西门子CP341通讯处理器在装配机器人测控系统中的应用
2010-04-11廖正菊雷艳华郑元明
廖正菊,雷艳华,郑元明
LIAO Zheng-ju, LEI Yan-hua, ZHENG Yuan-ming
(中国工程物理研究院 机械制造工艺研究所,绵阳 621900)
西门子CP341通讯处理器在装配机器人测控系统中的应用
Aplication of siemens CP341 communication processor in assembly robot measure control system
廖正菊,雷艳华,郑元明
LIAO Zheng-ju, LEI Yan-hua, ZHENG Yuan-ming
(中国工程物理研究院 机械制造工艺研究所,绵阳 621900)
本文介绍了CP341通讯处理器在西门子840D数控系统和工控机构建的测控系统中的设计与应用方法,以该处理器为纽带,实现了两个独立系统间大量数据和信号的双向可靠传输,解决了系统的有效集成问题。
840D数控系统;工控机测量系统;CP341通讯处理器
1 测控系统功能介绍
由840D数控系统和工控机测量系统共同构建的测控系统是用于实现装配中多个零件多参数的测量和位置调整,以保证各零件按既定的顺序和位置关系实现准确装配。在对每个零件进行装配时,首先需要进行参数的测量,测量时零件通过运动,以获得测量数据,其测量结果是控制零件作位置调整的依据,因此,两个系统在测量前后均需要进行数据的双向交换。在设计中,采用了集成于840D系统中的PLC 组件CP341通讯处理器作为两个系统信号传输的纽带,并进行通讯协议、NC和PLC软件的开发来实现两个系统间数据的自动交换。其系统构成如图1所示。
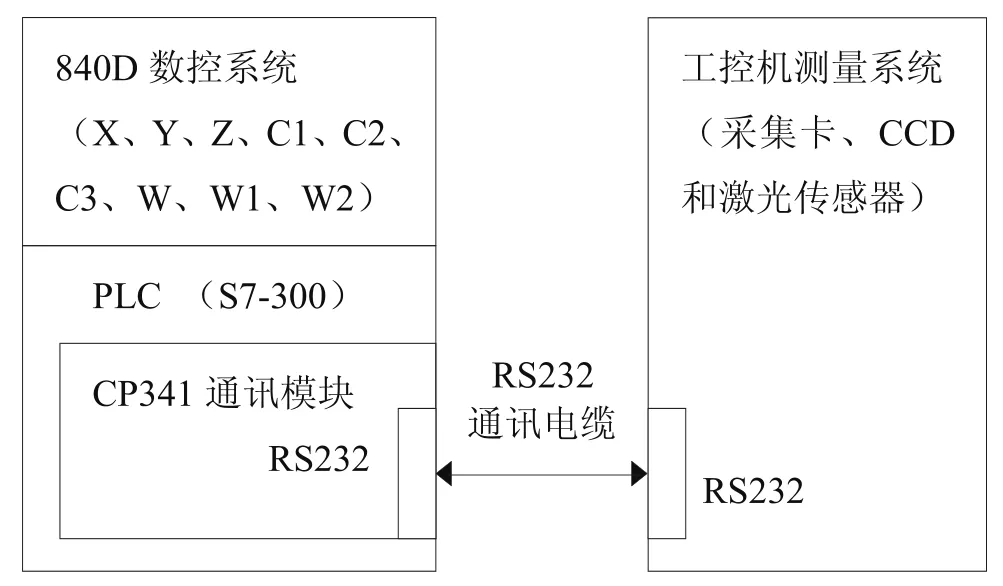
图1 测控系统构成简图
在图1中,西门子840D数控系统对零件装配时所需的运动进行控制,工控机测量系统通过采集卡、CCD和激光传感器实现零件的中心位置、空间姿态和方位等参数的测量,PLC组织需要进行交换的数据,如:各轴的位置坐标、测量命令、状态信号等,并通过CP341通讯处理器的RS232接口与工控机的RS232连结,实现数据的发送和接收。
2 通讯协议设计
在CP341上固化有3964(R)通讯协议,用STEP7中的专用组态工具可直接设置传输的波特率、数据位数、停止位数和奇偶校验以及接收帧结束方式等,但由于通讯双方需要遵循相同的通讯协议,因此,在通讯方工控机端则需要进行3964(R)通讯协议软件开发,在设计中,工控机端是在windows环境下,用VC语言进行该协议的开发。
数据传输时,3964(R)在发送数据前后加一些控制字符形成发送信息帧,控制字符既是表示信息帧开始或结束的标志,也是发送方与接收方的握手信号,还可用来保证传输数据的完整,控制字符有:正文开始字符STX(ASCII码为02 H),数据链路转换字符DLE(10H),正文结束字符ETX(03H),块校验字符BCC和否定应答字符NAK(15H)。
3 定义发送和接收数据块的结构
在机器人测控系统中,需要定义通讯双方发送和接收的数据块,本设计是以840D数控系统为控制主机,通过CP341通讯处理器向工控机测量系统发送的数据块结构定义为DB110(如图2所示),从工控机端接收的数据块结构定义为DB111(如图3所示)。

图2 发送数据块DB110
在图2中,需要测量的任务,由字符‘T’(DB0)和序号1-8(DB1)组成,对应T1―T8命令;当前零件号 1――9(DB4);状态命令DBX2.0和DBX3.0;各轴坐标:轴名DBW10、当前坐标值DBD12,轴名DBW16 当前坐标值DBD18…等。
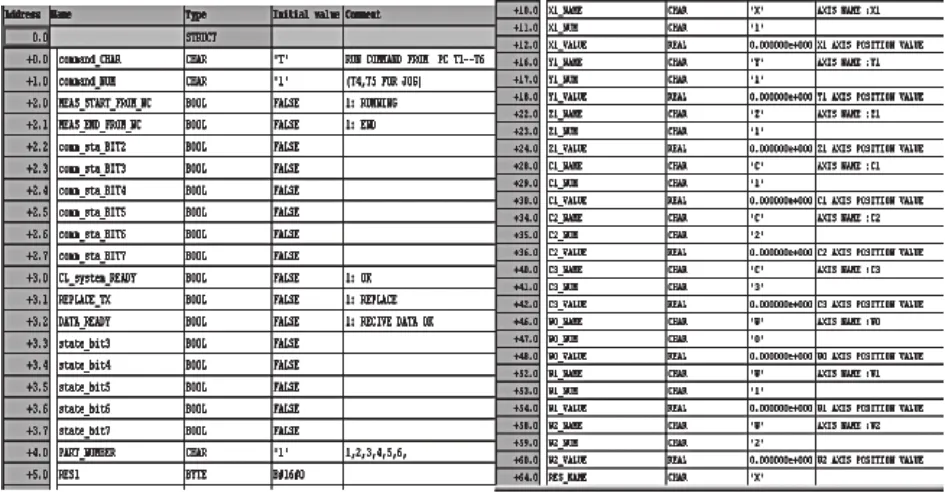
图3 接收数据块DB111
在图3中,当前测量的任务,由字符‘T’(DB0)和序号1-8(DB1)组成,对应T1―T8命令;当前测量零件号 1――9(DB4);状态命令:测量系统在测量中 DBX2.0、测量系统测量结束 DBX2.1、测量系统准备好DBX3.0、测量系统重复测量DBX3.1、测量系统测量数据有效DBX3.2等;各轴名及轴调整的坐标值:轴名DBW10、调整坐标值DBD12,轴名DBW16 目标坐标值DBD18…等。
4 CP341通讯处理器发送和接收数据的设计
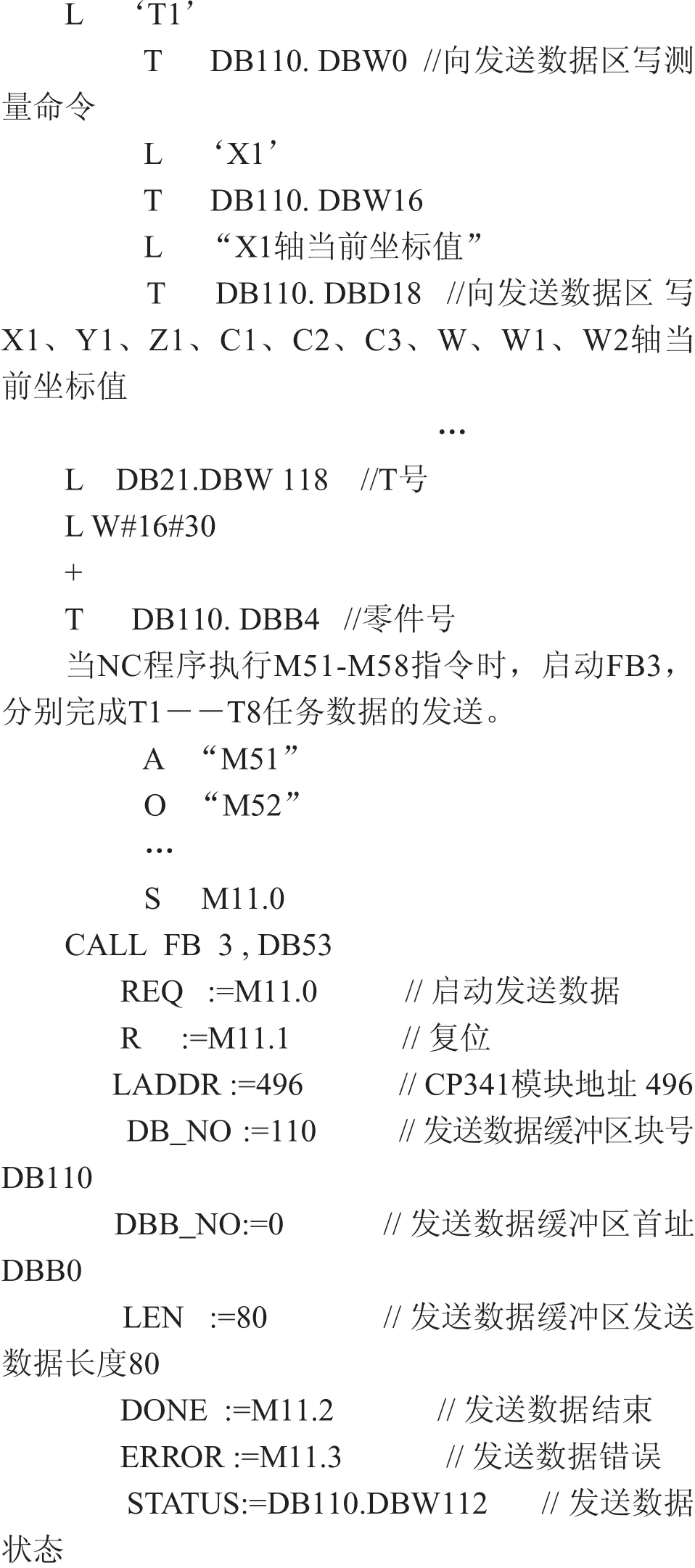
CP341通讯处理器提供了标准的S7软件功能块FB2和FB3,FB2用于实现PLC接收工控机端的数据,并存储到数据块DB111中,FB3用于实现将PLC数据块DB110中的数据发送到工控机通讯方。
由于不同的测量任务,DB110中的数据内容有所不同,在设计中,通过主控系统840D的NC执行不同的M功能(M51-M58 )和T功能,对应测量系统不同的测量任务和零件号,同时,PLC根据不同M功能,对DB110相应数据进行填充。如当执行M51指令时,
当NC程序执行M50指令时,启动FB2,完成各任务数据的接收,NC根据接收的调整坐标值对各轴进行调整。过程如下:


通过NC执行G01 X=“X1轴调整的目标坐标值 ”等,至此,经工控机测量系统测得的零件装配参数得到调整,满足了零件装配要求。
5 结束语
由CP341通讯处理器来建立两个独立智能系统间的通讯连结,实现了系统的有效集成,并通过开发3964(R)通讯协议、PLC和NC程序等,保证了大量数据和信号传输的实时性、稳定性和可靠性,提高了整个机器人装配过程的自动化,并在实际装配中得到应用。
[1] Siemens,Install &Start-up Guide-FM-NC/840D/611D/MMC,Germany,2000,7.
[2] Siemens,Description of Function ,Germany,2000,7.
[3] Siemens,Program Guide-Advanced ,Germany,2000,7.
[4] Siemens,S7-300 Programmable Controller Hardware and Installation ,Germany,2000,3.
[5] Siemens,Cp341 Manual ,Germany,2000,10.
[6] 廖常初.S7-300/400 PLC 应用技术[M].北京:机械工业出版社,2005.
TP273
A
1009-0134(2010)10(下)-0033-03
10.3969/j.issn.1009-0134.2010.10(下).10
2009-11-10
廖正菊(1972 -),女,四川绵阳人,高工,主要从事数控设备的维修、改造和专机的研制开发工作。
