S7-200 PLC在压滤机中的应用
2010-05-07徐韵霁
徐韵霁 杨 全
(1、杭州师范大学钱江学院计算机科学与技术专业,浙江 杭州 310000 2、浙江省机电设计研究院有限公司,浙江 杭州 310002)
0 引言
目前,国外研制的压滤机历史较久,种类较多,不同型号的压滤机有各自的结构和适用条件。随着粘、细粒悬浮液固液分离量的增加,选矿废水净化、固体物料的综合回收利用以及对选矿环境保护的要求越来越严格,压滤设备的研制及发展变得日益重要。采用PLC控制的压滤机具有性能稳定、人机界面友好、维护方便、效率高等特点。在压滤机上应用PLC进行自动化控制后能实现压滤压紧、进料、过滤、压榨、洗涤、拉板等工序的自动操作,可以通过计算机联网,实现远程操作,也可以通过触摸屏实现当地人机界面。大大减少人工成本和大大降低危险系数,能进行大负荷压滤,安全高效生产,使商家利益最大化。
1 方案设计
整个设计中要使用到的硬件有S7-200PLC和GP-2500触摸屏,首先要搭建硬件框架如下图,然后再进行分别配置。
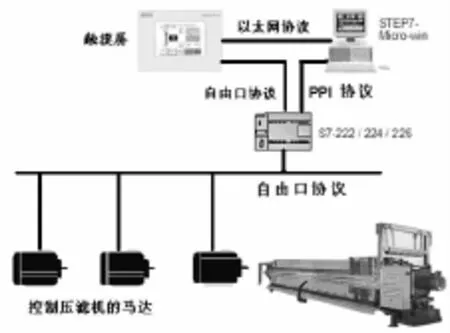
图1 总体框架搭建
2 硬件设计
2.1 可编程控制器的选择
S7-200系列的强大功能使其无论在独立运行中,或相连成网络皆能实现复杂控制功能。在压滤机上的应用不需要很多的模拟量,工程量也不大,所以我选用性价比较高的西门子S7-200PLC。
2.2 触摸屏的选择
我选择了普罗菲斯GP-2500触摸屏,GP-2500触摸屏的价格较之SIEMENS的触摸屏要偏宜许多。在触摸屏软件中分配模拟量的地址。由于现场是根据行程开光反馈经行顺序控制与本设计模拟演示时的条件不符,所以本设计中的顺序控制由距离控制。
3 总体软件方案
系统的控制主要分为两个模式:手动控制和自动控制。其中手动控制主要实现的是单独控制压紧,进料,回程,拉板的分布动作。系统默认的控制模式为手动控制,当切换为自动控制,系统跳过手动控制程序转而执行自动控制程序。
以下是主流程图:
3.1 基于S7-200PLC的编程
S7-200在程序的控制逻辑中不断循环,读取和写入数据。当您将程序下载至PLC并将PLC放置在RUN(运行)模式时,PLC的中央处理器(CPU)按下列顺序执行程序:S7-200读取输入状态;存储在S7-200中的程序使用这些输入评估(或执行)控制逻辑;当程序经过评估,S7-200将程序逻辑结果存储在称作进程图像输出寄存器的输出内存区中;在程序结束时,S7-200将数据从进程图像输出寄存器写入至域输出;重复任务循环。S7-200反复执行一系列任务。该循环执行任务被称作扫描循环。如图2所示,S7-200在扫描循环过程中执行大多数或全部下列任务:读取输入:S7-200将实际输入状态复制至进程图像输入寄存器;在程序中执行控制逻辑:S7-200执行程序的指令,并将数值存储在不同的内存区;处理所有通讯请求:S7-200执行点至点或网络通讯要求的所有任务;执行CPU自测试诊断程序:S7-200保证固件、程序内存和所有扩充模块均正常作业;向输出写入:存储在进程图像输出寄存器中的数值被写入实际输出。

图2 主程序流程图
3.2 基于触摸屏的组态与脚本编写
要在GP-2500触摸屏上建立组态与编程要用到它专门的人机界面编程软件ProPB3 C-Package。人机界面主题要显示3个界面:欢迎画面,操作画面和工艺流程画面。欢迎画面,要求:时间显示,突出主题,界面友好,其他画面的切换按钮。控制画面,要求:能通过触摸屏全盘控制压滤机工作,显示时间,能设置进料时间,能切换至欢迎画面和工艺流程画面,可以复位触摸屏以初始化程序。工艺流程画面,要求:能模拟、监控、控制压滤机现场工作状态,显示时间,能设置进料时间,能切换至欢迎画面和工艺流程画面,可以复位触摸屏以初始化程序。
4 通信模块搭建
将计算机(PC)、触摸屏P(GP)、可编程控制器(PLC)、压滤机联系起来。PC与PLC之间用RS-232串口连接通信,PC与GP之间用网线连接并通信,GP与PLC之间用PLC连接电缆连接进行通信。把编程电缆插到每个PLC,对每个PLC设置指定的地址和设置统一的波特率。搜索到PLC地址后,设置好当前PLC地址。然后修改系统块中的PL端口,按照预设的地址进行修改。最后下载系统块,把PLC相应端口设置为预设的地址。
4.1 PLC与PC的通信
PLC与PC的通信采用了PPI协议与Modbu协议。PPI协议是西门子内部协议,不公开。PPI协议是专门为S7-200开发的通信协议。S7-200 CP的通信口支持PPI通信协议,S7-200的一些通信模块也支持PPI协议。Modbus协议是标准协议,公开。ModBus可以应用在支持ModBus协议的PL和PLC之间,PLC和个人计算机之间,计算机和计算机之间,远程PLC和计算机之间以及远程计算机之间。
4.2 触摸屏与PC的通信
触摸屏与PC的通信采用了以太网协议,该协议是西门子内部协议,不公开。通过以太网扩展模块或互联网扩展模块,S7-200将能支持TCP/IP以太网通讯。
4.3 触摸屏与PLC的通信
触摸屏与PLC的通信通过触摸屏串行口进行通信。在触摸屏中配置与PLC通讯有关的设置一下串行口设置必须与PLC相匹配。在触摸屏操作界面主要有以下选项需要设置:通讯速率(com munication rate)数据长度(data length)停止位(stop bit)控制(control)通讯格式(communica tion)
5 总结
本设计方案达到了任务书的要求,完成了下列研究工作:a.方案设计:对压滤机的工艺进行了详细分析并确定了控制方案,采用了S7-200PL和触摸屏为压滤机的控制监控系统。b.硬件设计分析压滤设备的工艺要求,搭建了控制系统的总体硬件组成结构,完成了S7-200PLC和触摸屏的地址分配。c.软件编制:设计了压滤机手动/自动控制流程框图。采用STEP7编写了压滤机的手动、自动控制程序,包括压滤机压紧、进料、回程、拉板等子程序。在触摸屏软件中搭建了组态,编写了动态D脚本;d.实现通讯调试:建立了PC、PLC和触摸屏之间的通讯联系,将编写好的程序下载到PL和触摸屏中,对PLC与触摸屏进行了联机调试,实现了PLC和触摸屏同步监控压滤机运行的模拟画面。通过调试、试运行表明:采用PLC和触摸屏实现压滤机的控制,提高了压滤机的工作效率,还可以使用触摸屏实现对压虑机的远程控制,大大减少人工成本和大大降低危险系数,能进行大负荷压滤,安全高效生产。
[1]廖常出.PLC编程及应用[M].北京机械工业出版社,2007:85-120,121-181.
[2]李长久.PLC原理及应用[M].北京机械工业出版社,2006:102-105.
[3]宣练中.可编程序控制器及其应用[M].北京机械工业出版社,1993:62-97.
[4]陈湘辉,任晓珠.S7-200 PLC在板框压滤机上的应用[J].可编程控制器与工厂自动化杂志,2008.