输送带跑偏浅析与一种调心托辊组在纠偏中的应用
2009-09-21张华义刘军伶
张华义 刘军伶
摘要:输送带跑偏可能造成撒料、物料堵塞、胶带边缘磨损、撕裂,甚至造成停机事故的发生,直接影响生产。本文对选煤厂常用的TD-75型带式输送机跑偏常见的原因进行分析,提出预防措施,并对一种调心托辊组在输送带局部纠偏中的应用进行了分析。
关键词:输送带跑偏纠偏调心托辊组
1 概述
TD-75型带式输送机(以下简称带式输送机)是一种以胶带兼做牵引机构和承载机构的一种摩擦传动连续动作式运输设备。它可以将物料在一定的输送线上从最初的供料点到最终的卸料点间形成一种物料的输送流程。其主要部件有输送带、驱动装置、托辊、滚筒、机架、清扫器、拉紧装置、制动装置、受料和卸料装置等。
2 跑偏预防及处理
2.1 跑偏概述 带式输送机在运转过程中经常发生输送带中心线偏离输送机机架中心线的现象,即发生跑偏。
2.2 跑偏的危害 输送带跑偏是带式输送机最常见的故障。输送带跑偏可能造成输送带边缘与机架相互摩擦,导致输送带边缘过早损坏,轻则引起设备物料堵塞、撒料、胶带边缘过早磨损、影响物料的输送量;重则造成皮带撕裂,甚至导致停机事故的发生,直接影响生产。
2.3 引起输送带跑偏的原因及措施
2.3.1 滚筒安装不正,水平误差较大,此时,滚筒自身转动轴线与输送机纵向中心线不垂直,造成输送带一边松一边紧,带自紧边向松边移动,发生跑偏现象。处理方法:提高安装质量,停机调平。调整较紧一边的轴承座位置,使输送带横向拉力相等,消除跑偏。
2.3.2 输送带本身弯曲或接头不直。皮带扣钉歪或输送带切口同带宽不成直角,使输送带受的拉力不均匀,运转时,当接头运转到哪里,哪里就发生跑偏。处理方法:将输送带切正,重新胶合或重打皮带扣。
2.3.3 滚筒轴线不水平,两端轴承高低差引起输送带机头或机尾跑偏。处理方法:在滚筒两端轴承较低的一端添加垫片,使其与较高的一端相平,消除高低差。
2.3.4 滚筒表面有积煤,将胶带挤向一侧,加大了滚筒局部直径,发生跑偏。处理方法:加强输送带的空段清扫并将滚筒表面和下输送带积煤清理干净。
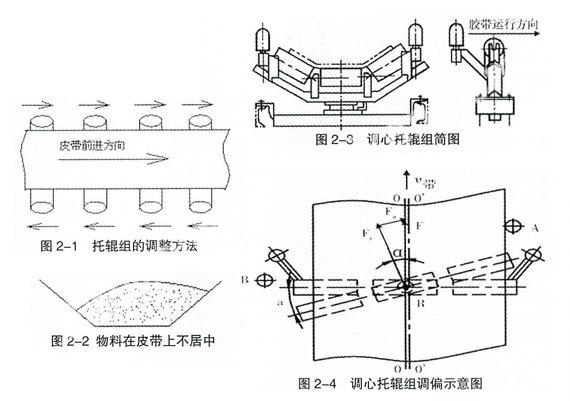
2.3.5 托辊组轴线同输送带中心线不垂直而引起输送带跑偏。处理方法:调整托辊组。具体方法是胶带偏向哪一侧,托辊组的哪一侧朝胶带前进方向前移,或另外一侧后移。如图2-1所示胶带向上方向跑偏则托辊组的下位处应当向左移动,托辊组的上位处向右移动,可消除跑偏。
2.3.6 滚筒安装偏斜或者滚筒胶面脱落严重引起皮带跑偏。处理方法:滚筒的安装位置偏斜于胶带运行中心线或胶面脱落严重引起皮带跑偏。对于头部滚筒,如果胶带向滚筒的右侧跑偏,则右侧的轴承座应当向前移动,胶带向滚筒的左侧跑偏,则左侧的轴承座应当向前移动,相对应的也可将左侧轴承座后移或右侧轴承座后移。尾部滚筒的调整方法与头部滚筒刚好相反。经过反复调整直到胶带调到较理想的位置,消除跑偏。
2.3.7 输送带空转正常,一经加上负载就跑偏。处理方法:这种情况一般是由于物料落点不在输送带中间造成物料在皮带上不居中,引起输送带受力不均,造成跑偏。由于溜槽落料口安装不正,则校正溜槽安装位置,或安装活动可调整挡板,调整煤流下落方向,消除跑偏。
2.3.8 机架两侧高低不一致,致使输送带不水平,运行时输送带荷重向低的一边移动,导致跑偏。处理方法:此种情况需将机架重新安装,进行调平或加垫片垫平托辊组。
2.3.9 输送机空转时跑偏,而加上物料则运转正常。处理方法:这种现象一般都是输送带松弛或初张力太大造成的,适当调整输送带的张紧力即可消除跑偏。
2.3.10 新胶带更换后跑偏。处理方法:此情况一般是由于胶带太厚,成槽性差,不能适应托辊倾角。将胶带加负荷,对称静置一段时间或者使用一段时间后可消除跑偏。
3 调心托辊组纠偏应用
输送带长距离运输过程中,由于多种因素的影响,经常发生跑偏。除了用以上防跑偏措施预防,还可采用一种简单实用的调心托辊组来对输送带局部跑偏进行纠偏。
调心托辊组是在普通托辊的两侧分别增加一个立辊,立辊可以沿胶带运行方向旋转,立辊下方托架和一个止推轴承相连,下面用一根槽钢焊接在皮带架上,托架可以在槽钢上的止推轴承上转动。调心托辊组简图见图2-3。其原理是采用托辊在水平面内方向转动与胶带摩擦产生横向推力使胶带自动向心达到调整胶带跑偏的目的。在输送带长度超过20米时,每隔8-10米加一架调心托辊组,当胶带跑偏时,胶带就会向跑偏的一边向前偏转。以A立辊为例(见图2-4),当胶带跑偏并偏向A立辊时,胶带中心线偏离了原中心线oo,当跑偏量等于或大于输送带5%带宽时,胶带与A立辊接触并给A立辊以正压力和摩擦力,此时,A立辊受到的正压力带动托辊架沿R偏离一个角度α,胶带给立托辊一个与运动方向一致的摩擦力F,该力的切向力Fr克服托辊的运行阻力,使托辊绕自身轴线转动;轴向力Fa作用于托辊,促使托辊沿轴向移动,努力回到原来位置。由于托架将立辊沿径向定位,使其不能径向移动,而胶带由于跑偏对托辊产生了轴向作用力,根据作用力与反作用力定律,此时托辊对胶带产生一个反作用力,此反作用力促使胶带向原位置即中心线oo的方向移动,由于调心托辊组调心角度一般在8°到12°之间,而根据惯性定律,此时胶带在反作用力的作用下到达中心线,不会马上停留在中心位置,而是越过中心位置向另一侧继续运动,经过多次往复直到胶带中心线回到原来位置,起到自动调偏目的。
4 结语
以上对输送带跑偏原因进行了分析并提出了相应的预防措施,并就一种纠偏调心托辊组调心原理和应用进行了分析。实际工作中发生输送带跑偏时,应从设计、制造、安装、使用、维护、操作等诸方面进行考虑,正确判断其跑偏原因,采用正确的调偏措施,确保带式输送机安全运行。
参考文献:
[1]刘久艳,郭立稳,李丰.带式输送机的调偏研究.中国矿业.2006年.第15卷.
[2]王彦凤,邱常明,刘英林.带式输送机输送带的防偏纠偏研究.煤质技术.2007年.第3期.
[3]余建文.皮带跑偏的特殊原因及改正措施[J].中国设备管理.2001. (04).
