加工区域受限非完整曲面的宏编程
2010-02-26
(四川建筑职业技术学院,四川德阳618000)
尽管各类CAM/CAM软件的应用日益普及,宏程序在机械零件含有各种二次圆锥曲线(椭圆、抛物线、双曲线)以及一些渐开线加工中,由于在数学上可用三角函数、参数方程加以表达,因此宏程序在此仍有着广泛的应用。
本文讨论了在一个常规的圆柱面中间有一个圆柱形岛屿,加工该圆柱面时要求避开这个岛屿(加工区域不是一个完整圆柱面,受到岛屿的限制),来说明加工区域受限的非完整曲面加工。并总结这一类问题的基本思路和方法,以达到举一反三的目的。

图1 带岛屿的曲面加工
1 工件坐标系的建立
本文采用FANUC系统编程。
工件中心为G54原点,顶面为Z0面。加工时,使用R6的球头铣刀。
2 工艺分析
加工图(见图1)。为突出重点,本例中只介绍如何加工R850所对应的圆柱面,因此只标出了必要的相关尺寸。
加工的R850圆柱面在X-Z平面上,Z轴坐标值随X轴值的变化而变化;而X坐标值又随X-Y平面的Y坐标值的变化而变化。整个求解过程可概括为:
Y→X→Z;因此需确定Y坐标的变化范围。

图2 带岛屿的曲面加工区域示意图
2.1 Y轴区域划分
从图2可以看出,整个加工区域沿Y方向划分为A区、B区、C区,以Y坐标来划分,各区的范围如下:
A 区:Y≤ -35.5(65/2+3)
B区:-35.5≤Y≤35.5
C区:Y≥-35.5
其中A区和C区是常见的外圆柱面,可参考相关文献。本文主要讨论B区的加工。由于整个图形关于X、Y轴对称,B区的加工程序只需写右半部分即可,再运用镜像指令(G51.1 X0)来实现左半部分的加工。

图3 带岛屿的曲面任意一点的X、Y、Z坐标值图解
B区起始点的Y坐标为:Y-35.5,图3说明了任意一点P的X、Y、Z坐标的相互关系。
从图3可以看出,以Y坐标#3作为自变量,Y坐标的递增量dY的取值因粗、精加工的不同要求而不同。精加工dY取0.15 mm,粗加工取0.4~0.6 mm。整个求解过程可概括为:
Y=Y+dY(即#3=#3+0.15)→X→Z
2.2 X轴坐标值的变化
在图3 a)所示的俯视图(即XY平面中),Y坐标(#3)作为自变量,其初始值为-35.5 mm,R850 mm圆柱面(B区内)的左侧边界,即为Φ65 mm的圆台(需加上刀具半径3 mm),右侧统一在X 56处。由此可由勾股定理导出R850 mm圆柱面(B区内)任意一点 P的 X坐标值(#4)。至于额外加上的0.03 mm,是因为避免刀具完全达到Φ65 mm的圆台边缘,而影响圆台周边的表面品质所留的余量。一般宜为0.02~0.03 mm(经验值)。所以有:#4=SQRT[35.53*35.53-[#3*#3]]
2.3 Z轴坐标值的变化
求出圆柱面(B区内)左侧边界上任意一点P的X坐标值后,参见图3 b)的前视图(即ZX平面),即可推导出P点的坐标。
具体说明如下:#1=850 mm+3 mm(3 mm为刀具半径),结合P的X坐标(#4),运用勾股定理可推导点P在Z方向上与R850 mm圆心的垂直距离#5,#5=SQRT[#1*#1-#4*#4];在G54设定坐标系下,Z 坐标(#6):#6=#5-#1-1。
注意:图中#3、#6是单箭头矢量。
总之,右侧边界→X、Z坐标为常量(X56、Z#2);左侧边界→X、Z坐标为变量(X#4、Z#6)。
采用(球头铣刀)刀心编程,Z方向对刀需特别注意:平面顶部为Z0面,按此对好刀后,一定再向上偏移一个刀具半径。
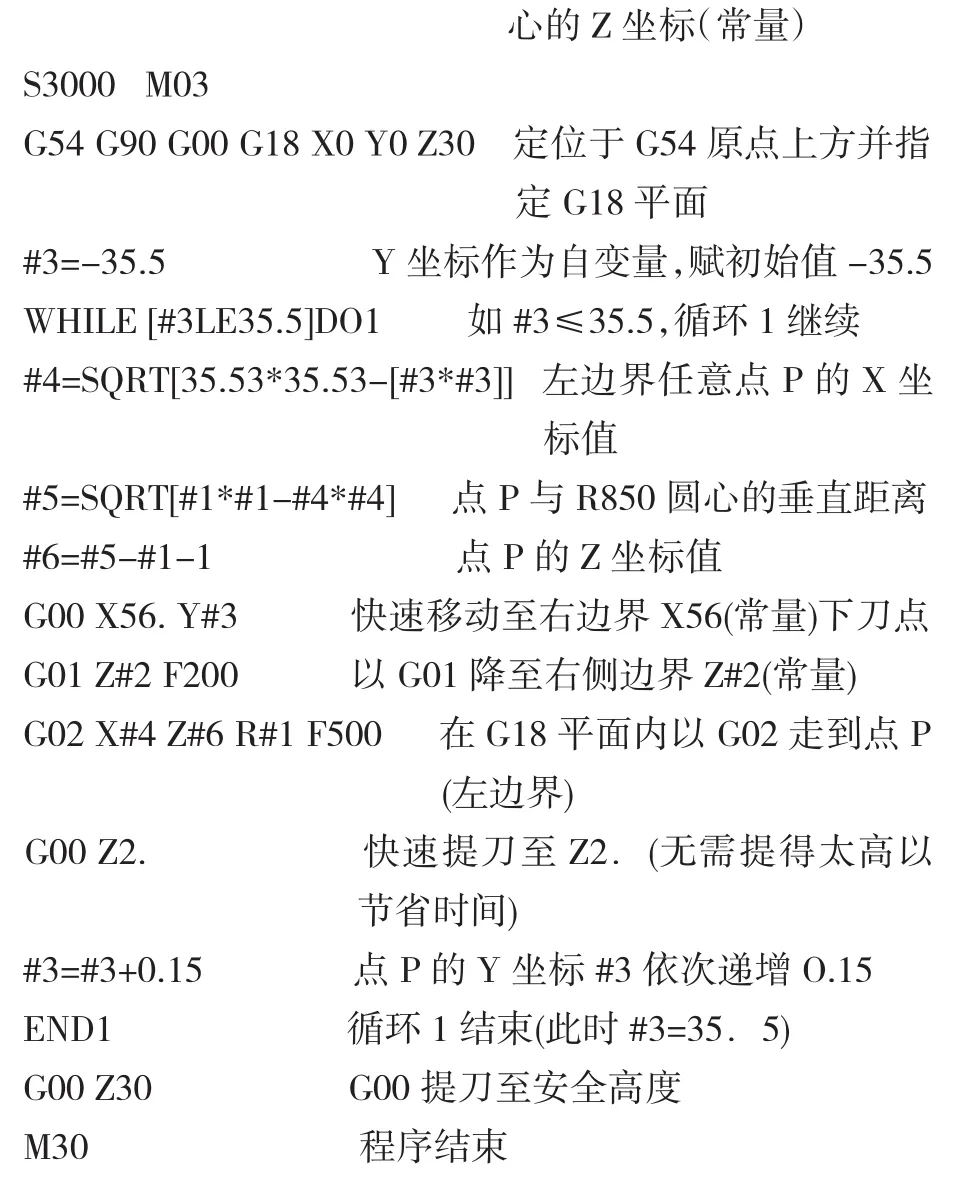
3 编程
B区的完整加工程序如下:

4 结束语
通过上例,可总结出加工区域受限的非完整曲面加工宏编程的步骤如下:
(1)确定带岛屿的曲面加工的平面;
(2)确定带岛屿的曲面加工的变化边界;
(3)找出随变化边界而变的X、Y、Z坐标值的关系;
(4)编程加工。
[1]中国机械工业教育协会.数控加工工艺与编程[M].北京:机械工业出版社,2001.
[2]冯志刚.数控宏程序编程方法、技巧与实例[M].北京:机械工业出版社,2007.
