金刚石钎焊(上)①
2010-01-24MichaclsangJamesSung
Michacl sang,Jam es C.Sung
1 工具胎体中的金刚石的粘结
金刚石是已知最硬的材料,但它也是最具惰性的物质。由于其活性较低,金刚石磨料可顺利高效切割其他各种材料。但是,众所周知,金刚石也难于固着在工具胎体中,所以,金刚石从胎体中脱落曾是工具寿命受到制约与限制的最主要的原因。用于粘结金刚石磨料的三种类型的材料中,树脂结合剂太弱,不能牢固把持住金刚石;陶瓷结合剂太脆,不能承受冲击。从另一方面而言,金属结合剂可把持住金刚石使之不易变形与脱落。但是,由于仅为机械把持,金刚石磨料必然在胎体中固结很深。因而,金刚石磨料用于切割的突出高度受到限制。结果,切割速度低。
金属磨擦工作对象(岩石)将产生很大的热量,将使两种材料都受到损害。
对于单层金刚石工具,常用工艺是电镀镍把持金刚石磨料。由于金刚石具有绝缘特性,镍层在金刚石周围形成凹地形貌,如图1。故对金刚石的把持力很小,结果,金刚石磨料常常脱落而在工具表面形成洞穴。
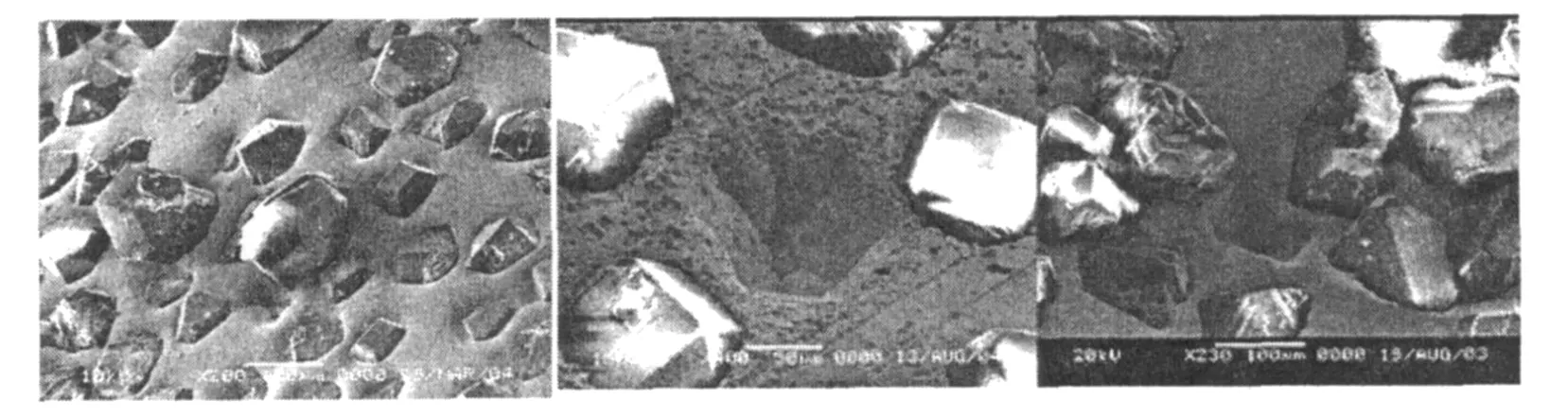
图1 电镀镍在每颗金刚石周围形成凹形形貌
从1975年开始,磨料工业推出单层钎焊金刚石工具,钎焊可在界面形成碳化物的化学连接(图2),使金刚石和金属形成无缝隙连接。由于此强力接合,金刚石晶体可凸出很高,而具有高效切割能力。由于工具与工作对象(岩石)之间磨擦接触减小,故工作时功率消耗下降。

图2 钎焊金刚石磨料的成簇密集倾向使钎焊层局部增厚
注意:由于浸润层急骤爬升,并且太薄,故金刚石在钎焊中把持不牢固。
虽然钎焊的化学连接很牢固,但其钎焊层通常很薄,因此金刚石可能自基体与附着钎焊层一同碎裂脱落(图3)。
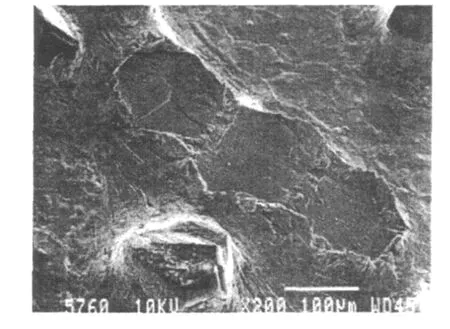
图3 在金刚石磨料急剧切割作用下钎焊层自基体碎裂脱落
2 金刚石矩阵排列与厚实支承的钎焊
在钎焊过程中为防止金刚石磨料的成簇聚集,金刚石磨料必须按预定的模式排列,1997年作者在世界上首次研制推出金刚石钎焊“钻石阵”(g rid)排列金刚石产品。这类产品包括:绳锯串珠,成型磨轮和其他产品,于1998年在意大利维罗拉展会上笔者展示了这类工具(图4)。
金刚石钎焊的特色是在每一颗金刚石周围钎焊形貌具有厚实的支承。而且还有化学连接,并且在每一颗金刚石周围用机械支承使金刚石连接进一步强化,反之,电镀镍和烧结合金不可能形成这种厚实支承的形貌(图5上)。
烧结金刚石具有平坦的形貌,同样也易使金刚石脱落(图5下),强力固结的金刚石(钎焊),具有厚实支承的形貌,将不使任何金刚石脱落(图6)。

图4 各种不同钎焊金刚石“钻石阵”排列金刚石工具

图5 电镀金刚石具有凹面形貌,不能牢固把持住金刚石(上图左)
与普通金刚石工具使用时金刚石脱落的不可避免相反,采用“钻石阵”排列的钎焊金刚石工具不可能发生金刚石脱落,虽然,若冲击力过大,金刚石可能被击碎脱落。由于在界面上形成碳化物和钎焊斜坡,其结合强度特别大,“钻石阵”排列的钎焊金刚石和电镀金刚石工具相比其切割速度会成倍提高,其工具寿命也可成倍延长。
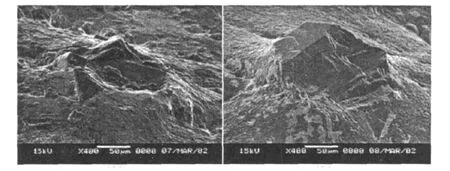
图6 由钎焊厚实支承的粘结,金刚石的碎裂,在胎体中会留下残余部分,故其金刚石脱落是不可能的。
3 加工半导体用金刚石抛光垫修整器
金刚石抛光垫修整器是价值最昂贵的金刚石磨料工具,一个典型的金刚石抛光垫修整器是一个直径约100mm的平直的圆盘(即用于材料抛光)。这是将金刚石磨料(金刚石粒度150μm)钎焊在圆盘表面上。这种工具若用于石材磨抛,可能买价要少于10美元。但是,若用于金刚石抛光垫修整器,则每一件可能价格高于300美元。抛光垫修整器设计用于修整柔性的聚氨脂抛光垫。它是普通金刚石工具通常碰到的一种不是很硬的材料。抛光垫用于抛光非常贵的半导体晶圆,它装有集成电路(IC)的柔性层,任何一点金刚石碎屑将导致在晶圆上产生灾难性的擦伤与划痕,也不容许有任何金刚石的碎裂。这样,抛光垫修整器用于由于磨损而导致金刚石的损耗。这和常规金刚石工具相反,普通金刚石工具允许金刚石碎裂成小片,比较锋利,并允许其脱落以便露出下层金刚石。

图7 价值昂贵的金刚石抛光垫修整器(图左)和价廉的石材磨轮(图右)的对比
两种产品都含有金刚石磨料,并按预定模式将金刚石固定(Dia Grid金刚石“钻石阵”产品)。抛光垫修整器还进一步镀覆一层级度为亚微米厚的类金刚石碳膜(DLC.Diamond Like Carbon)以防止抛光液的化学物对金属的浸蚀。
抛光垫修整器的金刚石“钻石阵”设计使CM P(化学机械抛光平坦化)的修整性能更为稳定。自1999年首次推出后,几乎所有CM P抛光垫修整器所包括的金刚石都是按预定模式分布的。
4 金刚石的化学结合
钎焊合金含有溶剂(即Ni或Cu),它可溶解活性元素(即C或T i),在熔融过程中,活性元素将向金刚石一方迁移,并与金刚石反应形成碳化物(如C r3C2或T iC)。这种反应展示了合金在金刚石表面的润湿现象。毛细管作用力通常拉动向金刚石表面斜面上爬行。而在界面上,强力的碳化物牢固地以原子对原子的方式把持住金刚石。
扫描电镜图像,显示在N i溶质中,C r,Si溶质原子优先向金刚石扩散并在界面上形成碳化物。注意:在金刚石附近C r与Si的互补特性(图8)。
当采用酸浸蚀的方法,将金刚石自钎焊料中脱出,金刚石表面的化学反应是非常明显的(图9)。这种反应发生在金刚石和活性溶质元素(C r,Si)之间,并形成碳化物,这种碳化物的形成将构成对金刚石的强力结合与粘结。
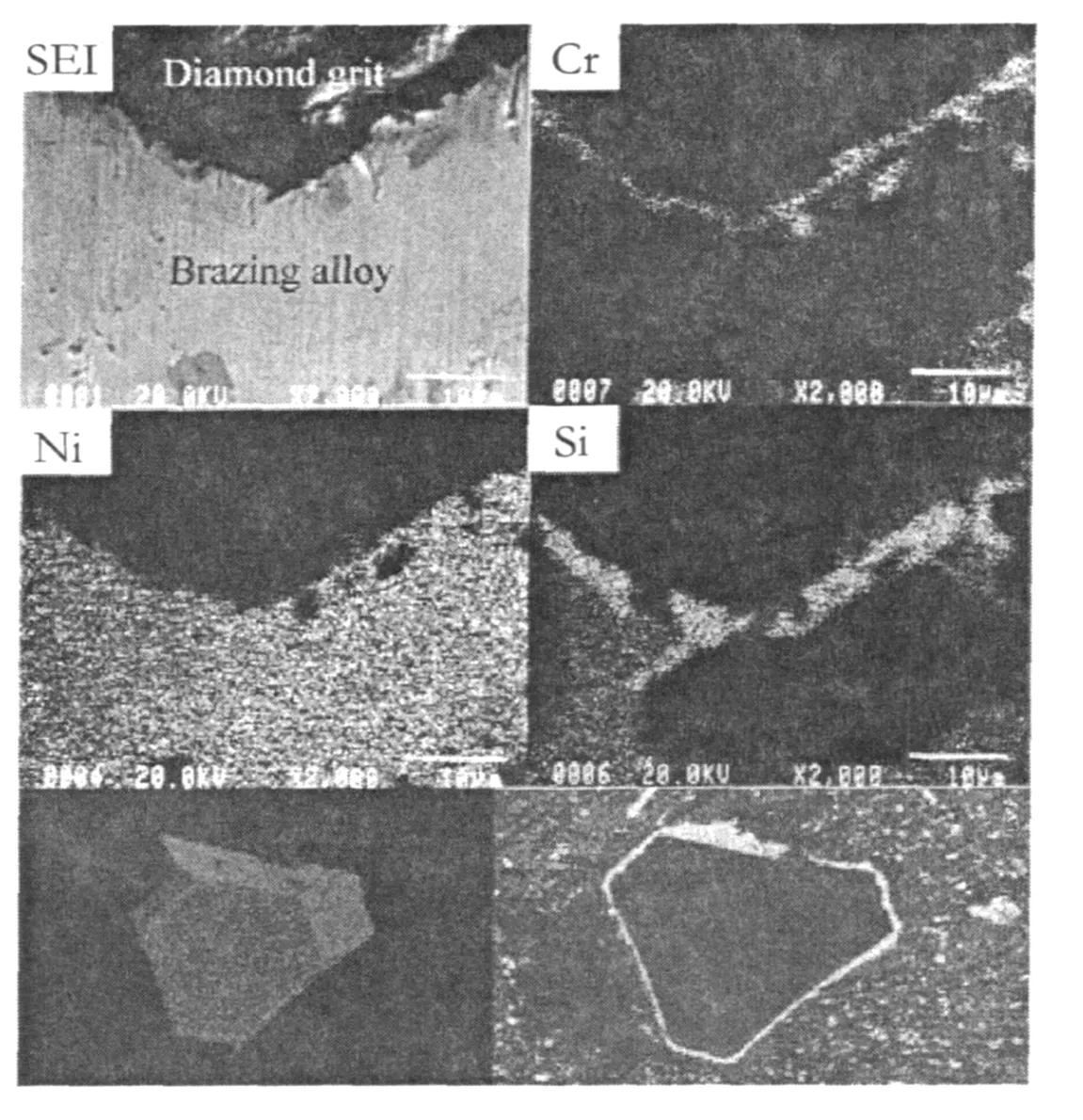
图8 钎焊金刚石扫描电镜照片

图9 在钎焊过程中金刚石表面的一半和熔融的焊料发生反应
5 结合强度与冲击强度的兼顾
虽然化学结合非常牢固,但界面反应也可能有损金刚石的完整性能,结果是金刚石的冲击强度有所降低。为调节与控制界面上碳化物的形成,在熔融的焊料润湿以前,可在金刚石上镀覆一薄薄的(10μm)铜镀层,结果表明,由熔融钎料在金刚石周围形成的固着力进一步强化,而不用牺牲其冲击强度。
图10显示的是金刚石和钎料焊接之间界面的结合强度和镀覆一薄层铜的过渡中间层获得金刚石晶体的冲击强度的优化可调节与控制碳化物形成的反应。在图中,ABCD是由于活性钎焊粘结金刚石的结果。
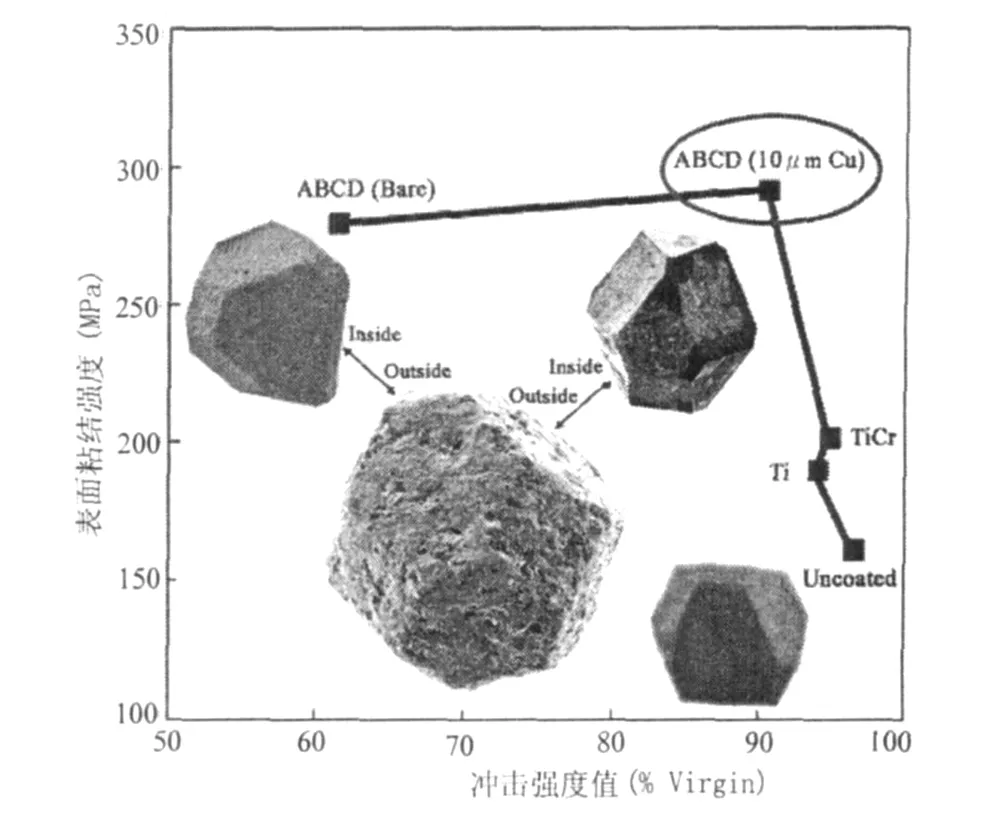
图10 镀铜金刚石钎焊
当固结金刚石的胎体已碎裂,构成的界面可控制其破裂的路径。由于化学结合力不够,裸露的金刚石将会在界面上使胎体分裂。由于焊接反应引起的金刚石晶体弱化,熔融焊料包覆的金刚石将会破碎。由于薄的铜的过渡中间层的调节作用,熔融钎焊料包覆的金刚石将会撕裂镀覆层本身的最弱连接带(图11)。

图11 三种不同界面的破坏路径显示不同位置的最弱连接带ABCD显示活性焊接包覆的金刚石
[1] C.M.Sung,"B razed Beads with a Diamond Grid for Wire Sawing"Industrial Diam on Review,(1998)4/98,134-136.
[2] C.M.Sung,"B razed Diamond Grid:a Revolutionary Design fo r D iam ond Saw s"D iam ond and Related Materials,(1999)Vo l.8,p.1540-1543.
[3] C.M.Sung,Y.L.Pai,"CM P Pad Dresser:A Diamond Grid Solution!"Advances in Abrasive Techno logy,III,N.Yasunaga et al.editors,The Society of G rinding Engineers(SGE)in Japan,(2000)189-196.
[4] C.M.Sung,"CMP Pad Dresser:A Diamond G rid Solution",2001 VLSIM ultileve In terconnection,Specialty Short Course,Advance Chemical-Mechan ical-Planarization Processes,Santa Clara,CA,(2001)181-220.
[5] Sung,C.M.,U.S.Paten ts 6,039,641(Filed:April 4,1997),6,159,286(Filed:November 4,1998),6,193,770(Filed:November 4,1998),6,286,498(Filed:September 20,1999),6,679,243(Filed:August 22,2001)and 7,124,753(Filed:September 27,2002).
[6] Sung,C.M.and Frank S.Lin,U.S.Patent 6,368,198(Filed:A p ril 26,2000),6,884,155(Filed:March 27,2002).
