回转件电解车削加工基础工艺试验研究
2010-06-05鲜洁宇傅秀清
鲜洁宇,康 敏,傅秀清
(南京农业大学工学院,江苏 南京 210031)
随着科技的发展,在不少产业领域中有许多装备往往要在高温、高压等恶劣环境中工作,因而有一些零件必须采用性能优良的特殊材料来制造,如高温合金、钛合金、超高强度钢等。而这些材料的切削加工性较差,制造零件相对比较困难。尤其是加工细长轴和薄壁回转件等结构刚性较差的零件困难更大[1,2]。
电解加工技术是利用金属在电解液中产生阳极溶解的原理加工金属材料,具有工具阴极无损耗、无宏观切削力、适宜加工各种难切削材料零件及薄壁件、加工效率高、表面质量好等优点,因而在制造业中获得了大量应用。数控电解车削加工技术综合了数控、车削与电解3种加工技术的特点,通过数控系统控制工件以一定速度旋转运动、工具阴极以车削加工的运动方式进给,实现难加工材料回转件的电解车削加工,其原理见图1[3,4]。
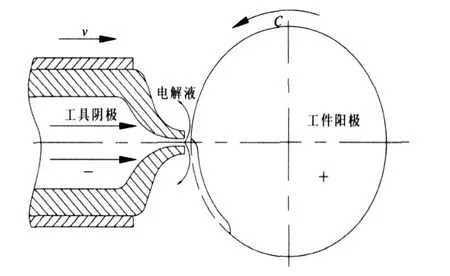
图1 电解车削加工原理图
1 试验装置
试验装置由CW6140普通车床改造而成,结构示意见图2,包括电源、床身、主轴、各轴运动系统、阴极支架、电解液系统、温控装置、控制系统。其机械本体整流电源正极输出端与碳刷相连,碳刷与工件相接触,整流电源的负极与工具阴极相连,工具阴极安装在阴极支架上,阴极支架安装在机床的横向拖板上。加工过程在密封且有排气装置的工作箱中进行,工作箱设有排液口,电解液通过排液口循环至电解槽中。主轴电机通过夹头带动工件旋转,X向伺服电机驱动阴极纵向移动,Z向伺服电机驱动工件箱和阴极横向进给运动。
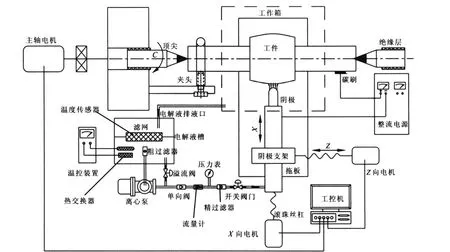
图2 数控电解车削机床结构示意图
电解液循环系统采用二级过滤方式,分别在泵入口处和机床管路入口处设置过滤网,回液槽与供液槽分开,电解液经过两次沉淀后再流向供液槽重复使用,这有利于电解液的净化、冷却。工具阴极采用组合式直线刃内喷阴极(图3);电源选用硅整流电源,电压8~24 V可调,额定电流 5~200 A,工作时可显示即时电压、电流值。数控系统采用“IPC+PMAC”的硬件结构平台和用Visual C++6.0开发的软件体系,通过控制工具阴极和工件阳极之间的相对运动,满足电解车削加工回转件的需要。

图3 工具阴极实物图
2 圆柱面回转件电解车削加工试验及分析
2.1 试验方案
试验采用圆柱面零件,其水平安装于机床主轴的一对顶尖上(图1)。选择不同的工艺参数进行加工试验,加工示意见图4[5]。
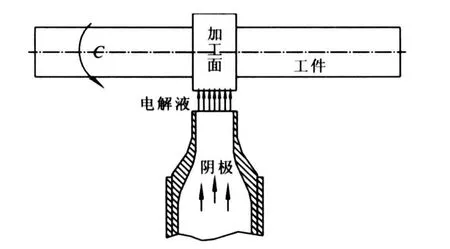
图4 电解车削加工圆柱面示意图
2.2 加工参数设置
试验所用电解液为相对密度1.15的NaCl溶液,温度 t=38℃,工作压力 p=1.8MPa,工件材料为1Cr18Ni9Ti,工作电压分别取 20、16、12、8 V,主轴转速分别取0.03125,0.0625,0.125,0.25 r/min,初始加工间隙0.1mm。
2.3 实验结果及分析
传统车削加工中刀具的进给量决定材料的去除量,粗加工时一般采用较大的进给量,精加工时采用较小的进给量。与传统车削加工不同,电解车削加工中,材料的去除量不仅与阴极的进给量有关,还与加工间隙、主轴转速、电源参数、电解液参数等有关,各工艺参数对加工精度有不同影响。本文主要对不同主轴转速条件下加工过程中加工间隙变化和电流变化展开讨论。
(1)主轴转速对加工后间隙变化的影响
加工间隙对电解加工成形精度起着最终的决定作用[3]。试验中采用分圈间歇进给的加工方式,得到图4所示的加工间隙随主轴转速的变化关系。不同工作电压下,加工间隙变化的趋势一致。随着主轴转速的提高,加工间隙逐渐减小,对应的电解去除厚度也逐渐减小,因此采用较大的主轴转速,可获得较小的电解去除量(小余量加工),从而可达到较高的加工精度;加工间隙的大小直接影响表面粗糙度值的高低,降低工作电压,提高主轴转速,加工间隙和电解蚀除量同时减小,因而可降低表面粗糙度值,提高表面加工质量。
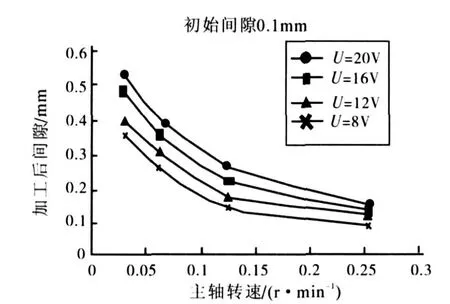
图5 加工间隙随主轴转速的变化规律
(2)主轴转速对电流变化的影响
研究电解加工成形规律时,电流到达稳定状态意味着加工进入平衡状态[3]。因此,电流的变化是电解车削加工的重要研究参数。试验后得到图5所示的电流随主轴转速的变化关系。不同工作电压下,电流变化的趋势一致。随着主轴转速的增大,阴阳极间电化学反应的时间减少,因而单位时间内去除的材料减小,体现在试验中即为加工一圈后测得的间隙减小,间隙减小导致了电流值的增大。

图6 电流随主轴转速的变化规律
3 结束语
本文进行了圆柱面回转件的数控电解车削加工基础工艺试验研究,主要讨论了不同主轴转速条件下加工过程中加工间隙变化和电流变化的规律。研究结果表明:降低工作电压,提高主轴转速,可有效地提高加工精度和表面质量;电解车削加工技术可用于难加工材料回转件的加工,有待于做进一步的研究。
[1] 鲜洁宇.数控电解车削加工装置设计与实验[D].南京:南京农业大学,2009.
[2] 李家伟.细长轴加工方法探略[J].现代制造技术,2007,34(9):63-64.
[3] 徐家文,云乃彰,王建业,等.电化学加工技术——原理、工艺及应用[M].北京:国防工业出版社,2008.
[4] Kangmin,Yang Yong,Fu Xiuqing.Study on numerical controlled electrochemical turning[J].Materials Science Forum,2009,626-627:351-356.
[5] 康敏,赵建设,徐家文.矩形截面内喷式阴极展成电解加工平面的工艺试验[J].电加工与模具,2004(5):21-23.
