坯体中回用污泥渣——釉面砖节能减排新技术
2009-10-13余国明王贵生
余国明 王贵生
摘要 本文主要论述了在釉面砖生产过程中,对各工序产生的废水经过污水池处理压滤后产生的污泥渣,通过采用新的生产工艺技术,大量回用于坯料中(用量达到10%)来生产高档釉面砖,从而达到节能减排的目的。
关键词 釉面砖,废泥渣,节能减排
1前言
随着全球经济的迅猛发展,资源被过度消耗且日益稀缺,环境问题也日益严重,大大制约着经济的发展和社会的进步。近年来,政府对环境保护、清洁生产、循环经济、可持续发展等要求越来越高,要求全社会都积极参与节能、降耗、减污、增效的工作,从根本上改变经济发展模式。陶瓷生产是能耗大、污染物产生多的行业,有些废弃物如废泥粉和废砖坯,由于其成份稳定、量不多、易管理,大多厂家均回收利用。但是污水处理后的污泥渣,由于其量大、成份复杂且不稳定,大量引入坯料中必定会带来很大的困难,难免影响工艺的稳定性和产品质量。为此,全部回收利用废泥渣,实现零排放,提高企业清洁生产水平,降低生产成本,提高产品的环保性能,是近年来研究的热门课题。本项目正是通过采用新的生产工艺技术,把污泥渣大量回用于坯料中生产高档釉面砖(用量达到10%),从而达到节能减排的目的。该项目已在大生产中成功应用,并获得2008年度“金隅”杯全国建材行业革新奖二等奖。
2研制过程
2.1 坯料配方的试制
2.1.1坯用原料的选用
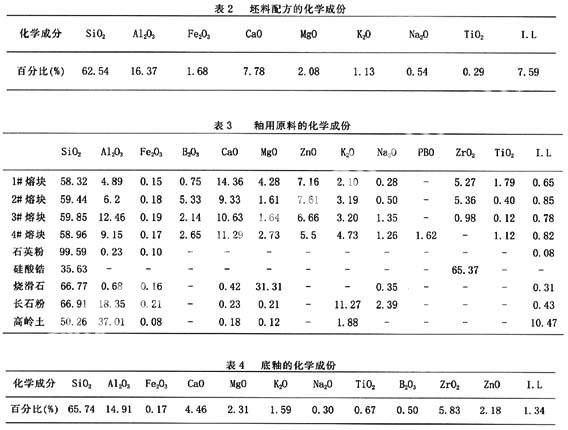
本项目所采用的坯用原料与原生产釉面砖的坯用原料一样,其坯用原料的成份见表1。

2.1.2 坯料配方的制定
由于本项目为了全部回收利用污泥渣以实现零排放,因此根据污泥渣的产生量,如果要全部消化掉,相当于坯料用量的10%,因而在试制时确定污泥渣的配比为10%,通过多次反复试验,最终试制出适合釉面砖生产的坯料配方,其化学成份见表2。
2.1.3 粉料的制备及素烧
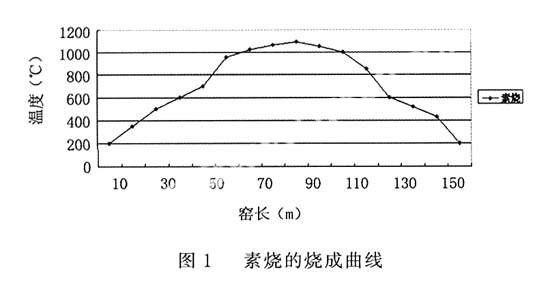
将上述原料和添加的坯用原料稀释剂、水按配比准确配料入36T球磨机磨成细度为250目筛余3~3.5%、水份34%左右的浆料,经除铁、过筛、喷雾造粒成一定级配和水份的粉料,经1500T压机压制成形,产品规格为450mm×900mm。通过干燥窑烘干后在1090℃±5℃的温度下进行素烧,烧成时间为60min,烧成曲线见图1。
2.2 釉料配方的试制
2.2.1釉用原料的选用
釉用原料的种类及成份见表3。
2.2.2 底、面釉配方的试制
由于加入了污泥渣的坯料的素烧温度比原来的坯料素烧温度低90℃左右,因此素坯的气孔率与原素坯差异较大,再加上素烧温度低使坯体内含有的部份杂质未能完全烧掉,因此用原来的底、面釉淋釉烧成的产品易起针孔、釉泡,经过多次试验,终于调试出与坯体相匹配的底、面釉配方,其化学组成见表4和表5。
2.2.3釉料的制备及烧成
分别将甲基纤维素、三聚磷酸钠和水按配方添加到底、面釉的原料中,并准确配料入1.5T球磨机内磨成细度为325目筛余0.35%、含水量为29%左右的釉浆,经除铁、过筛后在施釉线上用钟罩先淋底釉,施釉量为280g,产品规格为450mm×900mm,在底釉刚干时淋面釉,施釉量为450g,产品规格为450mm×900mm,经辊筒印花后,入窑炉于1135℃±5℃温度下进行釉烧,烧成时间为60min,烧成曲线见图2。

3结果与分析
按上述试制方法烧成的釉面砖强度高、平整度好、釉面平滑、光泽度好、后期变形小、抗釉裂性好,采用辊筒印花工艺,花色新颖、装饰效果好,经过与原生产的釉面砖进行检测对比,有些性能还优于原釉面砖,其测试数据见表6。
从上表可以看出,在坯料中添加10%的污泥渣,采用新的工艺技术生产的釉面砖各种性能不但完全达到原生产釉面砖的要求;而且有些性能方面还优于原釉面砖,但是,污泥渣的成份不稳定、杂质较多、工艺难度大,影响的因素较多,下面就对各因素的影响进行逐一分析。
3.1 污泥渣本身特性的影响
本公司生产过程中产生的污泥渣,主要是以原料加工车间、釉料加工车间、施釉线及磨边线所产生的废水为主,各车间冲洗地面的水为副进入污水处理池处理后,压滤所得的泥块。其主要成份为坯料和釉料,还含有少量有机合成物、尘土垃圾。经进一步研究试验,将污泥渣在1135℃原釉面砖釉烧温度下烧结后,其吸水率为9.76%,比原素坯20.08%的吸水率要低很多,而收缩率为9.73%,也比原坯料0.46%要大得多,这是污泥渣中所含釉料成份的熔剂作用,以及污泥渣的颗粒度因坯料和釉料中的细微粒子易随水流进污水池而变得更细所带来的影响。另外,污水处理剂所含的硫酸铝、碳酸钙、丙烯酸类等又带来成份的复杂化。以上这些釉料颗粒度变细了,杂质成份等虽然不多,但影响颇大,都对生产工艺产生很大影响。经过反复试验,采取技术和管理措施加以解决,一是各车间工序向污水处理池非正常的集中排放时,要事先通知污水处理站,以便分散处理;二是严格污水处理剂的用量,减少污泥渣的不良成份;三是增加污泥浆压滤前的过筛处理,不但可以排除过大异物还可以均化污水;四是适当增加污泥渣的陈腐时间,并在配料前用钩机进行均化,以便成份相对稳定;五是污泥渣加入球磨配料中一起细磨和分散。
3.2 烧成制度的影响
经过试验表明,配料中加入10%的污泥渣后,如果维持原素烧温度,一方面会造成素坯的吸水率过低而影响施釉,另一方面会因收缩率过大而影响平整度,所以要采用降低素烧温度的方法,既可以保证素坯符合工艺要求,又节约能耗。但随之而来的问题是,素烧温度低于釉烧温度的话,污泥渣中所增加的有机物和高温分解的合成物等成份对釉烧的破坏将会加剧,如果调整坯料配方,提高素烧温度来避免这些杂质的影响,又失去了降低素烧温度、节约能源的意义,因此还是决定采用低温素烧、高温釉烧的二次烧成工艺,充分发挥节能减排的优点。
经过反复的试验,采取调整素烧烧成工艺,加强300℃~600℃有机物氧化分解温度区的控制,同时强化 1000℃以上高温保温区的控制,以便尽可能多地排出分解气体,同时在窑炉压力控制方面,将“0”压位尽量往后移,以便分解产生的气体能尽快排走,从而解决因有害气体过多而影响釉面光泽的缺陷及避免针孔、釉泡等缺陷的产生。
3.3 釉料方面的影响
在本项目中,为了全部回用本企业产生的污泥渣,实现零排放的目标,因此在坯料中添加了10%的污泥渣。鉴于污泥渣的固有特性:烧成温度低、高温烧成段有害气体多、收缩大、吸水率低,同时为了满足釉面砖的生产工艺以达到节能降耗的目的,必须采用低温素烧、高温釉烧的新工艺。而低温素烧、高温釉烧的二次烧成工艺特点是介于一次烧成工艺和传统二次烧成工艺之间,虽然坯体经过素烧和釉烧,但是坯、釉之间的适应性与一次烧成工艺相似。由于污泥渣中含有的杂质成份较复杂,对釉料熔融过程中造成的影响较大,易引起釉面针孔、气泡等缺陷的产生,虽然没有进一步化验是何种成份的影响,据试验结果,素烧坯体在高温釉烧时仍有气体分解溢出。为了不影响产品的釉面质量,让气体能够在釉料熔融前尽可能地排走,只有提高底、面釉的始熔温度,以及在熔融前保证一定的气孔率和在熔融后保证好的高温粘度特性。这种特性一方面有利于气体在釉料熔融前顺利排出,另一方面在釉料熔融后又能瞬间将因气体排出而造成的小凹坑熔平,这样即保证了釉面的平滑度,又不会产生针孔、气泡等缺陷。所以在配方中始融温度高的石英及煅烧后杂质、气体少的滑石用量应适当多一点,同时也应选用始融温度高及表面张力稍大的熔块。
3.4 其它方面的影响
由于坯料配方中添加了10%的污泥渣,使得坯体在高温中的烧成收缩比原来工艺的大,为了保证坯、釉的结合性,坯、釉料的球磨细度要求也比较严格,试验表明,在保证产品不出现缩釉的前提下,适当提高釉料的细度有利于坯、釉的结合。
坯、底釉、面釉三者之间膨胀系数的适应性也相当重要,试验表明,如三者膨胀系数调配不当,在烧成过程中易出现产品规整度差及爆釉等现象。
坯料的浆料稀释剂的成份影响也较大,由于污水处理过程中添加的有机物对浆料的流动性影响较大,所以浆料的稀释剂成份选用不好,会造成浆料流动性差、球磨效率不好的结果。
4结 束 语
本项目这一新技术的研制成功,为釉面砖生产企业提供了固废物零排放的技术,满足了清洁生产的需求,提高了产品的性能,降低了生产成本,增加了企业的利润,可以说是一举多得的技术成果,在当前国家倡导清洁生产、可持续发展的经济新模式中,意义重大,不仅给本公司带来好处,对行业及社会可作出了一点贡献。
参考文献
[1] 刘康时.陶瓷工艺原理[M].广州:华南理工大学出版社,1990.
