而设计程序通过仪表的I/O状态配合工作过程判断仪表是否正常工作。
2.2.5 连控、顺控混合模式
整个系统从工作流程上看,非常适合使用顺控功能实现。但是系统状态判断、故障诊断确比较适宜连控实现。所以本系统采用连控、顺控混合方式,将工作流程分为若干子过程,这些自过程按照顺控思想编程;而其它部分采用连控方式。
2.2.6 LAD、STL组合模式
贝加莱工控系统开发软件Automation StudioTM提供了多种可选编程方式(比如梯形图LAD,结构化文本STL等。详细资料见相关手册),本系统根据需要选择某种编程方式。
为了程序的可读性和易交流性,绝大部分程序采用梯形图LAD编程方式;而对需要进行算术运算的程序部分,使用结构化文本STL进行编程。这两种情况分别使用两种编程方式,使得程序更容易阅读、调试和日后升级。
2.3 应用程序整体流程
简单说明,控制器检测、气缸时间和状态状态控制等控制独立于系统复位或者检修等状态之外,即PLC每个循环周期,都要对它们进行处理。而故障诊断、检修控制和自动控制在复位期间并不执行。

图1 控制系统整体流程
3 系统上位组态开发
考虑到雷管打码皮带传送线的特殊性,显示信息丰富,操作方便的监控画面显得非常重要。本系统充分利用有限的检测信号,使用德国西门子著名的组态软件WinCC,认真设计实现了界面友好,信息量大,操作简单可靠的监控画面。
3.1 画面层次设计
为了使监控界面操作方便,界面友好,本系统监控画面共分为三层,如下图所示。
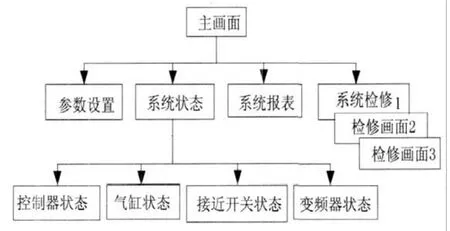
图2 监控界面总结构
第一层为主画面。主画面起着显示系统最常用(最重要)信息、系统其他画面调度等作用。从主画面可以进入四个子部分:参数设置、系统状态、系统报表及系统检修。参数设置和系统报表只有单独一个画面实现功能。系统检修部分由三个画面双向队列切换实现。系统状态画面下面又细分为四个系统状态,每个状态画面针对一类设备(仪表)。这四个画面构成监控画面的第三层。
3.2 画面内容设计
为了画面的一致性和操控的友好性,每个画面的结构一致,显示信息和操控内容尽可能按需设置。以主画面为例介绍画面的结构。
标题区主要是静态显示系统的属性,比如所属部门、系统名称等信息。状态区将整个系统的所有状态进行汇总显示,比如自动模式或检修模式、同步模式或一步模式、系统正常还是有故障等等,使操作员对整个系统的状况一目了然。主显示区显示当前画面要显示的内容,是整个画面核心部分,占最大面积。操作区布置相应的操作按钮或者画面控制按钮,几乎系统所有的操控部分都在操控区,使用户控制迅速可靠。辅助区显示监控系统一些相关信息,比如开发公司说明,系统相关参数等等。本系统出于大家的习惯,将网络状态放在的辅助区而没有放在状态区。
4 结论
本文针对电雷管激光打码皮带传送系统的工艺特点,开发了可靠的监控系统控。系统控制模式分生产模式和检修模式两种,生产模式有正常、暂停、急停和复位等状态。系统对每个工艺单元采用一个子任务,合理使用LAD和STL编程方式,具有方便程序阅读和日后升级的优点。监控画面采用3层结构,画面布局合理,人机界面友好。经过实际使用证明,系统功能丰富、运行稳定、操作方便,具有一定的应用推广价值。
[1] 周书勤,刘国伟.发蓝壳电雷管激光编号系统调试及生产运行[J].煤矿爆破,2004(2).
[2] 孙万卿,李华军.基于PLC和组态软件的海洋中心平台注水及原油集输监控系统[J].计算机工程,2006(6).
[3] 卢翠艳.WINCC在DIET生产线监控系统上的使用[J].制造业自动化,2005(8).
[4] 张深基,李道军.PLC在火电厂电除尘振打控制系统中的应用[J].电气自动化,2008(1).
[5] 王晓远,杜静娟.基于工业组态软件WinCC的化工工业监控系统[J].化工自动化及仪表,2006(5).
