QYG-1500型叶轮给煤机设备改进
2010-05-31葛永庆
葛永庆,王 宏
(华北电力大学,河北 保定 071051)
华能邯峰发电厂输煤系统单路火车卸车线为1套“C”型翻车机系统,下方为1个“V”型单侧缝隙煤沟,拨料设备为1台QYG-1500型叶轮给煤机,整套设备于2000年投入使用。在设备使用期间叶轮给煤机多次发生问题,不仅导致设备无法正常运行,还严重影响整套系统翻卸燃煤,给输煤系统卸煤工作带来非常大的困难,也给企业造成经济损失。
1 设备概况
QYG-1500型叶轮给煤机设备由驱动机构、行走机构、拨煤机构、本机机架、电气部分组成,适用于单侧缝隙煤沟。行走轨道22 kg/m,两平行轨道间距2 000 mm,行走有效距离为15 m。其中主电机为40 kW,带动卧式650减速机及伞齿减速机运动;行走电机为9 kW,带动行星摆线减速机及蜗轮蜗杆减速机运动。设备运行时控制部分为主电机与行走电机同时运转实现设备功能。
2 存在的问题
设备运行几年后,叶轮给煤机频繁发生运行过程中停在煤沟中间无法开出,叶轮大齿开焊以及伞齿减速机立轴上方轴承损坏的缺陷,严重影响设备的安全运行。
3 改进措施
(1) 针对叶轮给煤机频繁发生运行过程中停在煤沟中间无法开出的问题,通过现场多次检查、核实发现:叶轮停止后使用管钳等工具可以实现叶轮盘车开出煤沟,而且多数情况下煤沟内无大块木块等杂物;自停状态下叶轮行走轮与轨道有不定量的间隙。针对这些问题,分析认为叶轮给煤机行走电机、变频器匹配以及容量存在问题。将变频器改型为安川品牌,这种变频器本身没有力矩保护,可以实现电机的大启动力矩,解决叶轮自停后电机启动力矩小而靠盘车可以开出的问题。改进后大大降低叶轮给煤机自停的次数,但没有避免。随后对行走轨道标高及间距进行测量,结果如表1所示。
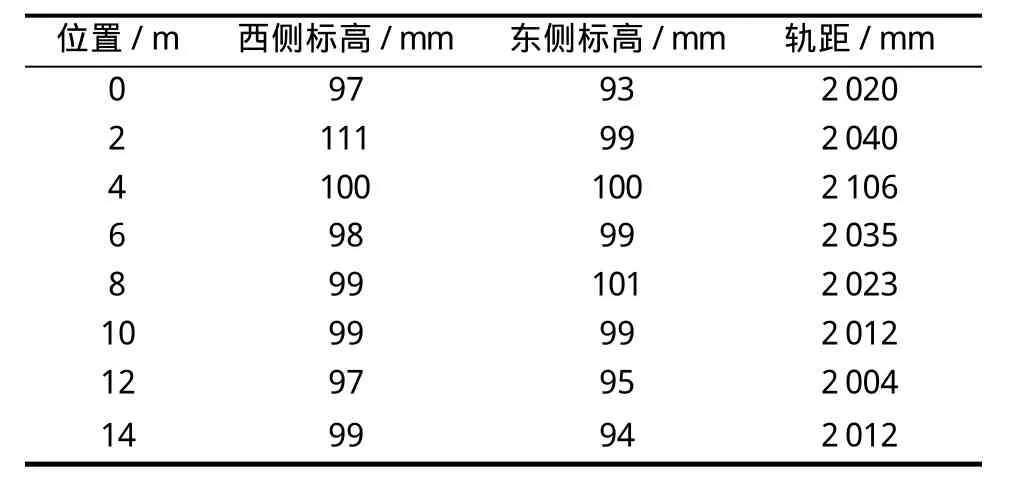
表1 行走轨道标高及间距
从以上数据不难看出,叶轮行走轨道存在高低不平,轨道间距变化大,轨道存在弯曲变形的缺陷。针对此问题将叶轮给煤机行走轨道更换,处理后仍不时出现煤沟无杂物情况下自停现象。但自停后反向启动叶轮大齿转动方向后可以正常开出。
(2) 针对叶轮大齿开焊的缺陷,经过认真的观察分析认为:当前使用的叶轮大齿为16Mn材质焊接而成,经过长时间的运行,大齿焊点存在开焊是必然现象。但大齿开焊后端部出现卷曲,大齿本身也存在弯曲变形,这就使叶轮给煤机在正常运行时受到不均匀负载影响,这也是造成叶轮给煤机自停的一个重要原因。因此决定将组合焊接形式的叶轮大齿改进为铸造形式,这样从根本上解决叶轮大齿开焊问题,也在一定程度上解决了大齿受力不均造成自停问题。在完成此项工作后,叶轮给煤机在煤沟无杂物时的自停问题得到了彻底的解决。
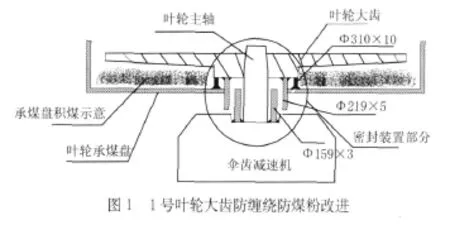
(3) 叶轮给煤机在运行时承煤盘上有大量燃煤,而且伞齿轮减速机输出轴与承煤盘之间间隙大,一方面由于密封问题导致部分燃煤在大齿挤压下从伞齿减速机立轴轴封处进入到减速机内,损坏轴承、加速齿轮磨损;另一方面主轴上易缠绕钢丝绳等杂物,给驱动系统增加负荷,损坏减速机。针对此问题自行设计、安装了防缠绕及密封改进装置,对伞齿减速机进行保护,避免发生恶劣事件。具体的措施:伞齿减速机立轴为锥形轴,上小下大,直轴处直径150 mm,因此在伞齿减速机端盖处焊接长190 mm的Φ159×3钢管,在叶轮六方头上焊接长185 mm的Φ219×5的钢管,将叶轮防护罩安装上后,在叶轮防护罩上焊接55 mm高的Φ310×10的钢管,再将叶轮六方头安装到伞齿减速机立轴上。改进如图1所示。
改进后,经过近1年的使用观察,达到了预期的效果,不仅最大限度地优化了设备的运行状态,而且涉及的费用不多,对提高设备可靠性起到了非常重要的作用。
