南水北调江都四站水泵设备监造的实践与探讨
2010-04-28朱承明刘媛媛
朱承明 万 泉 刘媛媛
(江苏省江都水利工程管理处 225200)
1 工程概况
江都水利枢纽工程位于江苏省江都市境内的淮河入江水道尾闾与新通扬运河的交汇处,该工程由4座大型电力抽水站、12座大中型水闸以及其他配套设施组成,于1961年兴建,1977年全部建成,具有灌溉、排涝、泄洪、通航、发电、过鱼、改善生态环境等综合功能。4座抽水站总装机容量53000kW,设计流量400m3/s。它既是江苏省江水北调工程的龙头,也是国家南水北调东线工程的源头。江都站改造工程于2005年12月开工建设。
江都四站更新改造工程是江都站改造工程的重点。本次改造更换全部7台水泵,型号为2900ZLQ30—7.8立式全调节轴流泵,单机设计流量30.0m3/s,水泵叶片直径2900mm,设计扬程7.8m,转速150.0r/min,电机选用同步电机,容量3400kW。肘形流道进水,虹吸流道出水,进、出水流道不改造。叶片调节采用液压全调节。江都四站水泵总装配图见右图。
2 监造目标和内容
监造工作主要依据《水利工程设备监理的规定》、《南水北调水泵采购、监造、安装、验收的指导意见》、《泵站安装及验收规范》(SL317—2004)和招标文件等国家有关法律、法规、规章,对水泵制造过程进行监督并对产品质量进行签证。
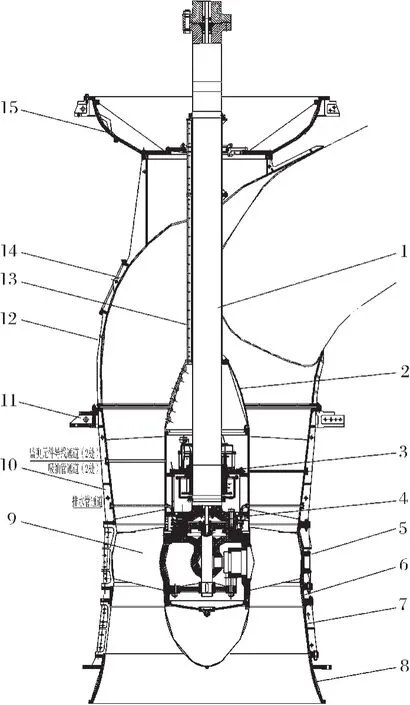
江都四站2900ZLQ30—7.8立式全调节轴流泵总装图
监造工作内容:依据监造合同要求和有关技术标准,编写《江都四站更新改造工程水泵及其附属设备监造大纲》、《江都四站更新改造工程水泵及其附属设备监造实施细则》;参加水泵采购招标文件审查;进驻制造单位监造;监督制造设计是否符合合同要求;审查原型水泵图纸与模型水泵图纸的几何相似;审查工艺设计能否达到合同要求;检查计量器具是否达到“二级计量单位”的指标;监督制造单位质量保证体系的正常运转;检查协作单位的资质及加工能力;检查制造单位的生产计划和检验验证计划执行情况;检查特殊工种的上岗资格;进行各项程序性、文件性监督检查;对产品加工制造的全过程进行质量监督控制;对主要材料检验和关键工艺进行跟踪检查;对关键部件的加工精度和装配精度进行旁站检查;对关键工序进行检查签证后方可进入下道工序;签发合格产品支付凭证等。
3 监造工作的开展
自招标文件编制审查开始,江都四站水泵设备监造工作正式展开。根据有关会议精神,江都四站水泵设备模型装置性能试验采用轴流泵TJ04—ZL—02、TJ05—ZL—01以及混流泵211—80三个模型装置进行同台对比试验。优化比选后确定TJ04—ZL—02模型为江都四站最优方案,并于2008年3月通过水泵模型装置验收。水泵模型通过验收后,制造厂即开始原型水泵图纸的设计,原型水泵的设计要确保与模型水泵的几何相似,2008年6月水泵设计图纸通过审查验收。之后,水泵设备进入制造阶段。
针对江都四站水泵设备的特点,监造工作的重点是:ⓐ加强水泵原材料的检验,检验厂方提供的原材料检测报告的同时,要求厂方对水泵关键部件原材料提供随炉试棒或试块,由监造单位委托第三方独立监测机构进行检测,并出具检测报告;ⓑ做好水泵关键部件的监造和验收,如水泵叶轮、水导轴承及其密封、泵轴和叶片调节装置等。现将江都四站水泵主要监造内容及方法作如下介绍。
3.1 叶轮监造内容及方法
叶轮是水泵设备的核心部件,主要包括叶片、轮毂体和叶片操作机构,其中叶片又是叶轮的关键部件。叶片材质、加工精度和装配工艺对水泵的性能及稳定运行起到决定性作用。监造人员委托扬州市产品质量监督检验所对江都四站叶片、轮毂体、转轮室不锈钢材质进行独立检测,各项化学成分及力学性能检验结果合格,符合规范要求。
3.1.1 叶片
江都四站叶片严格按模型叶片比例放大,采用五轴联动数控机床加工。叶片外观检查光洁、无裂纹、夹砂、气孔、缩孔、粘砂等铸造缺陷。超声波探伤检查无缺陷波。有关文件对叶片的型线检测方式和检测标准提出了具体要求。为此,我们使用CLJG—2500单臂三维极坐标测量机对叶片型线进行检查。经检查,江都四站叶片型面误差在±0.5mm以内,优于标准±2mm的误差要求。叶片厚度的测量使用游标卡尺垂直测量叶片外圆最大处,误差在±0.5mm以内,优于标准±3mm或±5%的误差要求。
CLJG系列极柱坐标测量机主要用于大中型回转及螺旋面体的形位公差的检测,相对于模板检法检测叶片型线的方法,其检测精度更高,操作更方便,建议水泵监造中对叶片型线验收应首选该检测设备和方法,该设备技术指标见表1。

表1 CLJG—2500单臂三维极坐标测量机主要技术指标 单位:mm
3.1.2 静平衡试验
叶轮加工完成后应进行静平衡试验,该试验必须在监造人员的见证下完成。江都四站叶轮采用卧式静平衡试验方法。试验前,将平衡架两导轨调整为水平且互相平行,然后将需要平衡的叶轮放在导轨上让其轻轻地自由滚动,如果转子上有偏心重量存在,其重心必偏离转子的旋转轴线,在重力的作用下,待转子停止滚动时,其重心必在轴心的正下方,这时在轴心的正上方任意径向处加一平衡重量(一般用橡皮泥),反复试验,加减平衡重量,直至转子能在任何位置保持静止为止。最后根据橡皮泥的重量和位置,在合适的位置上增加或减少相应的平衡重量,使转子达到平衡。
该试验中,监造人员应注意检查静平衡装置的灵敏性。检查方法是:在达到静平衡的叶轮任一叶片外圆上悬挂重物,看叶轮是否转动,以悬挂物体重量大小检验平衡架的灵敏性。重物越小,平衡架的灵敏性越高,静平衡试验准确性越高。监造中还要重点检查叶片称重分组记录,江都四站叶轮叶片数量为4片,要求同组叶片重量差不超过平均重量的±1.5%,根据这一要求选配叶片,提高了叶轮装配精度和静平衡试验的效果。
3.1.3 叶轮油压试验
轮毂体是水泵重要的水力元件,接力器油缸含于其中。内接力器做5MPa(1.25倍额定工作压力)油压试验,保压30min,确保油缸体无有害变形、渗漏、冒汗等现象。对油缸下腔做4MPa油压试验,保压30min,确保活塞及活塞密封圈无渗漏、冒汗现象。以上油压试验必须按设计要求的压力值和时间进行。
油压试验中,监造人员发现有多只叶片因“λ”密封橡皮装配问题,导致油压试验不过关。因此在装配叶片“λ”密封橡皮时一定要平顺、均匀,否则会因橡皮受力不均,导致叶片密封漏油。试验过程中应注意检查叶片调节是否灵活,有无卡阻现象,在最大、最小角度应有限位。如叶片调节困难或有窜动,说明操作机构、叶片装配及根部间隙等有问题,应进行检查消除。监造中我们发现有2只叶轮调节中有轻微窜动现象,检查发现存在个别叶片根部间隙偏小的问题,后对叶片根部打磨处理,解决了这一问题。
3.1.4 叶片角差检查
叶轮装配后应测量断面进出水边高度差并打好刻度线(测量叶片角差)。测量时,将叶轮正向搁置在水平的平台上,用高度尺测量断面上部和下部的高度值,并计算差值。设计要求每只叶片的角差误不超过设计值的±1.5mm,如超标应调整消除,方法是在叶片操作架上加垫片。监造人员一定要保证叶片角差符合设计要求,否则水泵运行中会因叶片角度不同步产生振动。
3.1.5 各部间隙检查
叶轮装配后各间隙的检查验收也是监造的重点。
a.叶轮间隙,即叶轮与转轮室之间的单边间隙。将叶片角度调至0°,用塞尺测量每只叶片进口、中部、出口与转轮室的间隙并求平均值。叶轮间隙过大,泄漏量过大,水泵效率降低;过小则容易发生汽蚀甚至叶片碰壳。叶轮间隙调整合格后应记录转轮室垫块的高度,作为安装高程计算的基本数据。
b.叶片根部间隙,即叶片角度调至+4°与轮毂外表面的间隙。叶片根部间隙过大使水泵运行效率降低,同时运行中也容易堵塞杂物,影响水泵安全运行;根部间隙过小,会使叶片调节力增大,叶片调节困难。所以监造中必须加强各间隙的测量和调整。
3.2 水导轴承监造内容及方法
水导轴承安装在导叶体毂内密封无水的环境中(由护轴套管、导叶体毂、导轴承下端的机械密封构成)。多年的运行实践表明:巴氏合金稀油润滑导轴承具有瓦面质地软、承载力高、耐磨性好、基本无老化现象、寿命长等特点。因此,改造后江都四站水泵仍采用巴氏合金稀油润滑导轴承。水导轴承及其密封的监造重点是:轴瓦材质的化学成分和机械性能是否符合规范要求,水导轴承的加工及装配质量是否符合设计要求,机械密封的加工及装配质量是否符合设计要求。
3.2.1 水导轴承检查
轴承材质量的好坏直接影响水导轴承的使用寿命,为加强对水导轴承质量的监督,监造过程中我们将巴氏合金试块委托扬州市产品质量监督检验所进行检测。水导轴承的加工及装配质量验收,我们主要是对轴承外观及加工尺寸进行检查,重点是轴承间隙的检验,方法是”压铅法”。将细保险丝平放在泵轴承档上、中、下部,装上导轴承并紧固连接螺栓,解体后用外径千分尺测量保险丝的厚度即导轴承间隙。监造人员应控制间隙在设计范围内,不宜过大。
3.2.2 机械密封检查
机械密封由动环和静环机械组成,动环装于轮毂体上端面上,与水泵同步运转;静环机械安装在导叶体轮毂下端,处于浮动状态但不旋转;用弹簧力保证动、静环密封面紧密接触并实现密封磨损后的自动补偿。安装机械密封用的全部螺栓、螺钉、螺母均用不锈钢材质。监造中重点检查动环的厚度及硬度。只有动环厚度和硬度满足要求,机械密封才能保证长期运行的密封效果。
3.3 泵轴监造内容及方法
江都四站水泵泵轴采用优质35号中碳结构钢整体锻造。主轴轴承档堆焊3Cr13不锈钢,与镶焊不锈钢套比较,表面硬度高(不低于HRC48),提高了耐磨性,延长了使用寿命。
泵轴粗加工后进行超声波探伤,符合标准要求。泵轴材质试棒委托独立检测机构检验,结果合格。监造过程使用外径尺对轴承档堆焊不锈钢前、后的直径进行检测,确保堆焊不锈钢厚度符合设计要求。使用HLN—11系列里氏硬度计对江都四站水泵轴承档堆焊不锈钢硬度进行检测,平均值为49~52HRC,符合设计要求。
泵轴端面跳动误差,直接影响水泵安装时的摆度值。监造中应检查泵轴的端面跳动是否符合设计要求。方法是把千分表装在表座上,表座吸在床身或其他固定的基准上,把表头压在泵轴端面的法兰盘上,均分8个点,低速转动泵轴,记录最大值和最小值,差值就是跳动误差。江都四站泵轴端面跳动抽检情况见表2。
监造中也要用钢卷尺、深度尺、卡尺等量具检查泵轴长度、电机端法兰面止口深度、内径等各部加工尺寸,并用样板对电机端法兰内止口倒角进行检验,所有检测数据符合设计要求。
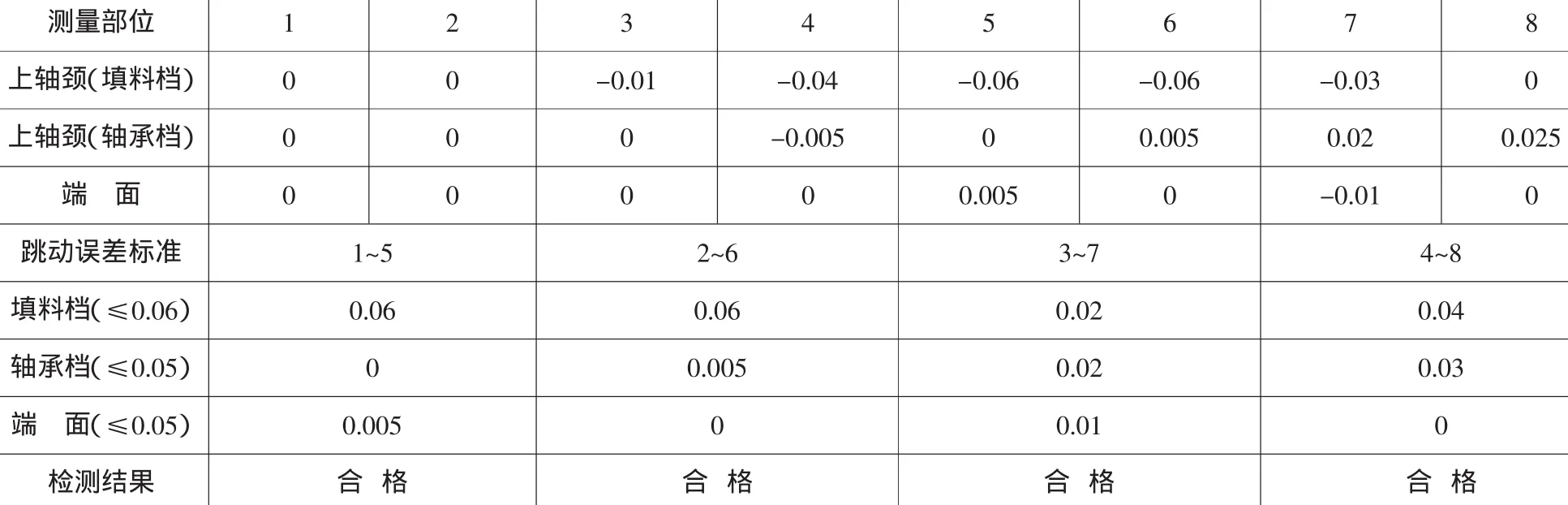
表2 江都四站5号泵轴端面跳动抽检表 单位:mm
3.4 导叶体监造内容及方法
导叶体为水泵重要过流部件和受力部件,采用铸焊结构。监造中应重点检查材质化学成分或力学性能检验报告,确保导叶体有足够的钢度和强度。导叶体毂内装水导轴承,为防止机械密封失效引起机组故障,确保油润滑导轴承在无水环境下工作,在导叶体内配置7根排水管,铸造在导叶片内引出泵体外。当机械密封有少量漏水进入导叶体轮毂腔内时,可通过排水管排出。
导叶片与导叶片组装焊接时应按木模图要求,定位于导叶体壳体与内毂之间,保证进、出水边安放角度,保证各叶片同向均布。导叶片加工质量对水力性能有一定影响,监造中应检查其过流面光滑顺畅,并可加工样模对其型面进行验收。导叶体加工后对内腔进行水压试验,压力为0.2 MPa、2h,因导叶片内焊有多根排水及信号管,监造中注意检查管口两端焊接质量,应无渗漏,如发现有细小渗漏应及时补焊。水压试验后应对管口及法兰内壁进行打磨处理,确保管内光滑畅通。
江都四站首批三只导叶体水压试验均出现问题,主要原因就是导叶片内铸造的排水管道法兰口焊接质量有问题,导致水压试验渗漏,后经反复焊接修补才通过验收。建议制造厂应重视导叶片内铸造管道的焊接质量和工艺。
3.5 转轮室监造内容及方法
转轮室按招标文件要求采用ZG270—500铸造,轴向剖分结构,两半件之间螺栓坚固,定位销定位。转轮室内球面镶焊不锈钢抗汽蚀层,镶焊比堆焊更容易保证转轮室不锈钢的厚度要求。
监造中注意检查转轮室铸件无气孔、夹砂、缩松、裂纹等铸造缺陷,应保证两次退火处理,消除铸造应力及焊接应力。转轮室球面直径公差范围为0~1.0mm,现场测量各转轮室直径误差在设计范围内,符合设计要求。转轮室镶焊过程中,我们提出了转轮室焊接孔距小于100mm的要求,同时现场同步检查转轮室镶焊不锈钢板的密实性,有问题立即返工,确保转轮室镶焊不锈钢质量。转轮室加工完毕后进行0.2MPa,15min的水压试验,不得有渗漏、冒汗现象。
4 结语
截至2010年2月,江都四站7台水泵设备均已安装调试结束,投入试运行。目前,设备运行工况稳定,振动、噪声等各项技术指标均满足设计要求。江都四站水泵设备的监造工作凝聚了参建各方智慧和汗水,特别是加强水泵设备制造过程中的质量监督与控制,减少了出厂设备的缺陷率,提高了出厂设备的制造质量,为水泵设备的安装与运行带来了极大的便利。■
