基于视觉定位的机器人焊接系统
2010-05-10王纪东李金义齐立哲
王 京,王纪东,李金义,齐立哲
(1.北京电子科技职业学院,北京 100026;2. 智通机器人技术有限公司,廊坊 030001)
0 引言
视觉在人类认知世界的过程中扮演了很重要的角色,同时视觉也为人进行复杂作业提供了充分信息。基于机器视觉的研究是当前机器人领域的热点之一[1~3]。汽车业竞争越来越激烈,各个厂家需要越来越先进的生产设备和系统来扩大自己的生产、增进效率、降低成本。汽车自动化系统的发展成为了业界瞩目的焦点之一,而机器人的应用为汽车领域自动化提供了重要途径。特别是对于焊接工艺,机器人在汽车领域应用越来越广泛。目前机器人应用以示教编程为主,但是由于装卡误差等因素,导致针对某一个工件示教的机器人程序,焊接其他工件时,会有很大误差。因此,开发具有在线定位功能的机器人柔性化系统对于提高焊接质量及降低成本有重要的意义。
本文基于三维扫描视觉系统开发了具有复杂工件在线整体定位功能的机器人汽车焊接系统,介绍了系统的组成、工作流程及机器人定位过程,为汽车焊接过程提出了一套自动化、柔性化应用方案,可以有效克服工件的装卡误差,大大提高焊接质量。
1 系统组成介绍
如图1所示,基于视觉定位的机器人焊接系统由机器人、三维扫描仪、焊接系统、清枪剪丝装置及汽车被焊工件组成。
其中,视觉系统采用智通机器人系统有限公司开发的三维激光扫描仪,其与机器人结合形成机器人三维扫描视觉系统,用来实现汽车复杂工件的空间定位,保证焊接过程的精度,具体参数如下表所示:
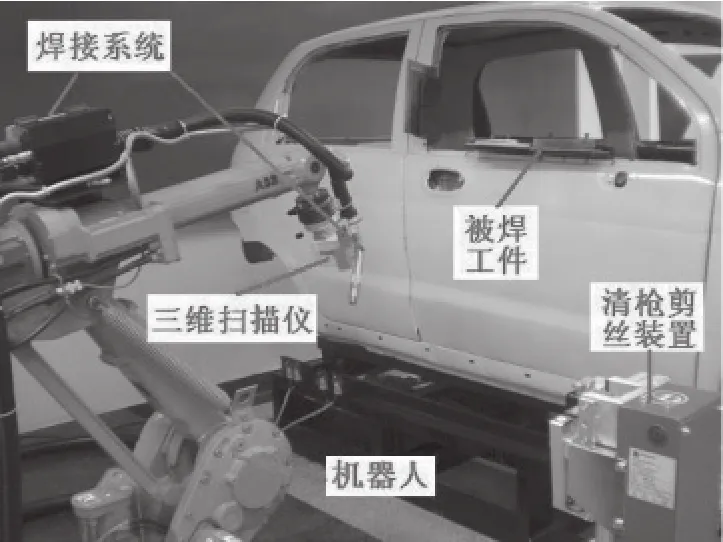
图1 基于视觉定位的机器人焊接系统组成
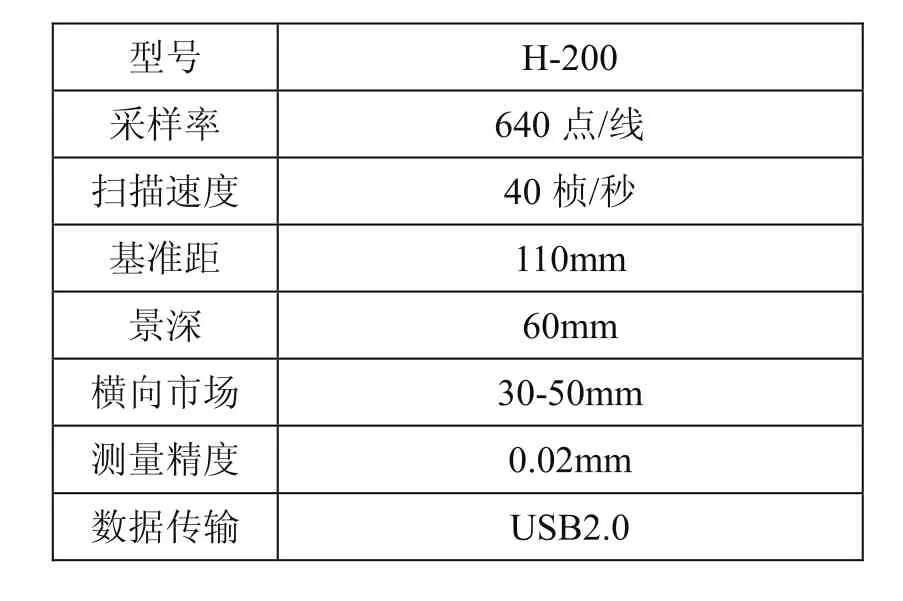
表1 三维激光扫描仪参数
焊接系统主要包括焊枪、焊接电源及送丝机构,其中焊接电源选用的是KempArc SYN300 焊机,如图2所示。该焊机与机器人通过DeviceNet总线通讯,在焊机上直接设置焊接参数(如焊接电流、电压、送丝速度等),并存储在通道内;工作时机器人可以直接选择调用合适的通道而不用直接设置焊接参数,应用上非常方便、灵活。

图2 焊接系统
焊接过程中,需要经常对焊枪进行清枪剪丝工作,在该系统中,按照操作者的选择,机器人可以自动在该装置处进行清枪剪丝,如图3所示。

图3 清枪剪丝装置
2 系统工作流程
系统的工作流程如图4所示,主要包括以下几个步骤:
1)控制系统给定就绪信号,系统开始工作
2)系统等待人工完成上料过程
3)需要清枪剪丝时,机器人运动到清枪剪丝装置前,完成此过程
4)启动机器人视觉系统,对被焊工件主要特征区域进行扫描,生成三维点云
5)用当前点云与基准点云进行匹配,得到当前工件的偏差
6)在线自动校准机器人的位姿
7)启动焊接系统,实现对当前工件的焊接过程
8)焊接结束后,人工下料
9)如再没有要焊接的工件,系统结束;否则,系统2)~9)
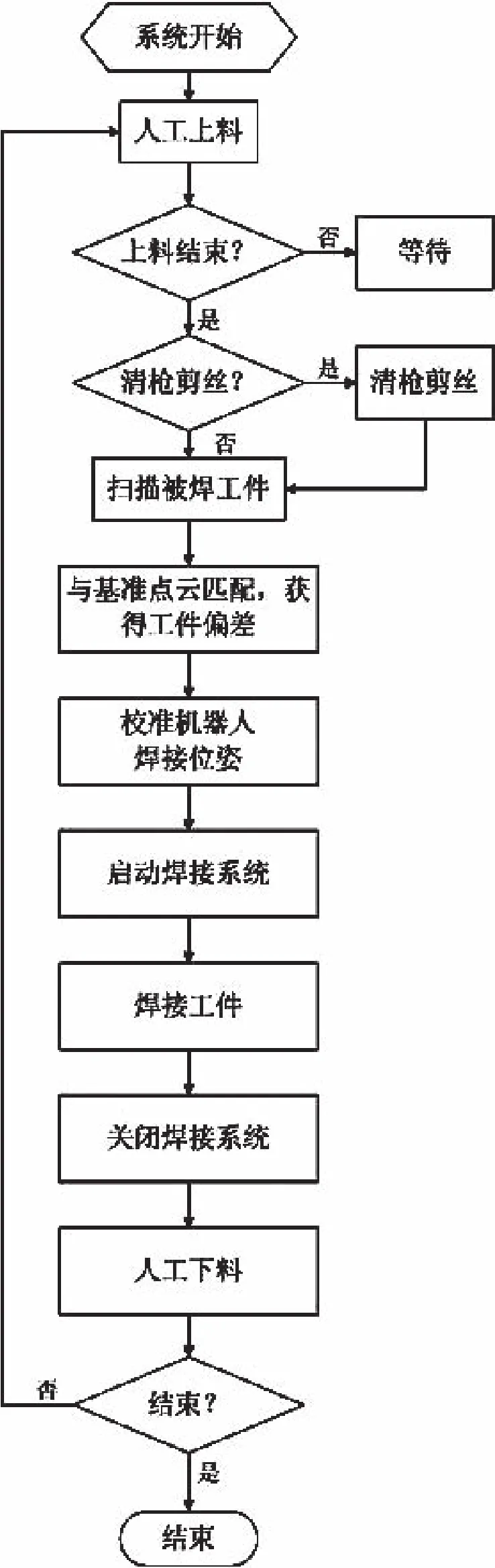
图4 系统的工作流程
3 被焊工件在线定位过程介绍
为了克服工件的装卡误差,采用机器人视觉系统在线自动实现工件的整体定位过程,获得工
件的位姿偏差,然后调整机器人位姿,保证焊接质量,下面详细结果视觉系统定位过程相关原理。
3.1 视觉系统测量原理介绍
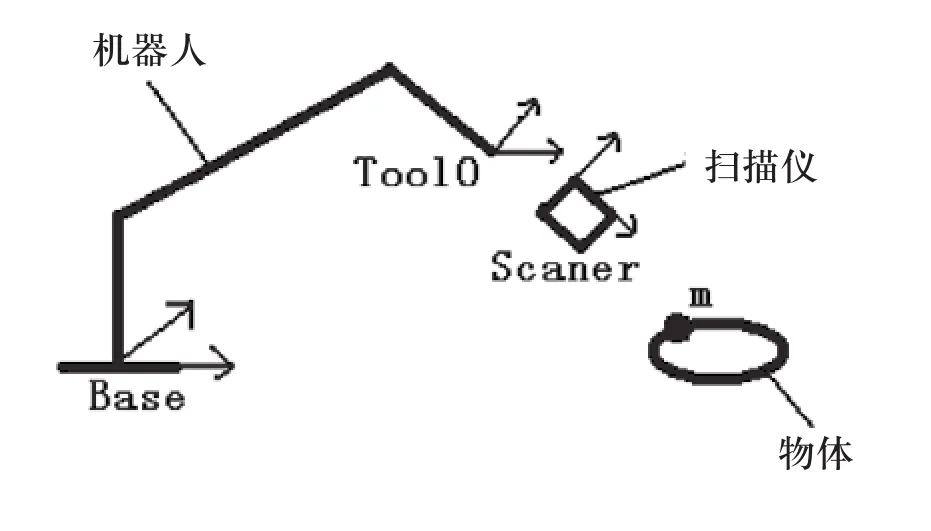
图5 视觉系统测量原理图
机器人视觉测量系统包括机器人、扫描仪及被扫描物体。此系统有几个重要的坐标系,如图5所示:
Base:机器人基坐标系,是整个系统的固定不变的参考坐标系
Tool0:法兰盘坐标系,是固定在机器人末端,随机器人运动而变化的坐标系
Scanner:扫描仪坐标系,是三维扫描仪固有的一个坐标系
其中Tool0与Base之间的转换矩阵通过机器人内部参数已知;Scanner与Tool0之间的转换矩阵通过标定也已知,这样空间中物体上的某一点m的空间坐标可通过下式得到:
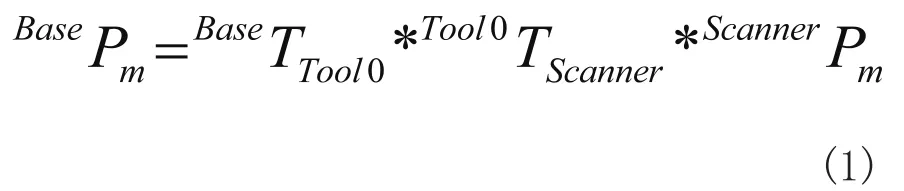
其中:BasePm为被扫描点在世界坐标下的坐标,BaseTTool0为机器人末端位姿,Tool0TScanner为三维扫描仪坐标系与Tool0的转换关系,ScannerPm为被扫描点在三维扫描仪坐标系下的坐标。
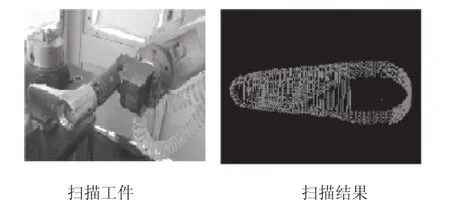
图6 机器人视觉扫描
通过机器人的运动,便可以获得空间中多个点的坐标,从而重构出物体的三维模型,一个工件的扫描结果如图6所示。
3.2 工件定位过程介绍
被焊工件的整体定位过程包括如下几个步骤:
1)通过机器人视觉扫描系统测量出工件主要特征的三维模型,物体扫描结果如图7所示。
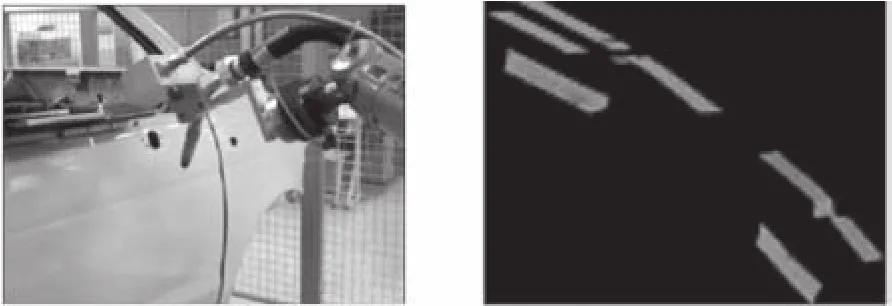
图7 视觉系统扫描过程及扫描结果
2)根据当前扫描结果与标准结果进行匹配[4],获得工件的位姿变化量,定位过程实例如图8所示。
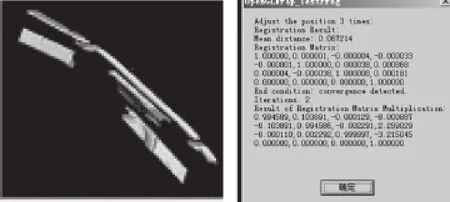
图8 定位过程及结果实例
3) 根据定位计算结果,调整机器人位姿,实现当次工件的焊接过程,如图9所示。
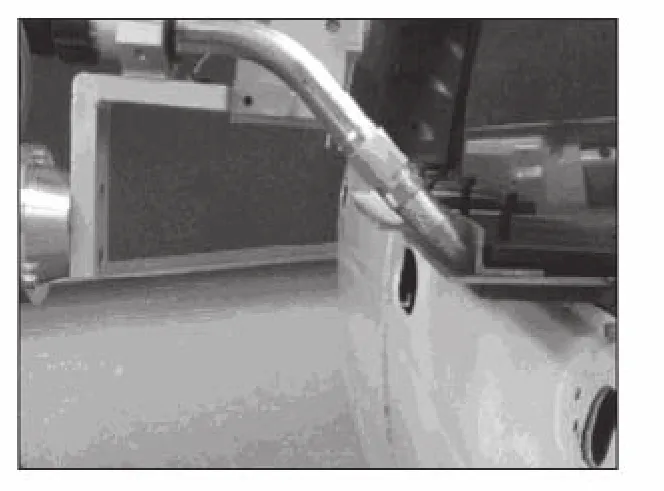
图9 焊接演示过程
4 结论
该方案的实施的效果如下:
1)为汽车焊接过程提出了一套自动化应用方案。
2)此系统的开发成功,将大大提高汽车焊接自动化程度。
3)提高了工作效率及产品质量。
4)为实际生产加工中工件装夹误差的消除与降低提供了实践方案。
[1] E.Cervera,F.Berry,P.Martinet.Is 3D useful in stereo visual control.2002 IEEE International Conference on Robotics &Automation.1630-1635.
[2] Patrick Rives and José Raul Azinheira.Linear Structuresnal Conference on Robotics & Automation.255-260.
[3] Xiao Xiao,Fang Yongchun and Tang Qing.A Single Camera 3D Localization Method Based on Geometry Information. Journal of Central South University,2005 36(1):450-455.
[4] 李必卿,蔡勇.一种改进的ICP算法在多视配准中的应用[J].机械工程师,2009(2):73-75.