微特电机定转子冲片生产工艺
2010-06-19李成凯何时剑何永军
李成凯,何时剑,何永军
(1.淮安信息职业技术学院,江苏淮安 223003;2.淮安威灵清江电机制造有限公司,江苏淮安 223002)
定转子冲片是微特电机上的重要零件,其精度高低、质量好坏直接影响电机的装配、装配质量和电机性能。微特电机生产一般都是大批量生产,所以定转子冲片的制造不但要保证质量,还需要采取高效率的生产方式。
1 定转子冲片主要技术要求
(1)冲片的外形、内径、槽形以及槽底直径等尺寸应符合图纸要求。
(2)定转子冲片毛刺不大于 0.05 mm。
(3)定转子冲片应保证内、外圆和槽底直径同心。
(4)槽形一致性好,以保证铁心压装后槽形整齐。
(5)冲片平整,无波浪形。
2 常用的定转子冲片制造方法
2.1 先冲槽后落料
这种方法分三道工序如图1所示。如第一道工序为复冲轴孔、键槽、平衡槽和转子槽(键槽兼起记号槽作用);第二道工序以轴孔定位,复冲全部定子槽、定子冲片外圆上的鸠尾槽和记号槽;第三道工序以轴孔定位,复冲定子冲片的内圆和外圆。
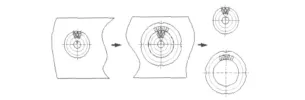
图1 先冲槽后落料
这种方法的特点是:生产率高;定、转子槽同各自的记号槽同时冲出,冲片质量好;定子冲片内外圆同时冲出,模具容易保证同轴度;可将三台冲床用传送带连接起来组成自动生产线。其缺点是硅钢片要预先裁成条料,利用率低;复冲定子槽和定子冲片内外圆都以轴孔定位,槽底圆周和冲片内外圆的同轴度有两次定位误差,即它们的相对位置会因导正钉的磨损而有所改变。这种改变的最大值可能是两次定位误差之和,因此叠压时以内圆胀胎为基准,会使槽孔不整齐。
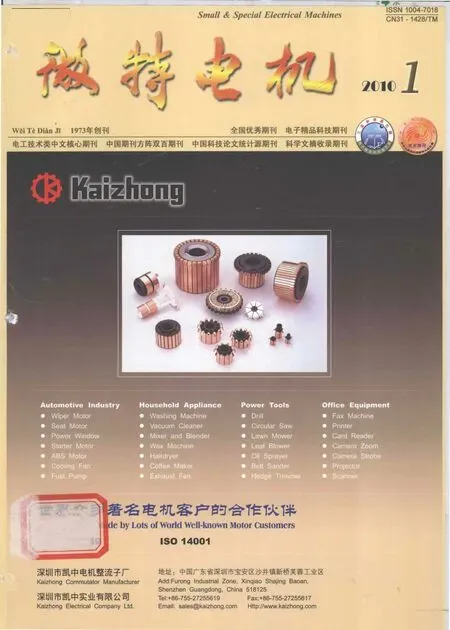
2.2 先落料后冲槽
这种方法分三道工序,如图2所示。第一道工序“一落二”,即复冲定子冲片的内圆和外圆(包括定子冲片外圆上的定向标记);第二道工序,定子冲片以内圆定位、定向标记定向,复冲全部定子槽和定子冲片外圆上的鸠尾槽和记号槽;第三道工序,转子冲片以外圆定位,复冲全部转子槽、轴孔及轴孔的键槽和平衡槽。

图2 先落料后冲槽
此种方法的特点是:劳动生产率高;可以采用套裁,硅钢片的利用率较高;定、转子槽连同各自的记号槽同时冲出,冲片质量好;定子冲片的内外圆同时冲出,模具容易保证同轴度;易于实现单机自动化。复冲定、转子槽可以同时在两台冲床进行,和先冲槽后落料方法比较,缩短了生产周期。它的缺点是复冲定子槽时内圆定位盘磨损,造成槽底圆周与内圆不同心,叠压时,以内圆胀胎为基准,造成槽孔不整齐。
2.3 第三种方法
将几个单式冲模或复式冲模组合起来,按照等距离排成直线,上模安装在同一上模座上,下模安装在同一下模座上,构成级进模。
图3为用级进式冲裁模制造定转子冲片的工步示意图。从左向右有四个冲区:第一冲区冲轴孔、轴孔上的键槽和平衡槽,以及全部转子槽和两个定位孔;第二冲区冲鸠尾槽、记号槽和全部定子槽;第三冲区冲转子片外圆;第四冲区落定子片外圆。这样,条料进去后,转子冲片和定子冲片分别从第三和第四冲区的落料孔中落下。

图3 级进冲定转子片
级进式冲裁生产定转子冲片的优点是生产率高,缺点是模具制造困难。
3 定转子冲片制造新方法
3.1 新方法工艺
不管采用何种工艺,目的一是提高产品质量,二是提高劳动生产率。有时两个目的兼有,有时两个目的冲突。为此,我们采用了一种复冲新方案,落料冲定子槽,再冲转子糟。
新方法分为二道工序,如图4所示。第一道工序是定子片落料冲槽一步完成,包括定子冲片内外圆、全部定子槽、定子冲片外圆上的鸠尾槽和记号槽。第二道工序是转子冲片以内圆定位,复冲全部转子槽、轴孔、轴孔的键槽和平衡槽。

图4 定转子片冲裁新方法
3.2 模具设计
落料冲定子槽冲裁模如图5所示,转子片冲模与其它生产方法所用模具一样。
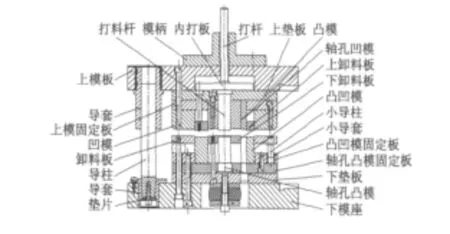
图5 复合冲裁模
3.3 新方法的特点
(1)工序少,生产效率高。新方法的两道工序即落料定子片冲形和转子片冲形,生产效率较三道工序提高 33%。
(2)槽形整齐,用一道工序完成定子片的内外径、槽形的冲制,减少了定位误差,槽形整齐。
(3)采用聚氨酯橡胶卸料,同时聚氨酯橡胶还兼有定转子片分离的作用。
(4)刃磨方便,采用可卸式侧导柱导向,拆去导柱,磨削刃口非常方便。
(5)卸料可靠,模具采用小导柱导向,卸料装置动作灵活可靠。
(6)模具易坏,因模具复杂,冲裁周边长度较长,模具损坏的几率相对较大,模具修理的频率高。
(7)要求冲床的吨位大。
4 结 语
工艺方案的选择、模具设计类型的确定因具体的产品技术要求而定,我们在微电机定转子冲片生产中,采用了落料冲槽,再冲槽的方案。实践证明,新方法是可行的,产品质量好,但仍有缺陷,有待在实践中逐步加以解决。