类引力机制排序方法及其应用
2010-04-11喻道远张三强邵新宇
喻道远,张三强,邵新宇
YU Dao-yuan, ZHANG San-qiang, SHAO Xin-yu
(华中科技大学 机械科学与工程学院,武汉 430074)
类引力机制排序方法及其应用
Gravity -like mechanism sort with its application
喻道远,张三强,邵新宇
YU Dao-yuan, ZHANG San-qiang, SHAO Xin-yu
(华中科技大学 机械科学与工程学院,武汉 430074)
针对汽车生产过程中涂装车间排序问题,结合线性缓冲区提出了一种新的类引力机制排序方法,构建了该方法的数学模型及缓冲区Petri网络模型,并对该排序方法进行了实例分析,分析结果显示,该方法能有效的提高涂装车间的生产效率,减少涂装生产过程中的换漆次数。
类引力机制;缓冲区;涂装;Petri网
0 引言
在汽车涂装生产过程中,不同颜色的车身喷涂,必须面临换漆及清洗喷涂管道等一系列工作,针对这一工程需求,本文结合生产线常用的线性缓冲区研究了一种类引力机制排序方法,运用车身编码方式,将车身粒子化,通过粒子间引力大小引导车身排序工作,同时构建了线性缓冲区Petri网模型[1],并通过实例分析,验证了该排序方法的有效性。
1 类引力机制排序方法
1.1 引力机制排序方法原理
1.2 引力机制排序方法的基本步骤
引力机制排序方法主要由四个基本步骤组成,即生产计划获取,特征编码,引力计算,轨道搜索,该排序方法流程如图1所示。
方法步骤:
1)计划获取
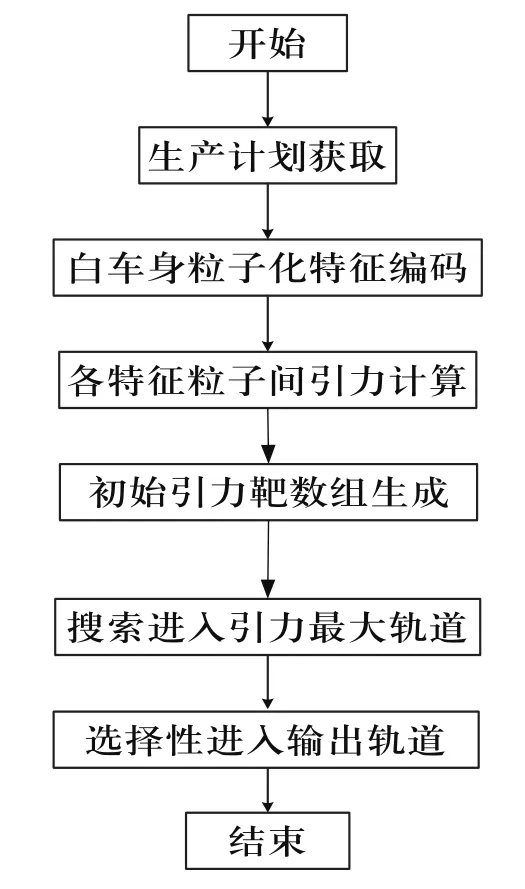
图1 类引力机制排序方法流程
从涂装车间当天生产计划获取生产数据如颜色种类,数量比例等信息
2)车身粒子化特征编码
将车身看成缓冲区空间具有质量的粒子。为达到同色排序且优先喷涂比例较大颜色种类的车身,将车身粒子质量与该颜色车身数量比例关联,该颜色车身数量比例越大,则粒子质量越大,各粒子的编码顺序按照粒子的质量从大到小依次编订,编码之间的间隔转化成粒子之间的距离进行引力计算。
3)引力计算
4)粒子运动
缓冲区矩阵可表示为

j为排序缓冲轨道数,i为各条缓冲轨道的容量。缓冲区引力靶粒子组表示:

缓冲区溢出粒子组表示:

缓冲区引力靶粒子组M1[j]由排序缓冲区各轨道入口处粒子组成,引力靶粒子初始化过程中,缓冲前导区粒子序列P依次进入各缓冲轨道,形成引力靶粒子组,后续粒子在进入缓冲区排序轨道时将以M1[j]为标靶,自动寻找引力最大的轨道进入。新的粒子进入轨道后,M1[j]的粒子元素将更新,生成新的引力靶粒子组。
2 应用算例
结合常用线性缓冲轨道及部分涂装生产序列,对该排序方法进行应用分析。
2.1 缓冲区结构建模
2.1.1 常用线性缓冲轨道结构
目前的用于排序的缓冲区主要有,线性排序缓冲区,后移缓冲区,随机存取缓冲区,环形缓冲区等[2]。整车生产线的常用线性排序缓冲区轨道结构图如图2所示,白车身从焊装车间下线后成随机数列进入涂装缓冲区的前导区G0,由前导区进入各条缓冲轨道G11—G1n进行优化排序后离开缓冲区,进入输出轨道Gn。

图2 线性排序缓冲区结构示意图
2.1.2 petri网模型
使用Petri网模型对线性排序缓冲区建模,Petri网是一个五元组[3]:PN=(P,T,I,O,M0), 其中:

M0:为初始状态。
线性排序缓冲区的Petri网模型如下图:

图3 缓冲区Petri网模型

表1 缓冲区Petri网模型库所和变迁的定义
在缓冲区排序过程中,从焊装车间下线的车身,进入涂装车间缓冲区,经t1进行信息采集统计后进入缓冲前导区(P1),遵循引力吸引规则进行排序轨道选择(t2)进入不同的缓冲轨道(P11……P1n),最后经选择输出(t3)控制轨道(P11……P1n)中的车身有选择的先后进入轨道(P3)完成排序。
2.2 应用分析
以有序车身涂装序列P为例,结合存储轨道数为3,轨道容量为10的线性排序缓冲区,分析引力机制排序方法,序列中A、B、C、D、E分别为不同颜色:

2.2.1 计划获取
该序列共有5种颜色,30辆车身,各颜色数量及比例如下:

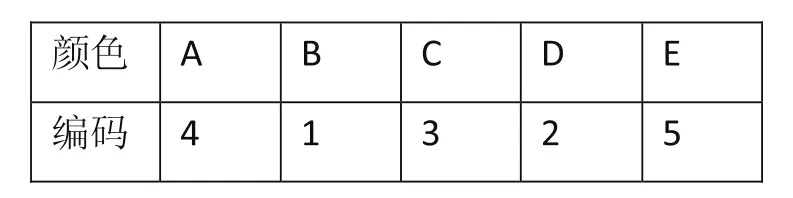
2.2.2 车身粒子化特征编码
根据各颜色比例,粒子质量大小如下:B=D>C>A=E,各颜色编码依次为:
序列转化:

转换为编码序列:

2.2.3 引力计算
以该颜色车身数量比例为该粒子质量,编码之间间隔为粒子之间距离,进行引力计算。各粒子之间引力大小关系如下:

2.2.4 粒子运动描述
缓冲区有三条缓冲轨道j=3,每条轨道容量为n=10,该缓冲区矩阵可表示为

如图3所示,有序数列P'经t1进行颜色信息采集后进入前导区P1,经t2进入各缓冲轨道形成初始引力靶粒子组:


3 结束语
类引力机制排序方法,是一种全新的排序方法,通过对车身的个性化编码能有效的适应涂装生产排序的要求,实现生产过程中的自动排序,降低涂装生产过程中的换漆次数。在车身颜色种类较多,且不增加轨道数量的情况下,配合车身回调轨道对个别车身进行重新排序,或在不增加轨道数量的情况下,调整轨道结构,进行多级排序将更能体现该排序方法的优越性。
[1] 李培根.制造系统性能分析建模——理论与方法[M].武汉:华中理工大学出版,1998.
[2] 黄刚.混流装配生产的计划排序及其执行过程管理[D].华中科技大学,2007.
[3] 周凯,刘成颖.现代制造系统[M].北京:清华大学出版社,2005.
TH166
A
1009-0134(2010)11(下)-0010-03
10.3969/j.issn.1009-0134.2010.11(下).04
2010-08-31
喻道远(1956 -),男,教授,主要从事MES、机电控制工程、机械加工自动化、CAPP等方面研究。
