外循环厌氧工艺处理鲁奇煤制气废水的研究
2010-03-14韩洪军马文成李慧强
韩洪军,王 伟,马文成,袁 敏,李慧强
(哈尔滨工业大学城市水资源与水环境国家重点实验室,哈尔滨150090,han13946003379@163.com)
目前,由于我国面临着天然气短缺的严峻问题,煤制天然气有了较大的市场空间.虽然Shell、GSP、鲁奇等煤制天然气工艺已有广泛的应用[1-2],但是从煤制天然气中甲烷含量以及投资费用等角度上出发,鲁奇煤制气工艺在煤制天然气领域占有重要的地位[3].鲁奇煤制气废水是一种典型的有毒有害、难降解工业废水,一直是国内外工业废水处理领域的一大难题,不仅水量高达几千至几万m3/d,而且含有大量酚类、芳香烃类、杂环类、氨氮等有毒有害物质[4].厌氧-缺氧-好氧生物工艺(A2/O法)是煤气化废水处理的常规工艺,但因废水中存在大量有毒和抑制性物质,厌氧工艺处理煤制气废水的效能低,导致好氧工艺出水难以达标排放.为了解决上述问题,近年来厌氧处理煤制气废水的研究从未间断过[5-6].
煤制气废水中大多数难降解有机污染物在厌氧细菌作用下可以实现转化和去除,但是废水中抑制生物活性的污染物种类繁多且质量浓度较高,易导致厌氧工艺运行的失效.本文研究了实际工程中的外循环厌氧反应器处理煤制气废水的效能和特点,并考察了进水质量浓度、水力停留时间和投加甲醇基质对煤制气废水厌氧处理效能的影响;分析了废水中COD和总酚的去除效果以及产气量大小,为改善煤制气废水的厌氧处理效能进行了研究和探索.
1 试验
1.1 厌氧装置
试验研究装置为中煤龙化哈尔滨煤化工有限公司综合污水处理站的4座外循环厌氧塔,厌氧塔的直径6.6 m,总高度16 m,有效容积为450 m3.厌氧塔的进水流量和循环流量通过电磁流量计连续监测和记录,并且进水以及塔内的pH值和温度由在线测定仪监控,可通过投加碱液和蒸汽进行调节.塔内初始运行条件为:温度37℃,pH= 7.0~8.0,上升流速2 m/h,水力停留时间为24 h,污泥含量(MLSS)为8~12 g/L.
1.2 接种泥源和进水水质
厌氧塔的接种泥源来自于该污水处理站A/O池的缺氧段污泥,经过厌氧24~48 h后导入厌氧塔内.单塔的污泥接种量约为 50 t(含水率85%),VSS质量浓度/SS质量浓度=0.65~0.7,污泥呈黑色,沉降性能良好.系统进水主要是鲁奇煤制气废水,单个厌氧塔的进水水量为9~20 m3/h,进水COD含量为1 000~3 000 mg/L,BOD5质量浓度/COD质量浓度=0.28~0.32,总酚含量为200~600 mg/L,氨氮质量浓度为50~150 mg/L,温度为40~50℃,pH=7.0~8.0.
1.3 分析项目及方法
COD、BOD5、总酚、氨氮、SS和VSS的测定采用标准法[7],碱度和VFA的测定用滴定法[8],反应器内pH值的测定用PHS-3C酸度计.
2 结果与讨论
2.1 煤制气废水的厌氧处理效能
图1为煤制气废水在水力停留时间24 h的厌氧处理效能.运行初期,为了降低废水对厌氧微生物的毒性,将进水含量稀释至COD和总酚含量分别为1 100 mg/L和210 mg/L左右.运行60 d后,厌氧工艺对煤制气废水的处理效能仍然很低,COD和总酚去除率仅为18.5%和20.3%左右.虽然进水污染物已经通过稀释控制在较低的含量,但是废水的可生化性以及生物毒害作用并没有得到明显改善.煤制气废水不仅含有高含量的酚类化合物,而且存在大量结构不同的毒性物质,其对微生物的毒害和抑制作用是一种混合、复杂的共同作用机制.因此,克服煤制气废水的毒性,提高厌氧处理效能仅通过稀释是难以取得理想的效果,需要大幅度降低厌氧微生物接触的毒性物质含量或者提高生物的代谢活性来促进厌氧微生物对抑制环境的适应并降解废水中主要的有机物.

图1 煤制气废水的厌氧处理效能
2.2 进水质量浓度对煤制气废水厌氧处理效能的影响
表1为进水质量浓度对煤制气废水厌氧处理效能的影响,不仅反映出稀释进水的作用,同时也表明酚类含量对系统运行的影响.当进水COD含量由1 090.2 mg/L逐步提高至2 116.6 mg/L,总酚含量由213.3 mg/L逐步提高至437.7 mg/L时,COD去除率呈下降趋势,但是总酚去除率由20.3%提高至25.5%.酚类是煤制气废水中主要的有机污染物,对厌氧微生物具有一定的毒害作用,但经过驯化后酚类也是微生物代谢良好的碳源.废水中存在适量的苯酚有利于与其他难降解酚类形成协同代谢,提高酚类的总体去除效果.在水力停留时间24 h,4个不同进水质量浓度所对应厌氧工艺的COD去除率均没有超过20%.虽然进水质量浓度稀释了约50%,但是COD去除率并没有明显的增长.一方面因为废水中部分污染物在较低含量条件下依然有很强的毒性和抑制作用;另一方面经过稀释后废水的可生化性并没有得到提高,而废水中易降解基质含量下降造成了微生物摄取初级基质的困难.因此,厌氧工艺经过大量稀释进水的方法不仅难以提高处理效能,而且增加运行费用,在工程中是不可行的.
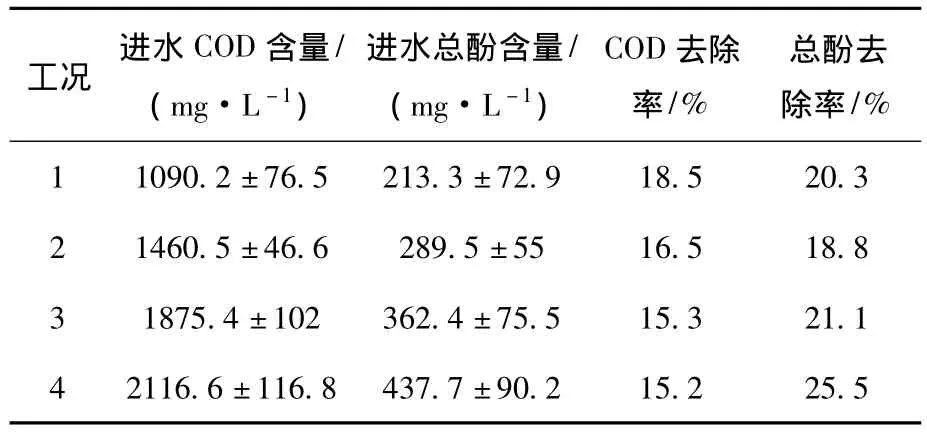
表1 进水质量浓度对煤制气废水厌氧处理效能的影响
2.3 水力停留时间对煤制气废水厌氧处理效能的影响
水力停留时间是厌氧工艺设计和运行的重要控制参数,合理的停留时间既可以满足微生物与底物反应时间的要求,也可以节省工艺占地面积和运行费用.生物工艺处理难降解工业废水往往设计的水力停留时间也较长,这取决于微生物对废水中主要污染物的降解速率.图2为水力停留时间对煤制气废水厌氧处理效能的影响.厌氧工艺在水力停留时间为24、36、48 h时COD去除率分别为15.2%、18.7%、19.2%,总酚的去除率分别为25.5%、28.9%、29.2%.通过研究比较可知,延长水力停留时间并没有明显改善煤制气废水的处理效果,酚类转化率仍然不足30%.煤制气废水中大多数酚类单独在厌氧环境中能够降解并产生甲烷气体,但是废水中复杂的、有毒的组分抑制了厌氧微生物活性并严重干扰代谢过程.因此,延长厌氧微生物与煤制气废水的接触反应时间无法改变环境的毒害和抑制性,只有改变微生物的代谢环境,减轻废水对微生物的抑制毒害作用,才能为厌氧细菌的生长繁殖提供途径.
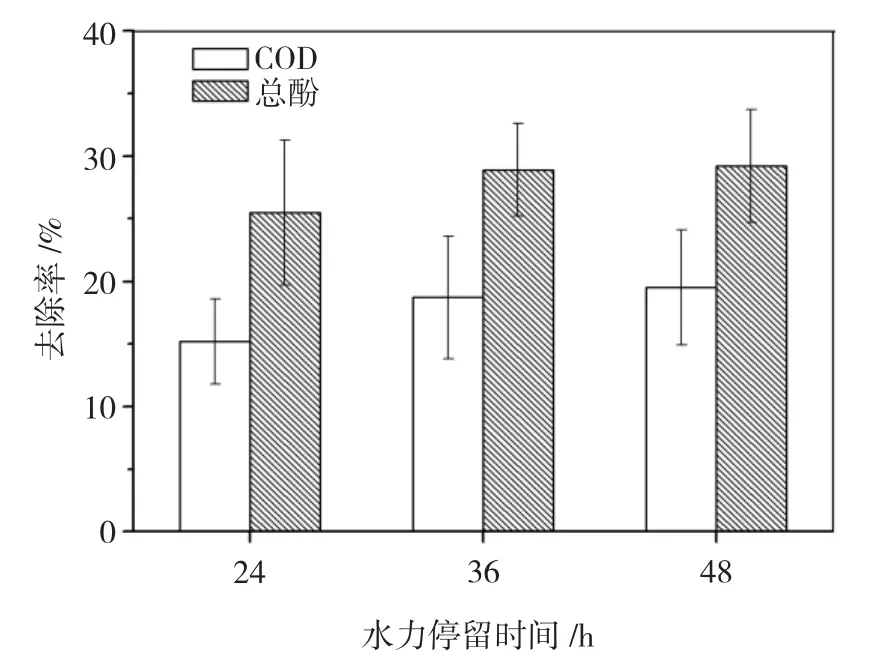
图2 水力停留时间对煤制气废水厌氧处理效能的影响
2.4 投加甲醇基质对煤制气废水厌氧处理效能的影响
甲醇是工业废水处理过程中最常见的易降解基质之一,也是煤化工企业主要的副产品[9],因此在煤制气废水中投加甲醇基质在工程上是完全可行的.投加甲醇基质有利于产甲烷细菌的生长,是改善煤制气废水组成的重要手段.表2为投加甲醇基质对煤制气废水厌氧处理效能的影响.结果表明,煤制气废水中投加甲醇,控制COD含量为200~500 mg/L,进水COD和总酚含量分别为2 401.1 mg/L和409.5 mg/L时,COD和总酚去除率分别达到40.7%和35.2%,厌氧工艺的处理效能和产甲烷情况有了较大幅度的提高.煤制气废水中加入适量甲醇基质为产甲烷细菌提供了代谢基质,改善了微生物的代谢环境,同时也为细菌分解难降解有机物和有毒物质提供能量.厌氧细菌利用易降解基质协同代谢难降解有机物的研究已有很多[10],但是采用甲醇改善煤制气废水组分提高厌氧处理效能的研究尚无报道.本文通过实际工程应用验证了投加甲醇有助于建立协同代谢机制提高煤制气废水的厌氧处理效能,为厌氧处理煤制气废水提供了指导和借鉴.

表2 投加甲醇基质对煤制气废水厌氧处理效能的影响
3 结论
1)煤制气废水的厌氧处理效果较差,COD去除率低于20%.稀释进水或者延长水力停留时间对提高煤制气废水厌氧处理效果的作用不明显.
2)煤制气废水投加甲醇COD含量200~ 500 mg/L,COD和总酚的去除率分别达到40.7%和35.2%,厌氧处理效能和产甲烷情况有了较大幅度的提高.通过实际工程验证了投加甲醇有助于建立协同代谢机制提高煤制气废水的厌氧处理效能,为厌氧处理煤制气废水提供了指导和借鉴.
[1]SHOKO E,MCLELLAN B,DICKS A L,et al.Hydrogen from coal:production and utilisation technologies[J].International Journal of Coal Geology,2006,65 (3/4):213-222.
[2]SUDIRO M,PELLIZZARO M,BEZZO F,et al.Simulated moving bed technology applied to coal gasification[J].Chemical Engineering Research and Design,2010,88(4):465-475.
[3]VAN-DYK J C,KEYSER M J,COERTZEN M.Syngas production from South African coal sources using Sasol-Lurgi gasifiers[J].International Journal of Coal Geology,2006,65(3/4):243-253.
[4]GAI H J,JIANG Y B,QIAN Y,et al.Conceptual design and retrofitting of the coal-gasification wastewater treatment process[J].Chemical Engineering Journal,2008,138:84-94.
[5]KUSCHK P,STOTTMEISTER U,LIU Yongjun,et al. Batch methanogenic fermentation experiments of wastewater from a brown coal low-temperature coke plant[J].Journal of Environmental Sciences,2010,22(2):192-197.
[6]RAMAKRISHNAN A,GUPTA S K.Anaerobic biogranulation in a hybrid reactor treating phenolic waste[J]. Journal of Hazardous Materials B,2006,137:1488-1495.
[7]国家环境保护总局《水和废水监测分析方法》编委会.水和废水监测分析方法[M].4版.北京:中国环境科学出版社,2002.
[8]ANDERSON G K,YANG G.Determination of bicarbonate and total volatile acid concentration in anaerobic digesters using a simple titration[J].Water Environ Res,1992,64:53-59.
[9]KUMABE K,FUJIMOTO S,YANAGIDA T,et al.Environmental and economic analysis of methanol production process via biomass gasification[J].Fuel,2008,87:1422-1427.
[10]SUBRAMANYAM R,MISHRA I M.Co-degradation of resorcinol and catechol in an UASB reactor[J].Bioresource Technology,2008,99(10):4147-4157.
