浅谈西藏直孔水电站泄洪表孔弧型工作闸门安装工艺优化
2010-01-15杨忠满周红雨
杨忠满, 周红雨
(1.中国人民武装警察部队水电第十一支队,四川成都 610036;2.江西省九江职业技术学院,江西九江 332000)
浅谈西藏直孔水电站泄洪表孔弧型工作闸门安装工艺优化
杨忠满1, 周红雨2
(1.中国人民武装警察部队水电第十一支队,四川成都 610036;2.江西省九江职业技术学院,江西九江 332000)
针对西藏特殊的地理环境及直孔水电站泄洪孔工作门安装工程复杂的施工环境,结合有限的施工手段,优化了施工工艺,提高了施工质量,安全、顺利、快速地完成了安装工作,解决了直孔水电站泄洪表孔工作门的安装技术难点,为西藏直孔水电站实现按期挡水和发电目标奠定了良好的基础。
西藏直孔水电站;泄洪表孔;弧型工作闸门;安装工艺优化
1 概 述
西藏直孔水电站泄洪坝段表孔工作门的主要任务是在大坝运行期间承担泄洪作用。泄洪表孔工作弧门共设3孔,孔口尺寸为12.0 m× 16.985 m,闸门尺寸为:宽(12m)×高(11.8 m),弧面半径为15m。底坎中心桩号0+03.196,高程3 875.615 m,弧形支铰中心高程3 882.50 m,桩号0+016.50。弧门门槽埋件安装高程从3 875.615m到3 892.60m。泄洪孔工作闸门为主横梁式斜支臂弧形闸门,双吊点动水启闭,支铰为圆柱铰。闸门门体为焊接结构,门叶分为5个制造运输单元在现场拼装成整体,节间采用焊接连接和螺栓连接;支臂分为上、下支臂及竖杆等制造运输单元,与门叶和节间采用螺栓、焊接形式连接。闸门侧止水为圆头L型橡塑水封,底止水为刀型水封。单孔门槽埋件的重量为5.8 t,单扇闸门的重量为107.8 t。工作门结构布置见图1、2。
2 弧门安装特点
(1)特殊的地理环境。直孔水电站位于西藏自治区拉萨河中游,平均海拔3 850m以上,氧气含量不足内地的70%,早晚温差比较大,施工时间短,劳动强度低,孔口内的穿堂风比较大,给闸门埋件及闸门的安装和焊接带来极大的困难。
(2)埋件布置形式。工作门孔口底板为曲线弧面,底坎为斜面布置,安装精度要求高。由于左右支铰的锚栓改变了传统的锚栓架埋设形式而采用预埋钢板作为一期埋件,将锚栓做成鱼尾板螺栓直接焊在预埋钢板上,锚栓的安装精度受一期埋件安装质量要求影响比较大,从而造成安装施工的难度增大。
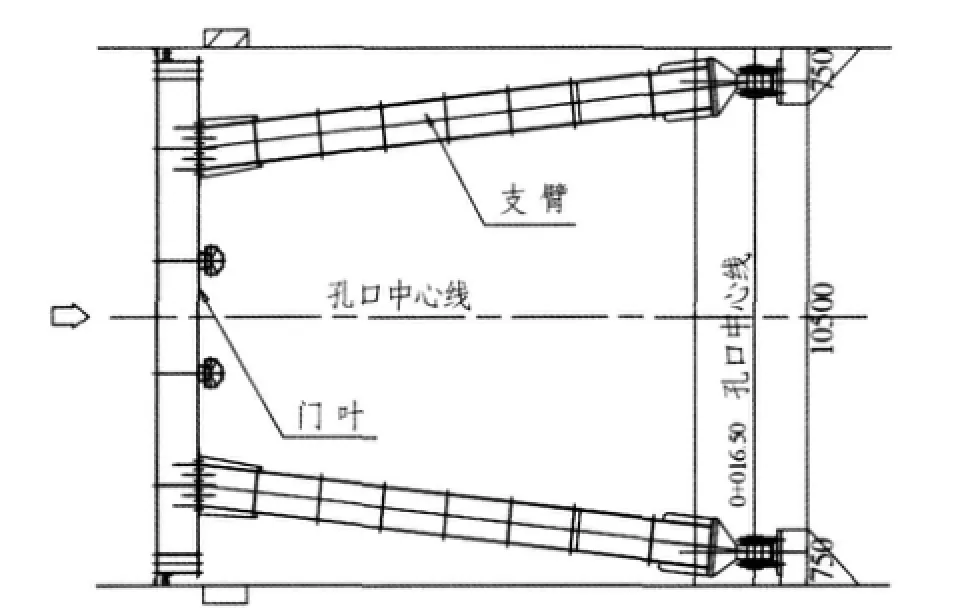
图1 弧形闸门布置平面示意图
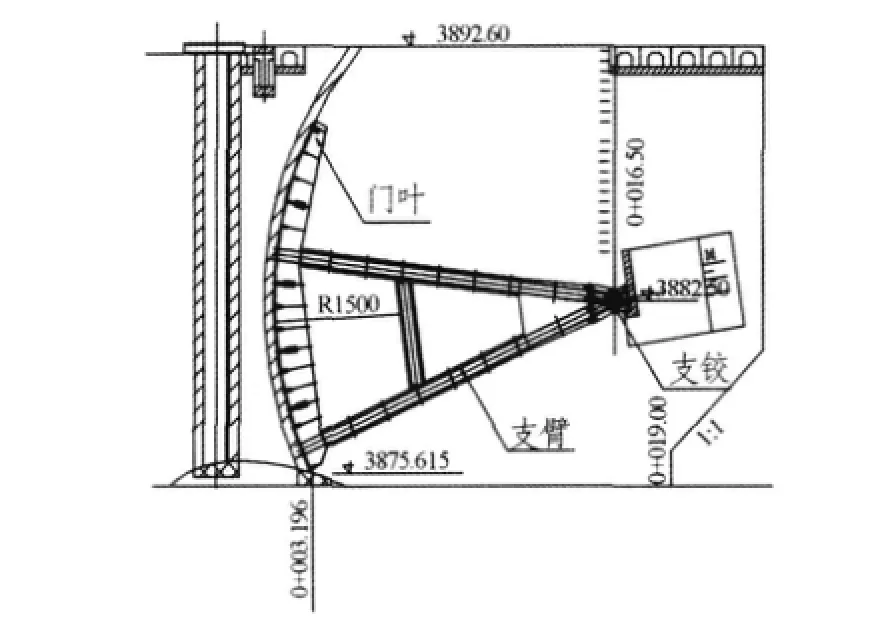
图2 弧形闸门布置立面示意图
(3)现场施工条件的限制。泄洪坝段弧型工作闸门共3套,每套闸门门叶分5个制造单元,支臂分6个单元,坝面空间狭小,闸门堆放场地小,在坝顶仅布置一台MQ540门机用于闸门安装。由于MQ540门机使用年限较久,最大起重量不到20 t,故闸门门叶和支臂在安装时必须在孔口内拼装。
(4)安装质量要求高,必须对施工方案进行优化。由于该电站为西藏重点项目,质量要求高,闸门的封水情况将直接影响电站的发电,施工中受内部和外部多种客观因素的制约和影响,必须对这些因素进行充分研究。在保证质量安全的前提下优化施工方案。
3 埋件安装工艺优化方案
工作门埋件主要由底坎、侧轨和支铰锚栓等组成,支铰锚栓架与底坎结构分别布置在属于上下两个坝段的位置上。由于单孔埋件的分节数量多,现场组合焊接工作量大,埋件焊接变形较难控制等工艺问题,且支铰锚栓架为活动式,现场拼装难度较大,从而有必要对整个埋件系统安装工艺进行深入、详细地研究。
3.1 支铰锚栓安装工艺研究
在弧门支铰下部预埋埋件,搭设施工平台用于安装支铰锚栓架。利用位于弧门支铰下部的施工工作平台,在支铰锚栓架一期预埋的钢板上安装支铰托架,用于支铰的安装和调整。施工平台及托架布置情况见图3。
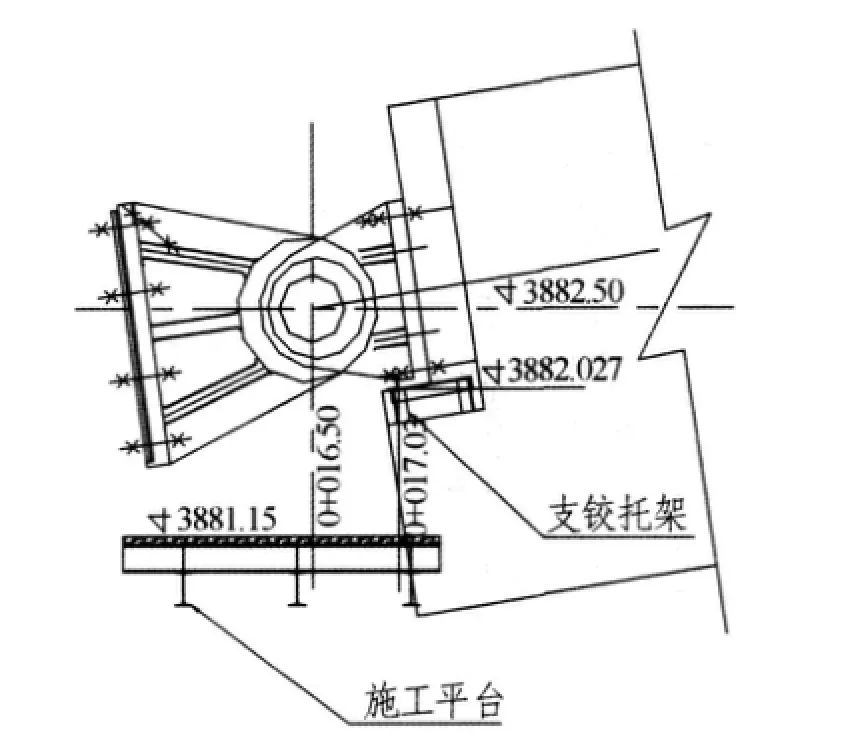
图3 支铰托架及施工平台布置图
使用闸坝坝顶的MQ 540施工门机将支铰铰座吊装到位后,先将铰座上的4根鱼尾板螺栓点焊在预埋板上,然后按挂好的控制中心线通过铰座的轴孔对铰座位置进行精调,检查验收合格后将其加固牢靠并将全部鱼尾板螺栓焊接在预埋板上。铰座安装后,按照表1的检测标准进行检查。验收合格后进行铰座部位混凝土的回填。
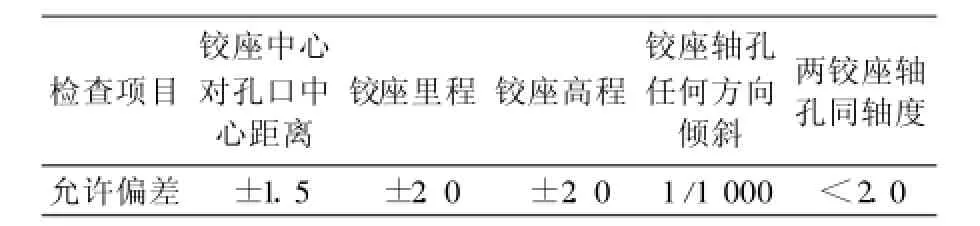
表1 检测标准表/mm
3.2 反装法在侧轨埋件安装中的应用
通常情况下,弧门安装先安装侧轨埋件,待侧轨埋件安装验收合格且二期混凝土回填完成后安装门叶及水封。为保证闸门封水质量,根据直孔水电站泄洪坝段表孔工作门布置特点,采用反装法即先安装闸门,后安装侧轨和水封。首先将侧止水座板吊装入槽,门槽埋件尽量靠近一期混凝土面,暂不进行调整,只作临时固定。侧止水座板应保证侧轨与门体间预留出门体上下游侧的人行通道,待闸门进行划弧试验时再进行侧止水座板的安装、调整及加固。
3.3 埋件测量基准的控制
在底坎的下游侧安装预埋板,作为测量基准板,待混凝土凝固后在基准板上放出孔口中心线、桩号线(0+004.196)、基准高程(3 875.297 m)。底坎、支铰托架等埋件的控制点均以此基准点作为测放点,每一个孔口内使用一个基准点,从而保证了埋件的安装质量。施工中,要对基准点进行反复测量以保证测量放点的精度。
在支铰托架安装时,采用以单个支铰托架独立安装,二次测量放点控制校核的方式进行左右支铰托架的安装,即先测放一个支铰托架的安装控制点进行托架安装,待其安装合格后再安装支铰和支臂,并以该托架为测量基准,测放另一个托架的控制点,对另一托架进行安装。实践证明,3孔工作门共6套支铰托架安装的偏差值和一致性均得到保证。该测量安装工艺符合质量控制指标要求,达到了预期目标,并在特殊的施工条件下取得了成功。
4 弧形工作闸门安装工艺优化方案
4.1 工作门安装工艺
孔口内弧形闸门安装的施工工艺:吊装前,在泄洪孔门槽底坎上标出门叶就位的理论位置,并在底坎上焊接挡板防止底节门叶就位后下滑,底节门叶吊装就位后,在底节门叶上游侧采取临时加固措施,然后安装下支臂和支铰。下支臂吊装前,将底节门叶与支臂连接部位的连接板用螺栓连接好。将支臂与铰座上的铰链用螺栓连接,然后借助事先挂在下游门机轨道吊环上的倒链进行下支臂的调整,调整底节门叶与下支臂的位置,待其到位后进行点焊,然后依次安装其它门叶,这种方法能消除制造工序中的单项误差累积。
将上支臂和竖杆在坝顶临时平台上预拼装成整体进行安装,目的是为了保证支臂分节单元一端与门叶、另一端与支臂裤衩联接的准确性。我们提出将制约弧门快速高效安装的支臂部分进行预组装,其目的是完成对结构到货状态的整体拼装常规检测并可在检测合格后将支臂组合件焊接为整体,形成结构尺寸封闭。这种施工方案的难点在于支臂自身装配的精度与整体门叶之间的装配精度须得到高度保证。
为使整体焊接工艺达到规范要求的综合技术标准,经过仔细研究结构特点,制订了有效的控制变形及收缩量的焊接拼装方案,使主要封闭尺寸及形位偏差精度稳定在±1.0 mm。此方案的成功应用,为3孔大型工作弧门在极为恶劣的条件下全部顺利地安装完成创造了条件。
4.2 工作门水封安装工艺
闸门门体位于非工作部位时装配闸门止水等附件。闸门止水等附件的安装必须在闸门做完划弧试验后进行,根据划弧试验的检测数据装配止水等附件。止水和橡皮垫板长度预留有裕度,并在现场切割,止水和橡皮垫板均应与止水压板、座板配合后冲孔,止水和橡皮垫板接头处采用生胶热压法胶合,侧止水橡皮可分为两节,现场热胶合。
5 焊接工艺设计及质量控制
正确和优化的焊接工艺设计及完善有效的质量控制管理是焊接施工质量的有力保证。工作门及埋件安装焊接的主要工作量在于工作闸门门叶节间、门体支臂间的连接焊缝以及埋件之间的对接焊缝。在焊接过程中,重点控制焊接质量,确保焊缝质量符合国家的相关规范及验收标准。
(1)设计制定合理的焊接工艺,以满足各种不同焊缝的质量要求。工作门焊接工程量大,时间和空间跨度大,为此,针对焊接的具体要求进行了严格的分类控制。如根据各种焊接位置、接头形式和焊材的特点,合理设计和试验焊条直径、焊接电流、焊接层次、焊接道数和焊接顺序等各种工艺参数,以满足焊接质量的需要。
(2)规范焊条管理,改善施工现场的焊接环境,减少焊接过程中各种不利因素的影响。由于工作门的现场焊接作业多,特别是现场埋件焊缝的焊接受局部施工环境干扰大,同时受气候的影响较大,为此,建立了有效的保护措施,改善了焊接环境。
(3)注重对工作门焊接变形的控制。对工作门埋件现场焊缝采用合理的焊接顺序,即在浇二期混凝土之前对埋件焊缝进行水密焊,达到了防止漏浆的目的。待二期混凝土浇筑完毕且混凝土强度达到规定要求后,对约束状态的焊缝进行填充焊接,采取分层、分段、锤击消应力等工艺措施,有效地控制了埋件的焊接变形。待闸门门体整体和支臂安装尺寸检查合格后,按事先制定的焊接工艺进行节间焊接,焊接过程中,随时对焊接变形进行检测并做好检查记录,根据焊接变形检测情况,适当调整焊接顺序和焊接参数。门体焊接完成后,再进行上下支臂间竖杆的焊接。
(4)支臂拼装方案的成功与否,最终将取决于焊接收缩量和变形的控制水平。因为焊接工序作为最终定位控制工序,其变形直接反映于支臂结构整体形状位置偏差。支臂拼装结构要保持焊接质量在高水平上的高度稳定性,必须做到焊接质量管理的标准化、规范化、制度化,以保证所有拼装精度的一致性。
直孔水电站泄洪表孔工作弧门及埋件安装工艺经过多次方案研究,综合了技术、质量、安全、经济、进度及施工环境等各种因素并不断优化,确保了方案实施的最佳优化。
6 结 语
目前该工程项目已全部安装完毕,工程验收质量情况优良且已投入运行,3孔弧门运行情况良好,均无漏、渗水现象,赢得了业主、设计及监理单位的一致好评。通过实践检验,证明该安装工艺完全满足施工要求且安装速度快,为西藏地区的同类工程提供了成功的范例。
(责任编辑:李燕辉)
TV 547;TV65
B
1001-2184(2010)01-0003-03
2009-12-15
作者简单:
杨忠满(1974-),男,江西九江人,参谋长,高级工程师,学士,从事水利水电工程施工技术与管理工作;
周红雨(1977-),女,江西九江人,副教授,工程硕士,从事电气控制教学工作.
