浅谈长钢富庶公司锰铁高炉电气自动化系统
2010-05-02赵东辉
王 迪,赵东辉
(首钢长治钢铁有限公司设计规划院,山西 长治 046031)
1 控制系统设计思想及操作方式
长钢富庶公司锰铁高炉电气自动化系统是结合本公司多年来对炼铁自动化的施工经验,本着既安全、可靠、经济又先进、实用的设计原则,采用集中管理、分散控制的设计思想。取消了传统的操作台箱,用两台研华工业控制计算机结合一套SIEMENS S7-315PLC系统进行控制。现场所有数字量信号均通过AC220模块进入到PLC系统,所有仪表信号均通过模拟量模块接入到PLC系统(取消了所有二次显示仪表),用上位机完成现场设备的操作与动态反馈。正常情况下,本系统通过PLC在上位机上实现了自动控制;设备调试和维护时,可通过PLC在计算机上实现半自动手动连锁控制;紧急情况下通过PLC在计算机上实施紧急手动操作。这几种操作方式通过计算机上的授权密码进行切换。
2 系统组成及功能简介
本高炉自动化控制系统完全采用SIEMENS自动化平台,实现全部工艺设备自动控制。系统在矿槽操作室和炉长值班室各设1操作站和PLC柜,各操作站和PLC柜之间通过工业现场总线Profibus-DP连接,分布式ET-200远程从站安装在PLC柜内。系统配置见图1。
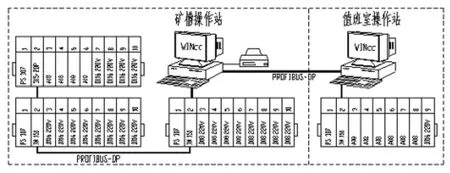
图1 自动化系统配置图
2.1 系统功能
系统由以下控制单元组成:工业控制计算机、打印机、CPU模板、电源模板、接口模板、开关量输入输出模板、模拟量输入模板、STEP7组态编程软件和SIEMENS440变频器、称重传感器、传统控制柜等。
两个操作站,只要拥有工程师密码,都可作为工程师站修改程序,但平时主要作为操作员站使用。用Wincc画面组态监控软件的操作员站作为整个系统的人机操作界,通过PC工业计算机实现系统自动控制的生产流程动态画面显示、本站操作控制、相关站远程遥控、参数设定等功能,并具有历史信息归档、工况报警、实时趋势、历史趋势、打印报表等功能。具体系统功能如下:
(1)显示各种现场设备状态和各种工艺参数,对配料制度进行参数修改及对各种不同的矿种进行称重重量和矿种的设定。可在不同时候修改料单输入,满足各种不同的配料制度要求。
(2)完成自动零点变料制和料批小循环功能。
(3)画面显示功能:①监视画面。主要显示上料时的各种实时数据和现场设备状态。例如:矿石称量值、焦炭称量值、运矿皮带状态、运焦皮带状态、振动给料机状态、称量斗状态、大小钟状态、均压阀和放散阀状态等;显示批次及车资、料车位置、探尺位置;显示各种报警信号,例如:缺料报警、超料报警、存料报警、电子称报警、皮带报警、闸门报警、料车报警等,以便能指导操作人员顺利操作。②设定值画面。完成料单设定功能,同时可进行料批间自由组合,小料批配料功能;可完成零点自动变料操作及手动/自动切换功能,并将料单传送至PLC进行备料、上料操作。③单设定画面。完成多种矿及焦炭加入量的设定,并显示目前10个料仓中所装的矿种。设定值为每车所装料种重量,操作人员根据现有料单结合料仓中实际矿种输入每种料设定值,并将数据传递到PLC中。④种设定画面。完成各种矿与10个料仓的对应关系。操作人员输入每种矿种代码,自动转换为实际矿种并显示出来。⑤报警画面。显示处于报警状态的控制点。
2.2 控制功能
矿槽操作室PLC柜由1台SIMATIC S7-315PLC主站下挂2个ET-200M远控站组成。主要完成控制功能如下:
2.2.1 称量自动补偿部分
高炉装料采用电子称称量,并采用了称量自动补偿环节,使装入料称量的准确度大大提高对高炉顺性,降低焦比大有好处。
2.2.2 槽下装料部分
根据装料程序该部分把装入高炉的各种原料分别进行过筛送进称量斗称量。当达到予满点时停止送料,发满点信号。启动称斗下部输送皮带,开称斗门。把称好的原料运送到地漏斗内。待料车仃好在该地坑漏斗下部,开地坑漏斗门把料漏进装料车装入高炉。槽下自动化控制设备多,动作频繁输送料种多。所以每个设备手动操作(鼠标)要加联锁并可设置事故开关。
2.2.3 装料程序控制部分
该系统设置装料指挥程序和清单打印显示程序。具有设置周期程序和批料程序,计时功能。并编制了定时打印,随机打印清单,槽下称量补偿清单及料单变更清单,来完整的记录和显示高炉自动装料的各种情况和有关数据,给生产管理部门提供所用资料。
2.2.4 主卷控制部分
用PLC控制MM440变频器实现包括主卷扬逻辑控制和主卷扬电机控制两部分。
由主卷料车运行程序和主卷电机保护程序组成。具有控制主卷料车的启停,运行及保护主卷电机功能。
车准备上行:料车到达底部后,经过倒料延时,方可动车。程序选出装料种类后,开地坑漏斗门,漏斗由满点到空点,即发出料车上行准备信号。
车启动(上行):地坑漏斗闸门关好,且钟阀工作正常后,方可发出料车启动信号。
非程序空走时,不需要检查钟、阀系统,只要料坑漏斗闸门关好,即可启动料车。
程序控制上行及减速,使料车按规定速度曲线图运行。
手动控制上行运行时,料车速度曲线也起作用。
主卷扬电机保护程序具有下列功能:电机零压保护;电机抱闸系统故障保护;电机过电流保护;料车超极限保护;料车钢绳松驰保护。
上述故障若发生,保护系统将切断主卷扬电机电路线路接触器并报警。
2.2.5 炉顶大小钟和布料控制部分
(1)布料器:工作分自动手动二种制度,自动制即为正常联机工作制度,可自动的实现定角度布料工作。即把每车料或每批料旋转到选定的步长角度装入高炉内。把布料方式输入PLC,在满足布料器旋转条件时,布料器开始旋转,当旋转的步长角度等于PLC存入的布料角度时,布料器停止旋转,布料完毕。手动制只用手动开关(鼠标)就可以把布料器旋转到需要的角度。
(2)大料钟、小料钟:根据工艺要求自动开关料钟,把原料装入高炉,PLC记入装炉量。开关料钟除与均压阀联锁外还与主卷、布料、探尺、批料程序有着密切关系。手动开大、小钟需加联锁控制。
2.2.6 探尺部分
它的逻辑控制有自动和手动,自动工作制有点测、连测,一般都是采用连测方式。在大钟开启关闭后,探尺放下至料面,随料面下降而下降,把料线的深度送PLC寄存和显示,发出料线和亏料信号。
炉长值班室PLC柜由1个ET-200M远控站组成。主要采集高炉本体各种压力、流量和温度数据,并对高炉炉顶压力进行自动控制,主要数据有高炉炉顶温度、炉顶压力、炉身冷却壁温度、炉缸温度、炉基温度、炉衬温度、炉身静压力、冷却壁进水温度及温差、冷却壁给水压力和流量、炉底给水压力和流量。除此之外,PLC系统还会根据采集的数据进行高炉全差压计算、高炉透气性指数等重要参数计算。
3 结束语
综上所诉,采用计算机控制后可节省操作人员多名,加料卷扬可不再设立定员,可由其他工种代为对加料卷扬设备进行巡视。同时因计算机的可靠性非常高,对维修人员的数量要求也相对少一些。
