面向工作流技术的车间生产调度研究
2010-04-11宋娟
宋 娟
SONG Juan
(宁夏大学物理电气信息学院,宁夏 750021)
面向工作流技术的车间生产调度研究
Research of shop production scheduling facing Work flow-oriented technology
宋 娟
SONG Juan
(宁夏大学物理电气信息学院,宁夏 750021)
本文以工作流模型为基础,结合车间生产实际情况提出了根据生产制造流程的过程分解方法,建立了车间生产过程模型;然后根据过程模型及资源信息获取生产任务所需的信息指导加工过程,实现了生产过程的实例化、流转和全程监控,并对生产过程中发生的异常情况提出了解决方案,为企业管理者提供了决策支持。
工作流;车间生产;生产管理
1 工作流引擎的概念
工作流引擎是工作流管理系统的核心,它为工作流实例提供运行环境,包括流程图的解释、资源的分配、逻辑的控制等。工作流引擎是一个状态转换机。工作流管理系统是一个以过程为中心的系统,所有的运行都是数据驱动的。对于一个流程来说,每个逻辑单元都代表着一个流程的实际业务的逻辑功能。在流程实例的生存期内,状态是重要的控制数据,它通过改变当前的流程实例的状态,控制应用的工作状态。在工作流逻辑中,状态的转换是按照一定的规则进行,工作流引擎的任务就是按照定义的规则控制实例的状态转换。

图1 工作流管理系统参考模型
工作流引擎是流程的路由控制器,一个流程对应着一条实际流转的业务,流程的流转路线受当前实例数据的控制,流程定义时就是指定了流程的流程规则。工作流引擎是工作流执行服务的核心,是执行企业经营过程的“业务操作系统”的内核 。从提供的功能上看,它主要完成以下任务:
l)对过程定义进行解释;
2)控制过程实例的创建、启动、挂起、终止等;
3)控制活动实例间的转换,包括串行或并行的操作、工作流相关数据的解释等;
4)提供支持用户操作的接口;
5)维护工作流控制数据和工作流相关数据,在应用或用户间传递工作流相关数据;
6)提供用于启动外部应用程序和访问工作流相关数据的接口;
7)提供控制、管理和监督工作流过程实例执行情况的功能。
2 车间生产过程的实例化
通过过程模型,己经确立了制造过程中各个活动间的时序关系、逻辑关系、资源属性等。建模的目的就是为了通过对制造过程的执行,从不同的角度反映出制造过程的执行状况,从而对其进行管理,并进一步优化。图2就反映了过程实例状态的转换。
在本文中,使用实际的历史数据来建立光伏发电量和负载的概率模型。图2给出了由APS测量[15]的典型光伏发电量的PDF曲线,图3给出了典型负载数据的PDF曲线。这些数据可以是用于计算功率注入的矩和累积量。
过程实例包括以下六种运行状态:
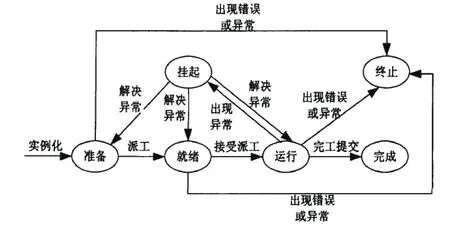
图2 过程实例状态转换图
l)准备(initiated):一个过程实例已经生成,但该过程实例目前还没有满足开始执行的条件,即计划员还没有对此生产过程进行派工;
2)就绪(~ing):该过程实例己经可以执行,但是还不满足开始执行第一个活动并生成一个任务项的条件,即计划员己经对此生产过程进行派工,但由于种种原因(如:资源未到位,工装未领取等等)工人还未接受此派工,活动还未开始;
3)运行(active):一个或多个活动已经开始执行(也就是已经生成一个或者多个任务项并分配给了合适的活动实例),即工人己经开始进行加工;
4)完成(completed):该过程实例执行已经完成,并且满足了结束该实例的条件,即此生产过程的最后一道工序已顺利完工,在制品状态也更改为成品或半成品;
5)挂起(suspended):该过程实例正在运行,但处于静止状态,除非有一个“重启”的命令或者外部实践促使该过程实例回到准备或运行状态,否则所有的活动都不会执行,即当生产过程出现异常(如:制造超差,设备故障等)时,当前工序无法按正常情况完成,因此过程必须被挂起,当异常情况解决以后,调度员可以更改此状态变为准备或者运行,使得实例继续运行;
6)终止(terminated):该过程实例在正常结束前被迫终止,即在生产过程中由于出现一些错误或异常(如:该生产批次的零件都报废,或者生产决策者觉得此生产批次没有完成的必要),调度员可以终止该过程。
从图中可以看出,各种实例状态的转换比较复杂的,因此过程执行必须采用动态过程执行机制,处理过程中工序状态和工序的流转:
1)工序的开始条件/结束条件
条件是工序状态改变的判断标准。通过开始条件来约束工序什么情况下可正常启动,进入运行状态;通过结束条件来判断工序是否可正常结束。
2)工序的时间限制
它规定了工序的开始时间,准结工时及单件工时。一方面作为时间约束,另一方面表示了工序之间的执行先后关系,形成了一定的串行关系。
3)工序状态的变更
根据工序的执行状况,显示工序的不同状态,有六种状态(准备、就绪、运行、完成、挂起、终止),能使管理者方便的了解制造过程的进展状况。
3 车间生产过程控制
3.1 生产过程的流转
生产过程实例化以后就进入到执行阶段,在这个过程中,工作流引擎根据过程定义和工作流相关数据为过程实例的流转进行导航,如根据过程的进入和退出的条件启动和终止一个过程实例;根据工序之间的关联和工序的执行条件,决定并行或串行执行后续活动;给用户提供需要操作的生产任务项信息 。图3反映了整个生产过程流程。
l)工人查看任务列表。车间工人当天上班后使用给定的账户登陆系统,系统根据账号判断工人的权限,并以任务列表的方式显示调度员派给工人的任务,虽然工人可以查看近几天的任务,但也只能对当天的任务进行操作,近几天的任务只供其参考做到心里有数,因为调度员还有可能随时调换;
2)工人接受派工并开始加工。工人在自己的任务列表上可以看到四种任务状态,以四种颜色来表示:(1)绿色:表示该任务处于就绪状态,可以开始进行加工;(2)黄色:表示该任务处于运行状态;(3)灰色:表示该任务已经完工;4)红色:表示该任务处于准备状态,还不可运行,如果该任务的开始条件都满足后会自动条状为绿色。当该任务显示为绿色时,工人接受派工,根据系统提供的工艺规程卡片去工具室领取工装,然后开始加工,这时任务颜色改变为黄色,并且在工人加工过程中不可以在接受另一个任务的派工,即使还有其他可执行的任务,也都不可操作。另外,根据现场的调研,因为工人有时要做互检等工作,他要求可以查看本工序的前工序及后工序,因此,我们提供了该工人查看前后工序的工艺规程的权限,但也仅限于次,这样就避免了工人去翻阅和查看大量的工艺规程文件,节约了大量的时间,提高了生产效率;

图3 生产过程流程图
3)工人完工提交。当工人加工完成后,填写质量信息,即正常件完工数量以及超差件完工数量,对于有超差件的零件则填写相应的质量控制卡。工人提交完工后,系统自动将任务信息传递给后续工序,并将后工序的任务状态改变为可执行。
3.2 车间生产过程的监控
工人在加工过程中将本工序的加工时间,加工设备,异常问题等与生产相关的一系列问题都提交给系统,系统整理后存入相应的数据库,车间管理者可以通过读取数据库来对车间发生的情况进行实时监控,系统将生产进度以进度条的形式直观的显示给车间管理者,并对每个加工工序的加工人员、开始时间、结束时间、加工设备等进行统计,以柱状图的形式显示给车间管理者,并提供生产过程中发生的异常的查询,使车间管理者做到在办公室就能详细获取车间发生的一切事情。
结合用户终端和Agent的通讯机制,构建了动员生产执行过程导航引擎,支持动态制造任务分配和实时的任务执行信息回馈,实现了动态生产过程中在制品进度、状态、质量等综合信息及各类事件的实时监控,其有以下优点:
1)利用生产追踪所获取的实时数据实现生产过程、产品质量的在线监控,提高快速反应能力,促进生产管理由被动指挥型向以预防为主、在线控制的主动实时指挥型管理体系发展。
2)利用生产追踪所获取的实时质量数据实现对在制品质量的在线监控,建立对质量参数变化的预防报警机制,预防质量问题的发生。通过加快检测结果的回馈速度,把质量问题的影响降低到最小。
3)利用生产追踪所获取的设备状态及相关数据,使对设备的应急维修逐步过渡到有针对性的预防维修,建立设备故障报警机制,提高技术人员对设备故障的反应速度,提高维修工作效率,提高设备的运行效率和对质量的保证能力。
4 结论
当今信息化、网络化技术的飞速发展和广泛应用,己经成为了世界的主要特征,通过信息系统的广泛应用,给传统制造企业的管理和运作模式带来了革命性的变化;同时,制造企业基于工作流技术实现对车间生产过程的管理,降低了车间生产成本,提高了企业经营效益。
本文分析了车间工作流,对于如何进行全程监控,提高生产效率作出了探索与尝试。
[1] 范玉顺.工作流管理技术基础[M].北京:清华大学出版社,2009.
[2] 安鹏.基于工作流的企业业务过程自动化关键技术研究[M].西安:西北工业大学,2008.
[3] 韦文斌,杨建军,曾波,等.基于多代理的分布式车间控制系统的研究[J].机械设计与制造工程,2009,(l):28-33.
[4] 于海滨,朱云龙.可集成的制造执行系统[J].计算机集成制造系统,2009,6.
[5] 范玉顺.实现企业业务过程重组、过程管理与过程自动化的核心技术[M].清华大学出版社,2009.
TH166
A
1009-0134(2010)10(下)-0201-03
10.3969/j.issn.1009-0134.2010.10(下).63
2009-11-05
2008年度宁夏大学科学研究基金资助项目(项目类型:自然科学基金,项目编号:ZR200824)
宋娟(1980 -),女,讲师,工学硕士,研究方向为制造系统管理与控制。
