脱毒马铃薯组培工厂化育苗成本核算
2010-04-16宿飞飞吕典秋邱彩玲王绍鹏刘尚武高云飞
宿飞飞,吕典秋,邱彩玲,李 勇,王绍鹏,刘尚武,高云飞
(黑龙江省农科院植物脱毒苗木研究所,黑龙江省马铃薯工程技术研究中心,黑龙江 哈尔滨 150086)
近年来,植物组织培养快速繁殖技术在世界农业上一些领域的开拓利用收到了巨大的社会效果和经济效益,引起人们的普遍重视。组培快繁技术具有许多优点,如所用材料经济,繁殖系数高,实现快速、规模生产,因此组织培养工厂化育苗已形成一种新的产业[1]。在一些花卉、苗木组培育苗工厂中已有许多工厂的年产量达到200万株苗的能力。然而,对脱毒马铃薯瓶苗组培工厂化育苗的成本核算及经济效益分析至今仍未见有较详尽的报道。本文结合黑龙江省农科院植物脱毒苗木研究所几年来的生产实践,参考不同成本核算方法[2-4],对马铃薯试管苗成本进行了经济核算分析,以进一步提高马铃薯工厂化育苗的生产、经营和管理水平,使之取得更大的经济效益。
1 100万株组培苗的产量推算
在核算每株瓶苗的生产成本前,需要统计生产100万株试管苗所需的继代苗和培养瓶数,其基础又以各项技术指标,如苗的增殖率、污染率、每瓶放置材料多少、继代代数等指标为依据。若从建立无菌繁殖材料4个芽开始,以植物组培苗的通常增殖率3倍,30 d为一个周期、污染率5%为基础进行推算,需增殖培养12次,增殖组培苗才能达到100万株(表1)。

表1 年产100万株马铃薯组培苗所需增殖代数及瓶数Table 1 The numbers of generation and bottle which were needed to produce one million potato plantlets per year
按增殖培养每瓶20株计:
周期增殖数=每次增殖培养接种数×(1-5%)×3
从表1可知,年生产1 087 121万株马铃薯试管苗的过程中,需继代繁殖12次,共需转接继代培养基瓶数83738瓶。
2 马铃薯试管苗成本核算
2.1 培养基配制阶段成本分析
2.1.1 培养基成本
配制MS培养基100 L所需药品成本:药品费约为16.87元,白糖费用15元,琼脂粉费用72元,共计104元(表2)。按每升30瓶分装,则培养基费用约为1.03元,平均每瓶需要药品费0.03433元。生产100万株植物组培苗,总共需用培养基83 738瓶,则需药品费2 902.92元。
2.1.2 培养基配制成本
生产中配制培养基用1.5 kW电饭锅,一次溶解12 L培养基2 h,按每升分装30瓶计,由此可推配制培养基的成本每瓶0.008元;使用的高压灭菌锅功率为15 kW,每台次可消毒培养基360瓶(12 L培养基),平均需2 h,按1度电价格为1元(按工业用电电费标准),培养基灭菌用电每瓶0.083元;工人工资每天25元,按每人每天配制和分装25 L培养基,每天一个工人平均洗瓶500个,由此配制和洗瓶的人工费每瓶是0.033元。以上各项合计,培养基的配制成本每瓶是0.174元(表3)。
在配制阶段,配制培养基成本每瓶为0.20833元(药品成本和配制成本),按年产100万株组培苗计算,共接种83 738瓶,则配制培养基所需的总成本为17 445.14元。
2.2 接种和培养阶段成本分析
2.2.1 试管苗接种成本
接种用工:接种组培苗平均日工作量250瓶,每人日工资按25元计算,1瓶苗所需的接种人工费为0.10元。
接种用电:超净工作台功率为0.8 kW,每小时用电0.8 kW,每小时接种瓶苗平均在20~30瓶。按接种30瓶计算(相当于1 L培养基),1 L培养基接种用电0.8 kWh,需支付电费0.8元。因此,每瓶组培苗接种用电0.027元。
在接种阶段,试管苗的接种成本每瓶为0.127元(表4)。按年产100万株组培苗计算,共接种83 738瓶,则接种所需的总成本为10 606.80元。
2.2.2 试管苗培养成本
培养用电:由于光照成本与培养基成本一样,每1次继代培养,不仅换新鲜培养基,而且也随新培养基进行光照。因此,每瓶试管苗照明成本只计算1个继代周期即可(30 d)。每个培养架5层,每
层设40 W日光灯管2支,每个培养架共10根灯管,功率为每个培养架400 W,每天光照12 h,每个培养架放培养物500瓶,每次继代周期为30 d,因此每瓶耗电费为0.288元。

表2 配制100 L培养基所需的药品成本计算(以MS基本培养基为例)Table 2 The cost of reagents in preparation of 100 L medium(in MS basic medium as an example)
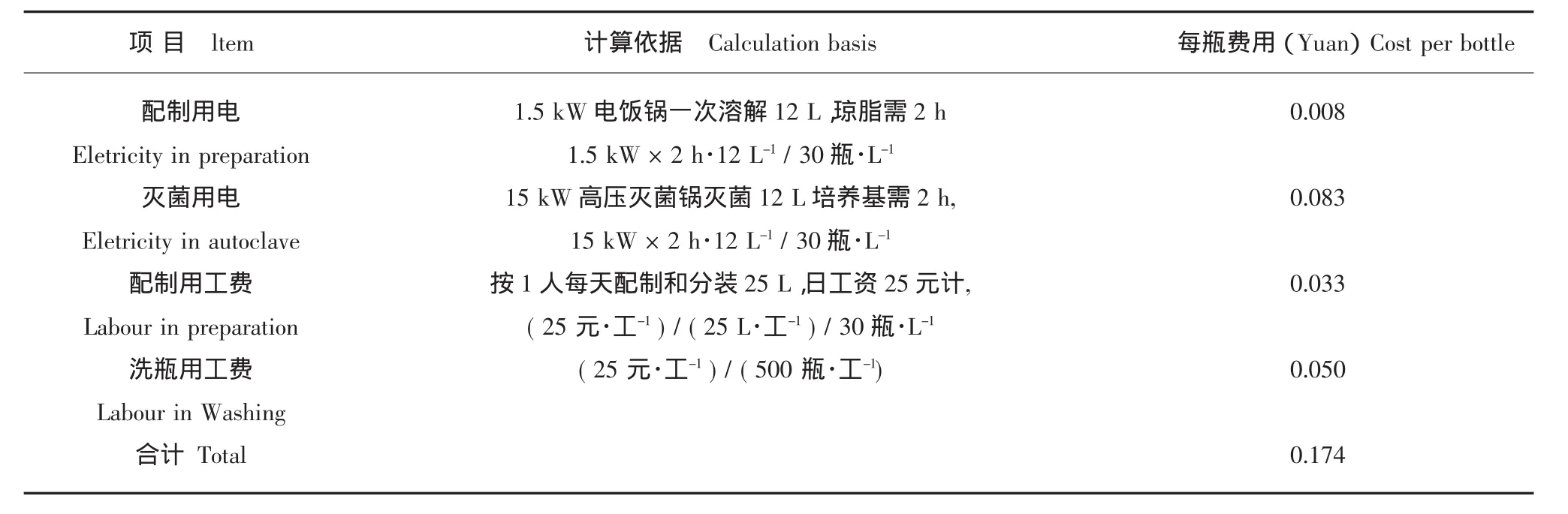
表3 配制培养基的成本计算Table 3 The cost of the medium preparation
培养室空调降温用电:每台空调每小时用电1.5 kWh,每天工作12 h,共5台空调,每年需降温150 d,每年空调降温用电耗费为每瓶0.162元。
综上所述,在培养试管苗阶段,每瓶消耗成本0.45元(表4)。按年产100万株组培苗计算,培养的电费是24 116.54元,空调费用13 500元。由此推出试管苗的培养所需总成本为37 616.54元。
2.3 洗涤费
经估算,年产100万株瓶苗其培养基用水量约为3 t,培养瓶洗涤用水量约70 t,室内清洁及其它用水约30 t,合计为103 t,按每吨水2.2元计,共227元。
2.4 脱毒苗检测费
根据我单位生产的实际情况,平均每茬(春茬和秋茬)5个品种,每茬在扩繁前和扩繁后都必须检测一次病毒(PVX、PVY、PVS和PLRV)和类病毒,共检测100个试管苗样品,每个样品检测费用为275元,共27 500元。
2.5 固定资产折旧费
作为年产100万株苗的组培车间,需要投资一定规模的基础设施,而且它们的使用寿命是有限的。因此,我们在成本核算过程中也需要将固定资产折旧因素考虑进去,以便作更详细的成本分析。各种设备具有不同使用寿命,需要进行不同折旧处理(表5)。统计结果表明,整个室内仪器设备年折旧费为15 670元。

表4 试管苗接种及培养成本计算Table 4 The cost of inoculated and cultured plantlets

表5 马铃薯组培苗生产仪器设备折旧费用Table 5 Depreciation expense of equipment in potato tissue culture
2.6 低值易耗品损耗费用
低值易耗品的损耗,如称量用玻璃器皿、玻璃瓶和组培用的灯管。玻璃器皿年损耗约计500元。另外,年产100万株组培苗需83 738个玻璃瓶维持周年生产,培养瓶以5%的年损耗计,每个瓶0.40元,则此项年损耗为1 674元;培养室专用的灯管500支,以20%的年损耗计,每个灯管的价格40元,则损耗费用4 000元。医用酒精和燃烧酒精年费用约为1 200元,洗涤用品、脱脂棉和眼科剪子等组培用品费用3 000元。因此,在整个生产过程中易耗品费用为1 0374元(表6)。
2.7 管理人员用工费用
作为工厂化生产的组培车间,需要安排一些基层管理人员进行生产管理与协调。根据年生产100万株的规模,需要2名管理人员,每人月工资1 000元,则此项开支合计为24 000元。另外,需要一位具有组织培养生产经验的高科技技术人员,对生产中出现的问题给予技术指导,每年指导费为 20 000元。因此管理人员每年费用共计44 000元。

表6 生产100万株组培苗流程项目的费用Table 6 The cost of producing one million plantlets in vitro
3 生产成本核算及销售利润分析
以上核算结果表明,在瓶苗污染率5%的情况下,工厂化年生产100万株植物组培苗所需费用163 560.75元,平均每株瓶苗生产成本约0.16元。在试管苗的整个生产过程中,用工和用电占很大比例,所以我们应尽量节约人工和电费的开支,以进一步降低生产成本。根据目前市场价格,试管苗售价每株1元,如全部出售,销售额为100万元,除去生产成本0.16元·株-1×100万株=16万元,可获得利润84万元。
4 结论
马铃薯试管苗的生产已进入商业性生产,要在商业领域内长期生存,面对市场经济的竞争,必须采取措施降低成本。结合以上的成本核算,采取的主要措施有:
(1)提高操作员的熟练程度及劳动生产率,定额管理。
(2)尽量利用自然光代替人工光照培养,充分利用空间,节约用电开支。
(3)降低污染率。污染不可避免,但应降至最低限度提高成活率。
(4)筛选更优的配方,改进工艺流程,加快周转速度,提高繁殖系数。
(5)正确使用仪器设备,延长使用寿命,提高设备利用率,减少设备投资。
(6)加强经营管理,节约生产消耗。
本文是作者在几年生产实践的基础上,就成本的分析、预测等问题作了一些尝试和探索,然而,试管苗成本核算又是一个较为复杂的问题,它除了受技术因素的影响外,还受劳力物资的价格、管理人员的水平以及种苗行情等多种因素的制约。因此各生产厂家还应结合自身的具体条件和情况才能作出准确的分析和预测。
[1]李云,王宇,高永伟,等.脱毒苹果枣组培工厂化育苗成本核算[J].河北林果研究,2002,17(1):31-37.
[2]翟应昌,周志坚,周丽,等.林木组培工厂化育苗的经济效益分析[J].广东林业科技,1996,12(4):9-13.
[3] 严华兵,闭志强,陈丽娟,等.香蕉组培工厂化育苗成本核算[J].中国南方果树,2007,36(1):30-32.
[4]田郎,谢发成,郑炎成,等.香蕉试管苗生产的成本分析及其控制对策[J].福建热作科技,1998,2(2):1-4.