中小型表面式永磁电机的制造工艺
2010-06-02郝清亮朱少林杨德望
郝清亮, 朱少林, 杨德望
(武汉船用电力推进装置研究所,湖北武汉 430064)
0 引言
我国稀土资源丰富,永磁材料的性价比不断提高,尤其是钕铁硼永磁材料的快速发展,为永磁电机的市场化提供了支撑。永磁电机采用永磁材料励磁,在具有同等性能的条件下永磁电机可比常规电机小一至两个机座号,体积重量优势明显。特别是永磁电机无励磁损耗,电机效率高,节能降耗优势明显,其市场潜力巨大。
但是永磁电机的制造工艺与常规电机有较大差别,特别是永磁电机的结构型式较多,不同结构的永磁电机其制造工艺也不同。永磁电机包括永磁直流电机、异步起动永磁电机、永磁无刷直流电机和永磁同步电机,永磁直流电机定子上安装有永磁体,其余交流永磁电机转子上装有永磁体。永磁电机按照其磁路特点主要可分为切向式磁路结构和径向式磁路结构,如图1所示,当然也有切向和径向组合的混合式磁路结构;按照永磁体安装方式可分为表面式和内置式(又称嵌入式)两种型式,如图2所示。采用表面式磁路结构的永磁电机一般称为表面式永磁电机,采用内置式磁路结构的永磁电机一般称为内置式永磁电机。

图1 永磁电机的磁路结构
目前,国内制造的永磁电机多为内置式磁路结构,其结构简单,工艺实施较为成熟,国内有不少厂家对内置式结构的永磁电机制造都很有经验[3-4]。相比内置式永磁电机而言,表面式永磁电机其径向等效气隙较大,电枢反应较小,磁场波形和电流电压波形畸变率较小,振动噪声性能优良,国外如法国热蒙公司、德国西门子公司研发的永磁电机均为表面式磁路结构,国内开发的高性能调速永磁电机也主要采用表面式磁路结构。

图2 永磁体不同安装方式的永磁电机
以下主要介绍中小型表面式永磁电机的制造和装配工艺,主要包括磁钢安装工艺、转子绑扎及烘焙工艺、动平衡工艺、电机总装工艺等。其他工艺如铁心叠压、定子嵌线、定子浸漆等工艺,本文不再赘述。
1 磁钢安装工艺
表面式永磁电机通常采用专用工装进行磁钢的定位和安装,用磁钢专用胶对磁钢进行粘接,具体实施方法如下。
(1)安装前的准备。首先清理安装场地,设置围栏,确保工作台面无铁屑杂质,并准备非导磁支撑架、非导磁螺丝刀和扳手、橡皮泥、磁钢专用胶、与磁钢尺寸一致的非导磁工件、磁钢安装用工装等。清点电机安装用磁钢,检查磁钢有无破损,并用特斯拉计或者指南针确认待安装磁钢的极性,用记号笔做好标识。
(2)安装定位块。将永磁电机转子的一侧端板用螺钉安装至转子轮毂上,螺钉应涂抹螺纹紧固胶。根据转子工件的划线安装定位块,清理磁钢安装面,并用与磁钢尺寸一致的非导磁工件检查磁钢安装空间是否合适,确保磁钢安装顺利进行。
(3)安装磁钢。由于转子是由很多磁钢小块组成的,因此需按照图纸要求的磁钢极性分块安装,在转子端板上做好N、S极性标志,取小块磁钢涂抹磁钢专用胶,并在磁钢安装面也同时涂抹磁钢专用胶,将磁钢沿定位块形成的安装空间推入至安装位,由于磁钢和转子轮毂间存在吸力,因此松手后磁钢并不会移动。然后安装沿圆周方向相邻一极的极性相反的单块磁钢,方法同上。直到把圆周方向一圈的磁钢安装完成,然后再安装圆周方向下一圈的磁钢。在安装第一圈磁钢的过程中基本没有什么难度,在之后磁钢安装的过程中会由于磁钢之间的作用力而使得磁钢之间存在间隙,此时需用工装将磁钢推入安装空间,使之与先前安装的磁钢轴向无间隙。保持几分钟,待胶固化后即可松开磁钢及工装。安装好磁钢的永磁电机转子如图3所示。
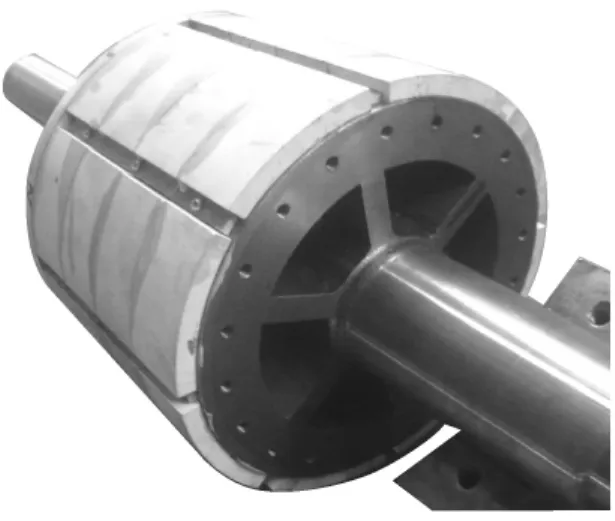
图3 安装好磁钢的永磁电机转子
(4)用特斯拉计或者指南针检查安装好的磁钢极性,确保无误后安装转子端板等其他零件。
在磁钢装配过程中,应注意以下工艺要点:①磁钢安装面粗糙度不宜过高,否则安装面不挂胶;②磁钢表面镀层的选择;选择易粘接的镀层,一般镀铝磁钢其粘接性能较好;③安装时应特别注意磁钢的极性和安装的顺序,单独沿轴向安装同极性的小块磁钢会导致磁钢同极相斥而难以固定,难度会大很多;④注意劳动保护,避免被磁钢伤害。
2 转子绑扎及烘焙工艺
磁钢安装完成后,仅靠胶的粘接力难以保证电机长期稳定运行,特别是对于转速较高的永磁电机。因此,为提高运行可靠性,一般采用无纬带对安装好磁钢的转子进行绑扎或者采用不锈钢套筒保护。特别是用无纬带绑扎的方法工艺成熟,结构可靠,应用范围较广泛,具体实施过程如下。
(1)预热。首先将安装好磁钢的转子预热至80℃,时间约1 h;然后预热无纬带至约40℃,时间约20 min。
(2)无纬带绑扎。根据无纬带要求的绑扎张力绑扎转子,绑扎速度以每分钟10~15 m为宜,边绑扎边涂抹常温环氧树脂,绑扎结束时应锁紧尾端以防张力损失。用手工绑扎工艺时,应选择含胶量及挥发物较大的无纬带。
(3)转子烘焙。无纬带绑扎完成后即进行转子烘焙,烘焙时有以下几点应特别注意。
①烘焙温度。一般钕铁硼磁钢可分为SH、UH、EH系列等,SH系列磁钢在80℃以下可保证退磁曲线为直线,UH系列的磁钢在120℃以下可保证退磁曲线为直线,EH系列的磁钢在180℃以下可保证退磁曲线为直线,因此在对转子烘焙时应根据安装的磁钢牌号选择烘焙温度。
以常用的UH系列磁钢为例,其不同温度下的退磁曲线如图4所示,在未装配入定子前,磁钢安装到转子上后工作在开路状态,为保证烘焙温度对磁钢性能不造成影响,转子烘焙温度应不高于120℃,若温度太高可能导致磁钢性能下降,极端情况下可造成磁钢局部退磁或者整体退磁,因此控制烘焙温度非常重要。
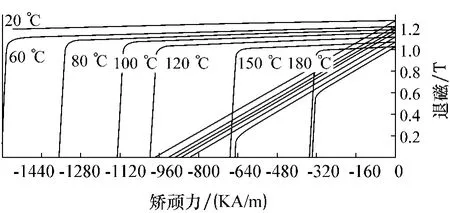
图4 UH系列磁钢不同温度下的退磁曲线
②烘焙时间。由于无纬带一般的固化条件是温度较高时固化时间较短,按照常用的无纬带固化条件,若烘焙温度不高于120℃则一般需要24 h以上,因此选择无纬带时应考虑固化温度较低的牌号。
③转子保护。一般保温箱内的加热板在箱内下方,温度检测传感器一般在保温箱中上部,靠近加热板附近温度较设定的温度要高,因此为了稳妥起见,转子烘焙之前采用薄钢板包裹转子,提高磁钢的工作点,有效防止退磁。
(4)转子加工。待无纬带完全固化后,将转子外圆车削加工至要求尺寸。
3 动平衡工艺
转子加工完成后需要进行动平衡试验,由于永磁转子的磁性较大,因此在动平衡试验前应清理动平衡机周围的铁屑及导磁工件,避免转子磁吸力对动平衡试验造成影响。
此外在校动平衡时转子磁钢为开路状态,若具备条件最好能够在定、转子装配完成后再次进行现场动平衡试验,此时的转子磁钢工作在额定工作点,校正的动平衡状态为电机实际运行时的状态。
4 电机总装工艺
由于安装有永磁体的转子具有极强的吸力,因此采用常规安装工艺必然会导致定、转子相碰,必须采取特殊的工艺措施。
总装时首先清理装配场地,用橡皮泥清除转子表面吸附的铁屑;清理定子内圆和绕组内的杂质;准备好端盖、轴承、轴承盖等零部件;准备非导磁薄垫条若干,可用环氧玻璃布板或者不锈钢材料制作,厚度略小于气隙长度。
准备工作完成后,将定子一侧的端盖先装配好,并将定子机座固定,防止因转子磁吸力与定子作用将定子吸附而难以装配。将非导磁垫条均布垫于定子铁心内壁上,从而起到定位和防止定、转子相碰的作用。将两端轴承内盖套入转轴,并将轴承装配到位,将转子吊装装入定子,抽出非导磁垫条,装配好另一侧端盖。最后安装好轴承盖和出线盒等其他零件即完成电机总装。
总装工艺的要点是选择合适的安装方式,避免定、转子相碰。
5 结 语
本文对常见的中小型表面式永磁电机的制造工艺和装配工艺进行了介绍,并指出了其工艺要点。实际表明,按照该工艺制造的永磁电机结构可靠,性能优良,可保证长期可靠运行。
[1]唐任远.现代永磁电机理论与设计[M].北京:机械工业出版社,1997.
[2]王秀和.永磁电机[M].北京:中国电力出版社,2007.
[3]牛志钧.永磁电机制造关键工艺浅议[J].电机与控制应用,2007,34(4):59-61.
[4]张永平,阮宁生.永磁同步电机磁体装配工艺探讨[J].电机技术,2006(2):50-51.
