EFFECT OF THE ROTATIONAL SPEED OF ATOMIZING DISK ON PROPERTIES OF EVA REDISPERSIBLE POLYMER POWDER
2010-02-25XIEDelongZHANGXinyaPEIYongbinXIAZhengbinCHENHuanqin
XIE De-long, ZHANG Xin-ya, PEI Yong-bin, XIA Zheng-bin, CHEN Huan-qin
(School of Chemistry and Chemical Engineering, South China University of Technology, Guangzhou 510640, China)
0 Introduction
Redispersible polymer powder is a kind of dry, free-flowing polymer powders that can be easily redispersed in the water in the presence mechanical energy, performing similarly to the “mother” lattices[1,2]. Comparing to their liquid counterparts, these redispersible powders have several distinct advantages, such as none of the shipping and storage problems those exist with the liquids, the proper dosage of the polymer can be ensured as the dry polymer can be blended with the rest of the dry components under the control of factory conditions, and a single package provides for ease of use, just add water and mix. Finally, the disposal of liquid packaging is no longer an issue.
Although the concept of redispersible polymer powder was first developed as a “one-package” alternative to latex admixtures in the 1960s, it was not used effectively until the 1980s. Redispersible polymer powder has now been introduced worldwide with increasing demands in many areas. As the confidentiality of technology, only some of the patents were reported[3-7]. Recently, CHEN′s group[8-11]has done some work about preparing and application of redispersible polymer powder. Redispersible polymer powders are typically made by converting latex to dry polymer. Compared other drying methods, spray-drying is the most widespread method for the preparation of polymer powders with acceptable energy consumption. The spray-drying is an critical process for preparing redispersible polymer powders, as the properties of final product, such as particles size, redispersibility, depends on the process conditions, so it is important to understand the effect of process conditions, e.g. inlet/outlet temperature, feeds, preprocessing and rotational speed of atomizing disk, on the properties of redispersible polymer powders. In our previous work[9-11], we investigated the effect of both inlet/outlet temperature and preprocessing on the properties of EVA redispersible powder. In this paper, we fixed the inlet/outlet temperature, the feeds, and focused on the effect of rotational speed of atomizing disk on properties of redispersible polymer powders, and found that when the rotational speed was low, tacky powders adhering to the chamber walls were observed. The water content, the stacking density of the polymer powder and the particle size of the redispersion was decreased, while the fluidity and redispersibility was improved when increasing the rotational speed of atomizing disk.
1 Experiment
1.1 Materials
Ethene-vinyl acetate (EVA) latex( DA-102), was supplied by Dalian Chemical (Jiangsu) Co., Ltd. Polyvinyl alcohol (PVA) used as protective colloid, was bought from Kuraray, Japan. Silica sol with solid content of 30% was supplied by Guangzhou Renmin Chemical Plant. Ultrafine aluminum silcate(Sipernat 820A) , was from Langfang Fine Chenmical Co., Ltd. Diatomite(1 250 mesh), was from Qingdao Tuosheng Diatomite Enterprise.
1.2 Preparation of polymer powders
Polymer powders were prepared by atomization of EVA latex. A laboratory spray drying apparatus equipped with a 50 mm atomizing disk, around which these are 20 rotary nozzles, was used for this purpose. The EVA latex was diluted to the solid content of about 30%, formulated with 5% of PVA as protective colloid, 10% of silica sol as anti-caking agent. Then, the above mixture was fed into the spray drying chamber by a peristaltic pump. Inlet temperature of 165 ℃, outlet temperature of 80 ℃ and feeds of 80 g/min were chosen, the rotational speed of atomizing disk was varied form 250 rps to 400 rps to determine the size of atomized drops and the efficiency of drying. The higher speed results in smaller drop size and larger special surface of the drops, making the product faster dry. Then fine powders thus obtained was conveyed, by a fan, into the cyclone, where it was separated from the hot air. The final product was mixed with 2.5% of ultrafine aluminum silcate and 2.5% diatomite.
1.3 Characterisation of the powders
(1)Water content.The water content of redispersible polymer powders was determined by Mettler Toledo HB43 Halogen Water Analyzer. 1 g redispersible polymer powders was homodispersed in the dried pallet, heated by halogen heater until the mass did not change any more under the temperature of about 135 ℃.
(2)Bulk density.The bulk density of redispersible polymer powders was tested by AccuPyc 1330 Hydrometer. Every sample was tested for 3 times and the values were averaged.


(5)Redisperbility and film forming.The water redispersibility can be evaluated by the average size of redispersible particles or by using the following qualitative procedure: 10 g of dry powder was stirred for 20 min with 100 mL of deionized water and the resulting mixture was transferred into a sedimentation tube, and the amount of sediment after 24 h was used for evaluating the water redispersibility of the product. Meanwhile, 30 g of dry powder was stirred for 20 min with 100 mL of deionized water and the resulting mixture was transferred a culture dish to form film at room temperature, the morphology of film forming was observed.
(6)FTIR.The molecular conFiguration of the original latex and polymer powders were characterized by Fourier transmission infrared ray (FTIR, Perkin-Elmer spect rum 22 000).
2 Results and Discussion
(1)Water content.The effect of rotational speed of atomizing disc on the water content of polymer powders was shown in Fig.1, from which, we can see that the water content of the polymer powders decreased as the rotational speed of atomizing disk increased. Fraseretal. discussed the relationship between the average size of drops and the rotational speed of centrifugal disk, it reads as follows:
Dvs=0.241(1/n)0.6(1/ρL)0.3(μLGL/2r·ρL)(σL/N·h)0.1
(1)
Wherenis the rotational speed of centrifugal disk. According the equation, the diameter of the drops is proportional to (1/n)0.6, which means higher speed results in smaller liquid drops and larger total liquid-air interface, leading to more effective dryness of the product, so the water content decreased as the rotational speed of atomizing disk increased.
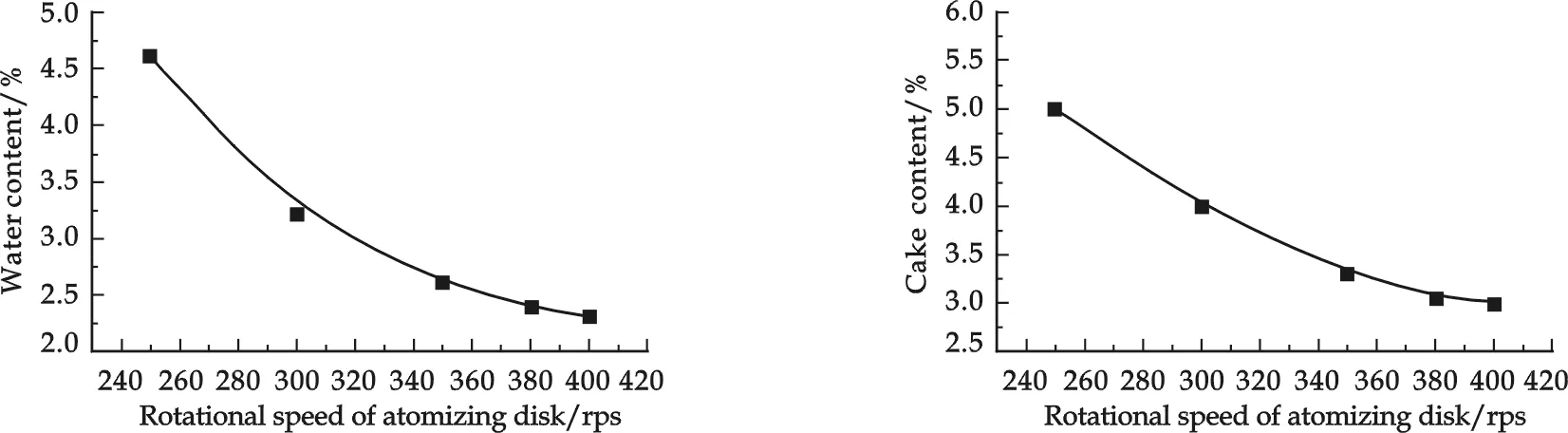
Fig.1 Relationship between the water content of the polymer powders and the rotational speed of atomizing disk Fig.2 Relationship between the cake content of the polymer powders and the rotational speed of atomizing disk
(2)Cake content.Fig.2 showed the relationship of the cake content and the rotational speed of atomizing disk, where we can see that the cake content decreased as the rotational speed increased. Here cake means the powders with size larger than 200 mesh( about 75 micrometers). From the equation (1), we know that the size of atomized liquid drops was larger when the rotational speed of atomizing disk was lower, leading to longer time for drying these big drops. So some drops were not completely converted to dry powders and still tacky when they collided to each other, which made them easy to stick together, resulting in caking. Increasing the rotational speed of atomizing disk, the drops became smaller and faster to be dried, which reduced the chance of tacky powders to collided and sticked to each other, thus the cake content decreased.
(3)Fluidity.The relationship of the repose angle of the polymer powders and the rotational speed of atomizing disk was shown in Fig.3, where we can see that the repose angle of the polymer powders decreased as the rotational speed of the atomizing disk increased. This means the fluidity of the polymer powders increased as the rotational speed increased. When the rotational speed of atomizing disk was low, the atomized drops are more uneven, except for the small drops, these were a lot of large drops. It took more time for the large drops to be dried, in the limited time (usually the powders stay in the chamber only for seconds), the possibility for two powder particles to stick together increased as they were not dried completely and tacky. All these resulted in more uneven size and the higher water content of the final polymer powders, which make the fluidity of the powders be poorer. With the increase of the rotational speed of the atomizing disk, the polymer powders became more and more evener and smaller, because the atomizing drops became more and more evener and smaller, leading to the polymer powders became more and more easier to flow.

Fig.3 Relationship between the repose angle of the polymer powders and the rotational speed of atomizing disk Fig.4 Relationship between the bulk density of the polymer powders and the rotational speed of atomizing disk
(4)Bulk density.The effect of rotational speed of atomizing disk on the bulk density of polymer powders was shown in the Fig.4, where the bulk density of the polymer powders decreased a little as the rotational speed of atomizing disk increased. One might think the bulk density of the polymer powders should be increased as the rotational speed of atomizing disk increased because the average powder size decreased as the rotational speed of atomizing disk increased. However, water content of the polymer powders decreased as the rotational speed of atomizing disk increased, and the structure of the polymer powders was more open as the rotational speed was higher, both of these resulted in bulk density of the polymer powders decreased a little as the rotational speed of atomizing disk increased.
(5)Redispersibility and film forming.The effect of rotational speed of atomizing disk on the process of drying and the redispersibility and film forming on the room temperature was shown in Tab.1. When the rotational speed of atomizing disk was low, the atomized drops were uneven, including a lot of big drops those ere not easy to be dried. As they were not completely converted to dry powders and still tacky when they collided to the chamber walls, so they were easy to adhere to the chamber walls, or stick to each other leading to agglomeration during storage. It was obvious that the agglomeration was difficult to redisperse in water even under intense shear that was not good for the film forming, thus there were many white points in the film. As the increase of the rotational speed, the atomized drops became more and more evener and smaller, and smaller the drops, the easier for them to be converted to dry powders, thus the possibility for the tacky powders to collide and adhere to the chamber walls or stick to each other decreased. So the agglomeration becames more and more less, the redispersibility becames more and more better and the film forming in the room temperature becames more and more smoother. To better understand the effect of rotational speed of atomizing disk on the redispersibility of the polymer powders, we measured the particles size of redispersion by dynamic light scattering, the results were shown in Fig.5. The average particle size decreased as the rotational speed of atomizing disk increased, indicting the redispersibility was improved as increasing the rotational speed of atomizing disk.

Tab.1 Effect of rotational speed on the process, redispersibility and filmforming of the polymer powders at room temperature

Fig.5 The particle size of redispersion at different rotational speeds
(6)FTIR.The molecule structure of the original latex and the polymer powders obtained under the rotational speed of atomizing disk of 400 rps by Fourier transmission infrared ray was shown in Fig.6. We can see that except for at 3 350.71 cm-1, there was a strong absorption peak because of the protective colloid PVA, the two images were more or less the same, indicating that the molecule structure or composition of the polymer did not change.

Fig.6 FTIR image of original latex and polymer powders under rotational speed of 400 rps
3 Conclusion
Ethene-vinyl acetate (EVA) redispersible powder was prepared by spray drying, using polyvinyl alcohol (PVA) as protective colloid, silica sol and inorganic powders as anti-caking agents. The effect of the rotational speed of atomizing disk on the properties of EVA re-dispersible powders was investigated. The experimental results showed that the rotational speed of atomizing disk greatly influence the water content, fluidity, stacking density, redispersibility of the powders. When the rotational speed of atomizing disk was low, tacky powders adhering to chamber walls and many white points in the film forming form the redispersion were observed. The water content, the bulk density of the polymer powder and the particle size of the redispersion decreased, while the fluidity and redispersibility was improved as the rotational speed of atomizing disk increased. The FTIR images showed that, the molecular structures of the polymer was not changed before and after spray drying.
[1] Saija, L. M., Uminski, M. Water-redispersible low-T-g acrylic powders for the modification of hydraulic binder compositions[J]. Appl.Polym.Sci., 1999,(71):1 781.
[2] Tsai, M. C., Burch, M. J., Lavelle, J. A. Solid grade acrylic cement modifiers[J]. Polymer-Modified Hydraulic-Cement Mixtures, Amer Soc Testing and Materials: Philadelphia, 1993,(1 176):63.
[3] Thomas E, Randall P, Mark T. Redispersible polymer powders by redistribution of polyvinyl alcohol dispersant[P]. US5473013, 1995-12-05.
[4] Harvey P. Redispersible acrylic polymer powder for cementitious compositions[P]. US5519084, 1996-05-21.
[5] Randall P, Vassallo C. Redispersible polymer powder using polyvinyl pyrrolidone as a dispersing aid[P]. US5252704, 1993-10-12.
[6] Bett, William, Castaing,etal. Jean-Francois surface chemistry modified latex and redispersible powders, production and use thereof[P]. US7012114,2006-3-14.
[7] Willimann, Hongli, Koelliker,etal. Redispersible powder and its aqueous dispersion, preparation process and use[P]. US 20060211805,2006-9-12.
[8] Lin,J.D, Chen,H.Q. Effect of protective colloid PVA-SH on properties of MMA/BA polymer dispersions and their powders[J]. Journal of South China University of Technology(Natural Science Edition),2006,34(8):41-45.
[9] Xie D.L, Zhang X.Y, Yang B,etal. Influence of drying temperatures on performance of EVA re-dispersible polymer powders[J]. Journal of South China University of Technology(Natural Science Edition),2007,35(7):88-92.
[10] Xie D.L, Zhang X.Y, Pei Y.B.Preparation of the Cement-based putty and finish two in one interior wall coating[J]. Paint & Coatings Industry,2009, 39(2): 41-45.
[11] Pei Y.B, Zhang X.Y, Xie D.L. Effect of predisposal for drying on performance of EVA redispersible emulsion powder[J]. Journal of Jiangsu University (Natural Science Edition),2010,31(1):88.
