磷化工生产中含氟废气回收和综合利用的新工艺
2010-05-29徐旺生聂鹏飞柳惠平周帼红
徐旺生,聂鹏飞,柳惠平,周帼红,杨 勇
(武汉工程大学化工与制药学院,绿色化工过程省部共建教育部重点实验室,湖北新型反应器与绿色化学工艺重点实验室,湖北 武汉 430074)
0 引 言
我国很多磷化工厂对含氟废气物的回收和利用存在许多弊端,每年向大气中的排放量非常大,导致较严重的环境污染,而且造成严重的资源浪费,尤其是氟资源.众所周知,自然界中作为氟的资源并能加以利用的矿物仅限天然冰晶石、萤石和磷矿.天然冰晶石十分稀少,无工业价值;萤石氟含量最高,是较为理想的氟资源,但其蕴藏量有限,且已面临枯竭,鉴于萤石资源的重要性,数年前国家就将萤石作为战略资源,限制出口;磷矿石含氟量较低,其质量分数仅为3%~4%,但蕴藏量巨大,是十分重要的氟资源,可以预见在不远的将来,萤石资源枯竭之时,磷矿石中的氟将成为唯一的氟资源.但由于生产技术等原因,大多数工厂采用水来吸收含氟废气物,一方面吸收不完全,另一方面产生固体二氧化硅容易堵塞设备及管道,造成频繁停车,影响生产效率.因此,研究采用新型的工艺方法已迫在眉睫.经反复研究发现采用氟化铵溶液来吸收含氟废气,可取得良好效果,回收产物经合适处理可分别制成无机精细化工产品——优质白炭黑和高浓度吸收剂——氟化铵溶液.前者可广泛应用于天然橡胶、合成橡胶、硅橡胶的补强剂、牙膏摩擦剂、涂料和不饱和树脂增稠剂、涂料消光剂、塑料薄膜开口剂等;后者一部分可以循环利用于吸收含氟废气物,另一部分可以用于制备电子工业用的氟化物(无水氟化氢,氟化铵,氟化钠,氟化钙,三氟化铝等高附加值化合物),这样企业不仅可顺利地完成废气的有效处理,同时也将其中的氟、硅元素转化为有较高经济价值的氟盐、白炭黑[1]等产品,从而将现有含氟废气的利用提高到一个新水平.
以氟硅酸为原料制备白炭黑的方法主要有以下几种工艺路线.
a.卢芳仪[2]等人采用磷肥副产氟硅酸与纯碱反应制备氟化钠和白炭黑,分离出来的SiO2沉淀经硫酸酸化、陈化、洗涤、干燥得到白炭黑.该方法虽然得到氟化钠和白炭黑2种产品,但缺点是反应中产生大量的二氧化碳气体,生成的氟化钠与二氧化硅采用重力分离其分离效果有限,氟损失较高,同时在洗涤过程中产生大量的酸性废水,且生成的白炭黑产品质量不高,比表面积偏小.
b.刘晓红[3]等人采用氟硅酸与碳酸氢铵反应生成NH4F溶液和SiO2沉淀,将分离出来的SiO2沉淀经硫酸酸化、陈化、洗涤、干燥得到白炭黑.该方法的缺点是反应中产生大量的二氧化碳气体,同时由于酸化操作必然在洗涤过程中产生大量的酸性废水,污染环境,且所得白炭黑比表面积较低,对橡胶的补强效果有限.
c.宁延生[4]等人利用过磷酸钙厂副产氟硅酸和氨水、氯化钠及硅胶为原料,生产氟化钠和具有橡胶补强作用的白炭黑,产品质量符合国家有关标准.该方法的优点是氟硅酸与硅胶的混合浆料不需分离可直接作为反应原料,同时可实现氨的回收;但缺点是工艺路线较长,且助剂的加入是否会对后续工艺产生影响不确定.
以上3种工艺路线都仅限于实验室成果,尚没有工业化成功的报道.本工艺则从一个全新的角度阐述了磷化工生产中含氟废气的综合利用和回收[5].下面介绍利用磷肥副产氟硅酸与氨水反应制备白炭黑的实验研究.
1 实验部分
1.1 工艺原理
1.1.1 含氟废气的吸收 依据磷化工生产中含氟废气[6]的不同存在形态采用氟化铵进行吸收,吸收后的尾气中氟含量应达到国家规定的排放标准.对于磷化工生产中以SiF4为主体的废气,用氟化铵溶液来吸收,生产稳定的氟硅酸溶液.其反应方程式如下:
SiF4+2NH4F=(NH4)2SiF6
(1)
H2SiF6+2NH3=(NH4)2SiF6
(2)
1.1.2 吸收液的加工 吸收液的主要成分为氟硅酸铵[7],将其氨解,即可生成二氧化硅沉淀(即白炭黑)和氟化铵溶液.二氧化硅经洗涤、干燥后即得到白炭黑产品;同时,可得到高浓度的氟化铵溶液,其反应化学方程式如下:
(NH4)2SiF6+4NH3+2H2O=6NH4F+SiO2
(3)
1.1.3 制取氟系列产品 以高浓度的氟化铵溶液为起点,根据市场的需求,可以制取其他氟系列产品,如氟硅酸、氟化钠、氟化铵(氟化氢铵)、氟化钾、氢氟酸,无水氢氟酸,电子工业氢氟酸等.
反应(2)、(3)依次进行,为强放热反应,反应过程是酸碱中和,有SiO2沉淀析出,很容易进行.反应中生成的二氧化硅可直接转化为白炭黑产品,氟化铵母液可加工成多种含氟化合物.
1.2 原料与仪器
主要原料:氟硅酸(H2SiF6),工业级(质量分数为25%~37%),东莞精英化工材料有限公司生产;氨水(NH3·H2O),分析纯(质量分数为26%~28%),焦作市信德化工有限公司生产.
仪器:电子天平、恒速搅拌器、恒温水箱、抽滤装置、恒温干燥箱、超声波清洗器、比表面积测定仪(BET).
1.3 工艺流程
含氟废气制备白炭黑产品[8-9]工艺流程如图1所示.
2 结果与讨论
2.1 氟硅酸浓度对白炭黑比表面积的影响
采用单一因素变量控制法,在一定温度、适宜的氨水滴加速率和一定的陈化时间下,通过改变氟硅酸溶液的浓度,实验测得氟硅酸浓度对白炭黑比表面积影响的关系曲线如图2所示.
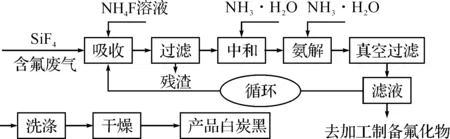
图1 含氟废气制备白炭黑产品工艺流程

图2 氟硅酸浓度对白炭黑比表面积的影响
由图2可知,氟硅酸浓度较低,所得白炭黑比表面积较大;氟硅酸浓度越高,所得白炭黑比表面积越小.这是因为随着氟硅酸浓度的提高,二氧化硅的生长速率远大于成核速率,造成颗粒粒径增大、比表面积下降.但降低氟硅酸浓度,势必造成氟化铵母液浓度下降,使氟化铵的后续加工能耗增加.故H2SiF6控制在8%~12%为宜.
2.2 反应温度对白炭黑比表面积的影响
采用相同的方法,在一定浓度的氟硅酸溶液、均匀的氨水滴加速率和适宜的陈化时间下,通过调节反应温度,实验测得反应温度对白炭黑比表面积影响的关系曲线如图3所示.

图3 反应温度对白炭黑比表面积的影响
由图3可知,随着反应温度的升高,所生成的白炭黑的比表面积呈下降趋势.这主要是因为氟硅酸的氨化反应是放热反应,随反应温度的升高,对氨化反应不利;同时当反应升温后,二氧化硅的生长速率迅速增大,且胶粒间碰撞聚合加剧,胶粒粒径增大,故白炭黑比表面积下降.所以应保持反应温度为45 ℃以下.
2.3 氨水中和速率对白炭黑比表面积的影响
为了得到较高比表面积的白炭黑,通过选用合适浓度的氟硅酸溶液、反应温度和陈化时间,改变氨水的滴加速率,实验测得氨水中和速率对白炭黑比表面积影响的关系曲线如图4所示.

图4 氨水中和速率对白炭黑比表面积的影响
由图4可知,氨水中和速率对白炭黑比表面积有着重要的影响,随氨水中和速率由小到大,所得白炭黑比表面积先增大后减小.原因是,氨水中和速率越小,氨解液中氨浓度越低,二氧化硅的成核速率低,生长速率大于成核速率,导致生成的二氧化硅团聚体粒径增大,比表面积下降;氨水中和速率越大,则会因为滴加的氨水不能有效迅速地分散开,造成氨水局部浓度过高,进而导致比表面积下降.故取氨水中和速率4 mL/s为最佳值.
2.4 陈化时间对白炭黑比表面积的影响
通过选用合适浓度的氟硅酸溶液、最佳的反应温度和氨水的滴加速率,改变陈化时间,实验测得陈化时间对白炭黑比表面积影响的关系曲线如图5所示.
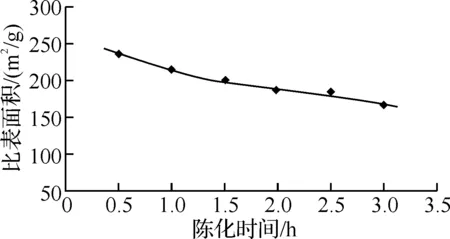
图5 陈化时间对白炭黑比表面积的影响
由图5可知,白炭黑的比表面积随陈化时间的延长呈下降趋势.这是由于在陈化过程中白炭黑粒子逐渐长大,导致比表面积下降.同时从实验可知,随陈化时间延长,过滤洗涤难度增大,干燥后的白炭黑不易研磨.故取陈化时间为0.5 h为宜.
2.5 产品质量评价
本方法所得白炭黑产品按行业标准GB10571-1989.所得白炭黑产品外观为白色粉末,经BET比表面积测定仪测得其比表面积为150~300 m2/g,适合用于多种工业需求,产品达到了行业标准的技术指标要求.
3 结 语
本方法利用磷肥副产氟硅酸同氨水反应制备的白炭黑,其产品符合GB10571-1989行业标准的技术指标要求.同时所得氟化铵母液可加工成多种含氟化合物,如无水氟化氢,氟化铵,氟化钠,氟化钙,三氟化铝等.且该方法工艺简单,反应条件温和,工艺过程中由于是化学吸收,既能消除原氟气吸收中析出二氧化硅的影响,又有利于提高吸收效率,从而较大幅度的提高了氟、硅资源的利用率.不仅所得产品——白炭黑具有较高的经济价值,而且能彻底消除含氟废气对环境的污染,从根本贯彻了节能、降耗、减排、环保的战略宗旨,为磷肥副产氟硅酸的有效利用开辟了一条新路线.
参考文献:
[1]王慧,舒琼,龙文露,等.白炭黑制备新工艺研究[J].武汉工程大学学报,2009,31(1):29-31.
[2]卢芳仪,刘晓红,饶志刚.由氟硅酸制氟化钠和白炭黑的工艺研究[J].硫磷设计与粉体工程,2000(6):6-9.
[3]刘晓红,王贺云,李建敏.由氟硅酸、碳酸氢铵制备高分子比冰晶石[J].无机盐工业,2006,38(2):36-39.
[4]宁延生,徐世增,马慧斌.利用氟硅酸制备氟化钠和白炭黑[J].磷肥与复肥,1997,12(4):52-54.
[5]陈春兵.化工行业节能减排工作的推行和实践[J].节能与环保,2008(4):5-6.
[6]夏克立.磷肥生产中的氟回收[J].磷肥与复肥,2005,20(5):59-67.
[7]薛河南,李志祥,杨劲.磷肥副产氟硅酸氨化制高补强白炭黑技术研究[J].磷肥与复肥,2007,22(6):21-23.
[8]文炎炳,杨建安.改性白炭黑制备工艺研究进展[J].杭州化工,2008,(1):8-9.
[9]王志成.沉淀法纳米白炭黑的制备[J].有机硅材料,2005,19(2):23-25.
