微特电机加工专用工具
2010-06-19沈宏谋
沈宏谋
(浙江调速电机厂,浙江桐乡 314500)
1 微电机外壳加工专用活顶尖
在车床上夹顶车电机外壳工件时,因为铸锻件的内孔不规则,或者成形管材的端面下料不平等原因,常会使尾顶尖顶着的一端外圆不正,而且不能按需要校正工作,给加工带来一些麻烦。为此,我们设计制造了一种可调整活顶尖,如图1所示,使用效果良好。
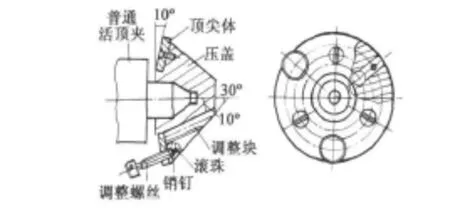
图1 加工电机外壳专用活顶尖
调整块的移动角度为 10°,以增大调整长度和保证普通活顶尖的安装位置。调整滑块部分用圆柱孔代替燕尾槽结构,调整块用圆柱和斜铁焊接而成,焊前加工好圆柱部分和斜块厚度,然后都装在顶尖体上已加工的槽内定位,先点焊两端面以固定两体,再取出来以铜焊连成一体,然后稍加修整即可。调整块的外圆面待安装后在整体上车出,当调整块退回最后位置时,要使其稍低于顶尖体,以便作为普通大孔活顶尖使用。
2 微特电机小轴不停车钻中心孔的专用夹具
用于微电机、齿轮箱电机 Φ35~Φ50 mm轴的中心孔加工,采用不停车钻中心孔夹具,该夹具可与可调中心架联用。夹具的尾锥在车床主轴锥孔内,挡杆的一端靠在车床导轨上(如图2所示),可调中心架(如图3所示)夹在方刀架上,车床起动后,将工件一端放在中心架的 V形铁中(中心心架应靠近夹具体;托架上的工件轴心也应低于主轴中心线),工件另一端放进装在尾座上的带锥孔的后支座中。这时,可摇动尾座手轮做进给运动。当工件端面与止进定位套(如图1所示)端面贴合后,中心孔已打好。随即反摇尾座手柄,工件靠弹簧的推力作用退出,并落在V形托架中。然后用手将工件调头,加工另一端中心孔,不须停车。
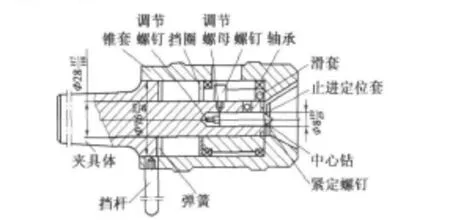
图2 不停车钻中心孔夹具
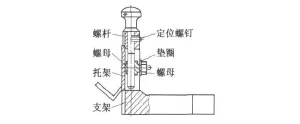
图3 可调中心架
该夹具使中心钻旋转,加工中心孔,延长了中心钻的使用寿命,又因锥套上的斜槽可使工件端面上有充足的冷却液,所以提高了中心孔表面质量,但在使用时应注意润滑和防锈。
3 涡轮减速电机快速偏心夹具
图4的偏心轴是涡轮减速电机的主要零件之一。加工这类小型偏心零件,可采用靠模方法。但在加工过程中零件及靠模板的定位面容易损伤,加工质量较差,并且效率低。
针对这种情况,设计制造了如图5所示的快速车偏心夹具。该夹具有接盘、锥度套、弹性夹头及锁紧螺母等组成,接盘以左端内圆柱表面及螺纹与机床定心并连接,其右端止口与机床主轴中心偏移,其值等于偏心轴的偏心距 2±0.05 mm。

图4 偏心轴
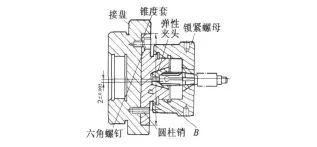
图5 快速偏心夹具
工件时,将零件插入弹性夹头的内孔,顺时针旋转螺母,在其左移的同时使弹性夹头内缩,从而实现了零件的自定心夹紧。
接盘是铸铁件,锥度套和锁紧螺母可用 45#钢制造,经调质处理,且应一次装夹车削成功,以确保其锥面与导向表面B同轴允差0.01mm,锥面光洁度不低于▽7。
锥度套装入接盘后,应检查其轴线与接盘端面的垂直度,允差不大于 0.02 mm。
弹性夹头采用 65Mn钢,淬火处理,要求 HRC 35~40。弹性夹头壁厚一般为 1.5~3 mm。切制开口时,应装入一根与内孔过盈配合的心轴,将心轴夹持在分度头上,一次铣切成功。
本夹具结构简单、操作方便、使用可靠,由于选用了弹性夹头,夹紧力均匀,不易损伤零件。
